您當前的位置:檢測資訊 > 生產品管
嘉峪檢測網 2025-08-01 10:35
對于凍干制品的性狀本人經歷了三重階段,每重階段都有著不一樣的體會。第一重階段:追求自制制劑與參比制劑性狀的絕對一致,如參比制劑為白色疏松塊狀物,自制制劑同樣為白色疏松塊狀物,這一階段只注重于形似而忽略了神,導致有些產品形似而神不似;第二重階段:不再追求自制制劑與參比制劑性狀的絕對一致,轉而保證自制制劑符合質量標準,卻忽略了如有些產品萎縮、塌陷,但是并不影響其符合質量標準,但是產品萎縮、塌陷又屬于不可控的處方工藝因素,可能設備性能的降低、設備變更、場地轉移、批量擴大等變化都會導致產品不再符合質量標準;第三重階段:更加注重神似,讓質量源于設計的理念深入處方工藝的每一處,把握好產品凍干工藝的設計空間,執行好產品凍干工藝的內控空間。
1、藥餅萎縮、塌陷
藥餅萎縮、塌陷是指凍干后的藥餅出現了較明顯的收縮,產品失去了原有的支撐結構,同樣也會失去良好的外觀,藥餅萎縮可能會導致產品的復溶時間增加、水分增大、穩定性變差,藥餅萎縮、塌陷有時侯可能并不會導致產品的理化性質發生顯著改變,但是藥餅萎縮、塌陷表明了產品處方工藝的不可控性,在產品開發過程中需要盡可能避免藥餅萎縮、塌陷的出現。
(1)藥餅萎縮、塌陷發生的階段
藥餅萎縮多發生在一次干燥階段和二次干燥階段,較少發生在產品貯存階段。一次干燥階段,當產品的溫度高于塌陷溫度,升華通道被融化封閉,熱量在固-冰交界面大量聚集,這時的藥餅可能會發生萎縮。二次干燥階段當產品的溫度高于其玻璃態轉化溫度,這時的藥餅也可能會發生萎縮。產品貯存階段,貯存溫度高于產品的玻璃態轉化溫度也可能會發生萎縮。
(2)如何避免藥餅萎縮、塌陷的發生
凍干產品的水分其實是個神奇的物質,產品的玻璃態轉變溫度與產品的水分密不可分,當產品水分高時,產品的玻璃態轉變溫度會變低,產品水分低時,產品的玻璃態轉變溫度會變高。
一次干燥階段的前中期,由于產品的水分含量高,需要大量熱能用于水汽升華,這時板層給予的熱能不會聚集。一次干燥階段的后期,隨著水汽的不斷升華,這時產品上部的干燥層逐漸變厚、產品的水分含量變低,水汽升華速度變慢,如果這時板層給予的熱能來不及被水汽升華所完全吸收,熱量會在固-冰交界面大量聚集,使固-冰交界面產品的溫度高于塌陷溫度,升華通道被融化封閉,熱量進一步大量聚集,藥餅可能會發生萎縮。
二次干燥階段前中期,由于產品的水分含量高,產品的玻璃態轉變溫度低,這時如果給與產品大量熱能,熱能來不及被水汽升華所完全吸收,熱量蓄積導致產品的溫度高于玻璃態轉變溫度,藥餅可能會發生萎縮。
貯存階段出現產品萎縮極為少見,可能是由于產品初始水分過高、膠塞含水量同樣過高,拉低了產品的玻璃態轉化溫度,導致了貯存溫度高于產品的玻璃態轉化溫度。
(3)實例解析
產品:藥物類型:小分子化藥,西林瓶:15ml,藥液:5ml;
凍干工藝1:

產品普遍都發生了明顯的萎縮,外觀成型性較差,萎縮、塌陷嚴重的藥物不易溶解,懷疑藥餅萎縮可能發生在一次干燥階段,決定優化凍干工藝。
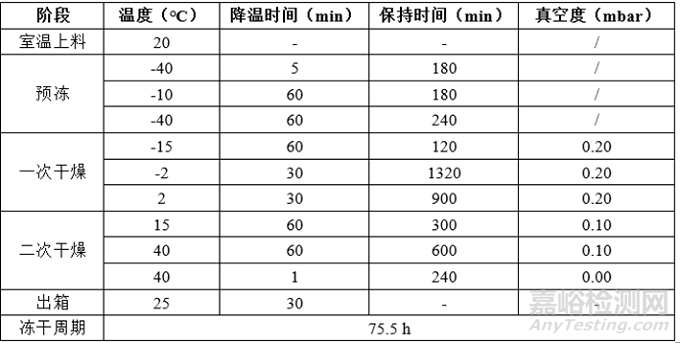
凍干工藝2:

產品未再發生萎縮,外觀成型性良好。
理化性質檢測:

2、碎瓶
之前做過一個項目,小試階段凍干出箱后發現部分制品出現了碎瓶現象,凍了大概有四五十瓶,碎瓶的有七八瓶,剛開始懷疑可能是瓶子在生產、運輸途中受了內傷,隨即更換了不同廠家相同規格的瓶子重新試驗,結果碎瓶情況并未有所改善。又懷疑可能是清洗過程中冷熱交替使瓶子受到了損傷,為了驗證這一猜想,將瓶子放入100℃烘箱2個小時,隨即放入室溫水中,也未出現碎瓶現象。最終猜測碎瓶現象的出現最大可能還是在凍干工藝,預凍階段由于應力的增大導致了瓶子破碎。
(1)碎瓶發生的階段
凍干工藝的預凍階段由于應力的增大可能導致瓶子破碎。
(2)如何避免碎瓶的發生
①:通過降低結晶性輔料的濃度從而降低預凍階段應力的變化對瓶子的影響。
②:通過降低瓶裝藥液的高度從而降低預凍階段應力的變化對瓶子的影響。
(3)實例解析
產品:藥物類型:小分子化藥,西林瓶:20ml,瓶身直徑28mm:藥液:10ml;
凍干工藝1:
由于藥液體積多、藥液高度高,凍干工藝1為了提高凍干效率、縮短凍干周期,在預凍階段采用了退火工藝,凍干結束出箱時約有五分之一的制品出現了碎瓶,懷疑可能是藥液中結晶性輔料的濃度較高,加之藥液的高度同樣較高,預凍階段退火過程中結晶性輔料得以充分的結晶,對瓶子產生了較大的應力,導致出現了碎瓶。
產品:藥物類型:小分子化藥,西林瓶:20ml,瓶身直徑28mm:藥液:10ml;
凍干工藝2:

凍干工藝2采用了常規凍干工藝,凍干結束出箱時還是偶爾可以見到碎瓶,即使放棄采用退火工藝,碎瓶現象仍然無法杜絕,由瓶子破碎的位置可以看出應力對瓶底、瓶身有較大影響,懷疑可能是由于藥液的高度較高,預凍時應力對瓶底、瓶身集中釋放,造成一些位置的小瓶出現了破損。
產品:藥物類型:小分子化藥,西林瓶:30ml,瓶身直徑32mm:藥液:10ml;
凍干工藝3:

凍干工藝3雖然同樣采用了常規凍干工藝,但是將西林瓶:20ml,瓶身直徑28mm更換成了西林瓶:30ml,瓶身直徑32mm,有效的降低了藥液的高度,凍干出箱時未出現碎瓶,通過降低藥液的高度有效的降低了預凍時應力對瓶底、瓶身的影響,解決了碎瓶這一問題。
理化性質檢測:

3、總結:
產品出現萎縮、塌陷顯示出了處方工藝的不可控性,除非是一些成型性不好的物料,否則產品一旦出現萎縮、塌陷等問題要引起我們的重視,可能檢測時即使萎縮、塌陷的產品仍然符合質量標準,但是隨著設備性能的下降、設備變更、場地轉移、批量擴大等變化可能會導致產品不再符合質量標準。產品出現碎瓶更顯示出了處方工藝的不可控性,碎瓶的出現可能會導致玻屑飛濺入周圍產品中,影響輸注使用的安全性。
我們應該在設計處方工藝之初就遵循質量源于設計的理念,把握好產品的設計空間,執行好產品的內控空間,保證產品的質量標準>設計空間>工藝空間>內控空間,讓質量源于設計的理念深入處方工藝的每一處。
4、參考文獻
1.李娜, 桂江洋, 史宣宇. 一種注射用硼替佐米凍干粉針的凍干工藝:, CN109453125A[P]. 2019.
2.真空冷凍干燥-預凍方式的選擇,大3B教主.
3.真空冷凍干燥-預凍番外篇2-應力的影響,,大3B教主.
4.周新麗,翁宇,陳光明.藥品冷凍干燥過程的退火機理分析[J].化學工程,2005(06):4-7.

來源:藥事縱橫


