近幾年,隨著國內(nèi)的汽車運(yùn)輸量不斷上升,對(duì)橋梁工程的安全性及耐久性提出了更高的要求。橋梁建造中,鋼結(jié)構(gòu)的應(yīng)用越來越廣泛,其中焊接是鋼結(jié)構(gòu)制造中應(yīng)用最多的工藝之一。橋梁結(jié)構(gòu)制造廠為最大限度地減少焊接熱過程對(duì)鋼結(jié)構(gòu)造成的損失,往往選擇寬度和長度更大的鋼板。焊接時(shí),厚鋼板更容易受到熱效應(yīng)的影響,因此更多地選擇大展寬比(鋼板寬度與板坯寬度比大于1.5∶1)薄規(guī)格鋼板。生產(chǎn)大展寬比薄規(guī)格鋼板需要鑄坯潔凈度較好,中厚板軋機(jī)具有較大的軋制力、扭矩力。在生產(chǎn)大展寬比薄規(guī)格鋼板時(shí),經(jīng)常出現(xiàn)低溫沖擊性能不穩(wěn)定的現(xiàn)象。
以往對(duì)橋梁鋼性能的研究,主要集中在工藝、組織、內(nèi)部質(zhì)量和性能等方面,但對(duì)大展寬比薄規(guī)格鋼板低溫沖擊性能的研究較少。
某批次鋼板采用Q370qD鋼制成200mm×2000mm(厚度×寬度)板坯,然后在雙機(jī)架軋機(jī)上軋制成16mm×3650mm(厚度×寬度)的成品。在鋼板寬度1/4處沿縱向截取試樣,制成標(biāo)準(zhǔn)夏比V型缺口沖擊試樣,尺寸為55mm×10mm×10mm(長度×寬度×高度),在沖擊試驗(yàn)機(jī)上進(jìn)行低溫(-20℃)沖擊試驗(yàn),其中33組試樣中有15組試樣的沖擊吸收能量不合格(<120J),合格率僅為54.5%。研究人員采用一系列理化檢驗(yàn)方法對(duì)其低溫沖擊性能不合格的原因進(jìn)行分析,并提出了改進(jìn)措施,為大展寬比薄規(guī)格鋼板的生產(chǎn)提供理論基礎(chǔ)。
1、 理化檢驗(yàn)
1.1 化學(xué)成分分析
在低溫沖擊性能不合格鋼板上取樣,采用直讀光譜儀對(duì)其進(jìn)行化學(xué)成分分析,根據(jù)結(jié)果可知可試樣的化學(xué)成分滿足標(biāo)準(zhǔn)要求。
1.2 斷口分析

沖擊試樣斷口的宏觀形貌如圖1所示,可見斷口較為平直,斷口纖維率為5%。
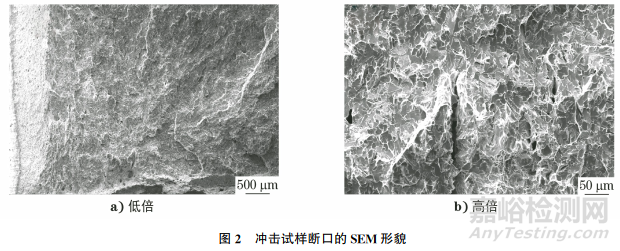
采用掃描電子顯微鏡(SEM)觀察沖擊試樣的斷口形貌,結(jié)果如圖2所示。由圖2可知:試樣V型缺口處起裂時(shí)有少量韌窩,起裂初期為韌性斷裂,斷裂止于鋼板心部處的裂紋;裂紋擴(kuò)展區(qū)的斷口呈解理河流花樣,為脆性斷裂的特征。
1.3 金相檢驗(yàn)

沿沖擊試樣縱向取樣,經(jīng)拋光、腐蝕后,用光學(xué)顯微鏡進(jìn)行金相檢驗(yàn)。沖擊試樣斷口的顯微組織形貌如圖3所示。由圖3可知:試樣的組織為鐵素體+珠光體,珠光體呈條帶狀分布,帶狀組織達(dá)到2.5級(jí),心部的帶狀組織級(jí)別明顯高于其他部位;厚度1/4處的鐵素體呈等軸狀均勻分布,晶粒度為8.5級(jí),珠光體呈連續(xù)條帶或非連續(xù)條帶狀;心部帶狀珠光體連續(xù)、無間斷,條帶寬度為30~36μm,且出現(xiàn)了馬氏體。
1.4 夾雜物分析

試樣中夾雜物的SEM 形貌如圖4所示。由圖4可知:夾雜物呈長條狀,鑲嵌于馬氏體條帶中。
對(duì)長條狀?yuàn)A雜物進(jìn)行能譜分析,結(jié)果如圖5所示,可見夾雜物主要含有 Mn和S元素,說明該夾雜物為 MnS。
對(duì)中心偏析帶和遠(yuǎn)離偏析帶區(qū)域進(jìn)行能譜分析,發(fā)現(xiàn)中心偏析帶上存在明顯的Mn、Si元素偏析,質(zhì)量分?jǐn)?shù)分別為2.66%,0.47%,其偏析度分別為1.77,1.57;遠(yuǎn)離中心偏析區(qū)域的 Mn、Si元素質(zhì)量分?jǐn)?shù)分別為1.69%,0.34%,與熔煉成分較為接近。說明中心偏析在鑄坯凝固過程中形成,并保留在鋼板中。鋼水在凝固時(shí),枝晶間富集了含Mn、Si等元素的母液,導(dǎo)致鑄坯中心偏析。
2、 改進(jìn)措施
2.1 煉鋼工藝優(yōu)化
針對(duì)因鑄坯中心偏析造成鋼板低溫沖擊性能不合格的問題,可采用調(diào)整煉鋼工序的方法減輕鑄坯的中心偏析程度,如減少易偏析元素含量、控制鋼水過熱度、增大冷卻強(qiáng)度、采用電磁攪拌和輕壓下技術(shù)等。
在鋼板中,C元素以間隙固溶形式存在,形成了固溶強(qiáng)化。同時(shí),C元素能增加珠光體的含量,從而提高鋼的抗拉強(qiáng)度,但C元素易在鑄坯中心富集,加重中心偏析程度,導(dǎo)致鋼的低溫韌性降低。在凝固過程中,Mn元素的存在會(huì)使鋼水在凝固末端聚集,形成中心偏析。Mn元素的偏析顯著提高了鋼的淬透性,即使在軋制后進(jìn)行空氣冷卻,鋼板中心也極易形成馬氏體。S元素含量較高,會(huì)與鋼中Mn元素形成MnS夾雜物,在軋制過程中,MnS夾雜物沿軋制方向伸長,呈有尖端的長條狀,增加了鋼的各項(xiàng)異性,導(dǎo)致鋼的低溫韌性降低。
將C元素的質(zhì)量分?jǐn)?shù)控制在0.13%,Mn元素的質(zhì)量分?jǐn)?shù)控制在1.35%,可以增加鋼中的鐵素體含量,降低珠光體帶狀組織級(jí)別,從而提高鋼的組織均勻性;同時(shí),還有利于降低C元素的中心偏析程度,從而提高鋼的低溫韌性。加入質(zhì)量分?jǐn)?shù)為0.015%的Nb元素,可以在保證強(qiáng)度的前提下,降低中心偏析程度。將S元素的質(zhì)量分?jǐn)?shù)控制在0.005%,可以抑制MnS夾雜物的形成。將有害元素P的質(zhì)量分?jǐn)?shù)控制在0.015%以下,可以降低鋼的冷脆敏感性。
在煉鋼連鑄工藝方面,過熱度越高,凝固前結(jié)晶形核的速率越低,等軸晶越難以形成,凝固坯殼和鑄坯內(nèi)部鋼液的溫差越大,柱狀晶就越發(fā)達(dá),進(jìn)而加重了鑄坯的中心偏析程度。因此降低鋼水的過熱度至15℃以下,有利于抑制柱狀晶形成或擴(kuò)大等軸晶比例,降低鋼的中心偏析程度。采用在二冷區(qū)和凝固末端的電磁攪拌,增加鑄坯等軸晶率,有利于減少連鑄坯的柱狀晶搭橋現(xiàn)象,從而減輕中心偏析程度;同時(shí)在凝固末端應(yīng)用輕壓下技術(shù),用于補(bǔ)償連鑄坯最后凝固時(shí)的收縮,防止?jié)饣撘旱牧鲃?dòng),以避免中心偏析的發(fā)生。在凝固末端采用強(qiáng)冷技術(shù),可進(jìn)一步增加等軸晶,降低中心偏析程度。
2.2 軋鋼工藝優(yōu)化
在鑄坯加熱時(shí),提高加熱溫度、延長加熱時(shí)間,可以減少鋼中C、Mn等元素的擴(kuò)散,避免產(chǎn)生帶狀組織或心部馬氏體等異常組織。細(xì)化晶粒尺寸,有利于降低鋼的韌-脆轉(zhuǎn)變溫度。因此,在軋制和冷卻過程中,選擇細(xì)化晶粒的方法可以提高鋼的低溫韌性。
奧氏體再結(jié)晶區(qū)粗軋階段的道次變形量對(duì)晶粒細(xì)化起決定性作用。大展寬比鋼板需先多道次橫軋展寬,在展寬階段,為減少軋制過程中邊部鼓形,保證展寬道次獲得優(yōu)良的矩形度,道次壓下量不能太大。但壓下量過小會(huì)導(dǎo)致奧氏體發(fā)生再結(jié)晶的難度增大,不利于奧氏體晶粒的細(xì)化。展寬比過大,導(dǎo)致粗軋階段縱向軋制壓下量較小,部分奧氏體發(fā)生再結(jié)晶的難度增大,奧氏體晶粒粗大,不利于相變后鐵素體晶粒的細(xì)化。因此在粗軋階段的壓下量應(yīng)該適當(dāng)增大,以促進(jìn)奧氏體的動(dòng)態(tài)再結(jié)晶行為。
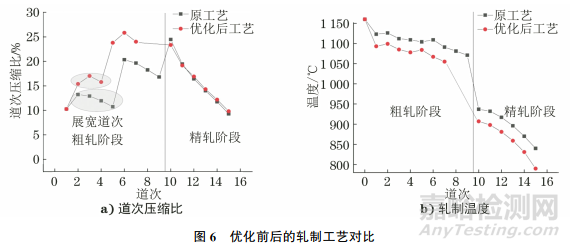
分別減少橫軋展寬道次和縱軋道次各1個(gè),增大道次壓縮比達(dá)到15%以上[見圖6a)],在奧氏體未再結(jié)晶區(qū)的精軋階段,奧氏體晶粒經(jīng)拉長而形變,產(chǎn)生位錯(cuò)、亞結(jié)構(gòu),并增加形變儲(chǔ)能,為相變鐵素體提供更多的形核位置和驅(qū)動(dòng)力,從而細(xì)化鐵素體晶粒尺寸。同時(shí)將精軋開軋溫度降低至920℃,以實(shí)現(xiàn)終軋溫度降低至790℃,誘導(dǎo)鐵素體相變,從而細(xì)化先共析鐵素體,以進(jìn)一步實(shí)現(xiàn)晶粒細(xì)化[見圖6b)]。
軋后進(jìn)行適當(dāng)水冷,終冷溫度為600~650℃,增加奧氏體相變過冷度,細(xì)化鐵素體晶粒,軋后迅速冷卻,促進(jìn)含Nb元素的碳氮化物彌散析出,有利于提高鋼的低溫韌性。加快軋后冷卻速率,可以抑制C元素在原始帶狀組織中的擴(kuò)散,避免帶狀組織級(jí)別進(jìn)一步增大。
2.3 改進(jìn)效果
采用優(yōu)化后的煉鋼和軋鋼工藝生產(chǎn)30批厚度為16mm,展寬比不小于1.5的Q370qD鋼板。對(duì)鋼板取樣進(jìn)行低溫沖擊試驗(yàn),結(jié)果發(fā)現(xiàn)試樣的沖擊吸收能量均不小于243J,一次合格率為100%。
在改進(jìn)后的鋼板上取樣進(jìn)行金相檢驗(yàn),結(jié)果如圖7所示,可見試樣的組織為鐵素體+珠光體,帶狀組織級(jí)別明顯降低,心部帶狀組織為1.5級(jí);晶粒尺寸明顯變小,1/4厚度處晶粒度為9.5級(jí),心部晶粒度為8.5級(jí);心部條帶組織主要為貝氏體,無明顯馬氏體。

改進(jìn)后沖擊試樣斷口的SEM形貌如圖8所示,可見斷口以韌窩為主。說明改進(jìn)后的鋼板具有優(yōu)良的低溫韌性。
3、 結(jié)論
大展寬比薄規(guī)格鋼板低溫沖擊性能不合格的原因?yàn)椋鸿T坯中心偏析,軋后冷卻時(shí)產(chǎn)生了馬氏體;鋼中存在粗大的MnS夾雜物。
采用優(yōu)化煉鋼和軋鋼工藝的方法,可以減小中心偏析程度、降低帶狀組織級(jí)別、防止馬氏體形成、細(xì)化晶粒尺寸,從而提高大展寬比薄規(guī)格鋼板低溫沖擊性能的合格率。





