您當前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網(wǎng) 2024-06-13 14:58
超聲檢測是一種有效檢測鋼鍛件內部質量的無損檢測方法,只要熟悉鋼鍛件缺陷的類型及其產(chǎn)生原因,就能準確地利用超聲檢測判斷、識別鍛件缺陷的類型。其中超聲所能發(fā)現(xiàn)的缺陷,按其形成的工藝過程可分為:
(1) 在冶煉、鑄造及鍛造過程中形成的夾雜物、縮孔、疏松、偏折缺陷等;
(2) 在鍛造和熱處理過程中形成的裂紋、白點缺陷和晶粒粗大等。
1、 縮孔
縮孔是由于鑄坯在凝固過程中,坯殼內的液相轉變?yōu)楣滔鄷r產(chǎn)生的體積收縮。其特征是中心不規(guī)則的空洞,呈扁平狀空洞或雞爪狀裂紋,伴有一些夾渣物和疏松。缺陷波反射特征:在超聲檢測鍛件的過程中所發(fā)現(xiàn)的縮孔,已經(jīng)不是原始形態(tài),而是在鍛造時未完全切除的殘余縮孔,缺陷波反射強烈,反射波的根較寬,波形成束狀,在主傷波附近伴有小傷波,對底波反射影響嚴重,常使底面回波消失,見圖1。圓周徑向檢測時,各處缺陷波反射幅度差別較大;徑向檢測時,缺陷波延續(xù)出現(xiàn),最長可貫穿整個鋼錠。

2、 疏松
表現(xiàn)為組織不致密,是分散在整個截面上的暗點和空隙。暗點多呈圓形或橢圓形,空隙在放大鏡下觀察多為不規(guī)則的空洞或圓形針孔。常出現(xiàn)在鋼錠縮孔的下部,鋼錠頭部和中部最后凝固區(qū),原因是無鋼水補充。
缺陷波反射特征:一般對鍛件疏松缺陷超聲檢測時,采用低靈敏度檢測,缺陷波很低或無缺陷波。提高靈敏度后能呈現(xiàn)出缺陷波。中心疏松缺陷多出現(xiàn)在始波與底波之間的心部,但對底波反射影響不大。疏松缺陷波見圖2,疏松缺陷嚴重時,對聲波有明顯的吸收和散射作用,能使底波反射顯著降低,甚至底波消失。

3、白點
白點多產(chǎn)生在鍛件大截面中心部分,而靠近外表區(qū)域與端頭區(qū)域一般無白點。這與夾雜、疏松等缺陷分布規(guī)律有所不同。
缺陷波反射特征:白點在形成時,由于有擴散現(xiàn)象,因此在鍛件中形成的局部缺陷也有差異。對于小截面鍛件,冷卻快來不及擴散,中心形成一個圓形的分布區(qū),超聲檢測時,出現(xiàn)中心處林狀波。對于較大截面的鍛件,熱加工后冷卻較慢,存在著明顯的擴散現(xiàn)象,白點呈輻射狀或離開鍛件中心部位,白點將向外移到某深度范圍內,并形成一個圓環(huán)形的分布區(qū),超聲波檢測時,將出現(xiàn)以中心對稱的兩處林狀波,白點的傷波特征如圖3所示。

白點缺陷有時和中心夾雜及疏松、偏析等缺陷容易混淆,工作中還應按下述幾方面加以研究鑒別:
(1) 白點多出現(xiàn)在鍛件的大截面段,中心夾雜和“∨”、“∧”形偏析多出現(xiàn)在鍛件兩端。但應注意,疏松與方框形偏析在分布位置上與白點相類似。
(2) 白點為清晰、獨立的林狀波( 缺陷波之間呈雨狀波無粘連波束) ,中心夾雜和“∨”、“∧”形偏析為連續(xù)起伏的林狀波。
(3) 中心夾雜,疏松與方框形偏析、3 級以下的疏松和偏析,對底波反射影響小,并且只有在比正常靈敏度高10~30dB的靈敏度時,才能見到缺陷波。波幅反射較弱,降低靈敏度時缺陷波下降迅速,移動探頭時,缺陷波跳動很快。
(4) 夾雜也對底波反射影響小,分布不像白點那樣具有規(guī)律性,冒口多于水口,降低靈敏度時,傷波下降較快。
4、 裂紋
裂紋的種類很多,在工件中的分布位置也很廣,有中心鍛造裂紋、內應力引起內部裂紋、夾雜性裂紋、縮孔殘余裂紋等。
缺陷波反射特征:較典型的中心鍛件裂紋在進行超聲波檢測時,這種缺陷的反射信號較強,一般均出現(xiàn)在相對于工件的中心部位。伴隨著這種缺陷的存在,往往在其附近區(qū)域內還會出現(xiàn)數(shù)量較多的單個分散的夾雜物的反射信號。隨著探頭沿圓周方向移動,反射幅度變化很大( 即有時很強,有時很弱) ,而且缺陷波在熒光屏深度刻度上移動,往往使底波次數(shù)減少或沒有底波,中心鍛造裂紋的波形見圖4。

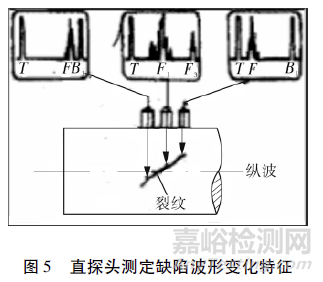
斜探頭軸向移動掃查和直探頭縱向貫穿缺陷入射,都會出現(xiàn)較典型的裂紋波形特征,缺陷波峰成束分枝狀。斜探頭移向掃查,裂紋缺陷波向始脈沖波移動,反之向遠離始脈沖波移動。直探頭測定裂紋時波形變化特征見圖5,斜探頭測定時波形變化特征見圖6( 其中,T表示起始波,F(xiàn)表示缺陷波,B表示底波) 。

5、 夾雜物、夾渣
夾雜物的成分和結構較為復雜,通常分為外來和內生兩大類。外來夾雜物一般是指由耐火材料或精煉渣帶入所形成的一種非金屬間化合物,而內生夾雜物則是在液態(tài)金屬發(fā)生化學反應時所生成的一種金屬間化合物。
在冶煉和鑄錠過程中,因高度沸騰的鋼液不斷地同耐火材料、爐渣和空氣接觸,當被沖蝕掉的耐火材料碎顆粒或被空氣氧化而生成的氧化物小顆粒等雜質落入鋼液后,大部分體積較大、熔點較低的夾渣都能上浮,但當熔點高、顆粒小未能上浮而殘留在鋼液內部時,即形成了所謂的外來夾雜。
缺陷波反射特征:外來夾雜物體積較大,因此這種缺陷很容易被超聲波檢測所發(fā)現(xiàn)。缺陷反射信號大小不一,在一定探測區(qū)域內不會只發(fā)現(xiàn)一個缺陷,往往是多個群居( 密集性夾雜) ,夾雜的傷波特征見圖7。

6、 偏析
組織偏析解剖及波形反射特征見圖8。偏析的波形特征:正常檢測靈敏度難以發(fā)現(xiàn)傷波缺陷,即使有反射波出現(xiàn),也不是一個反射體單獨作用的結果,而是同一個波振面上的反射體共同作用的結果。檢測時靈敏度要比正常靈敏度提高約20dB后才能出現(xiàn)較典型的叢生蠕動缺陷反射信號波形。嚴重的偏析對底波也有一定影響,會造成底波減少。提高檢測靈敏度時,底波反射次數(shù)有明顯增加。這兩種缺陷中,材料中暗點對底波影響小,孔隙影響底波反射較大。經(jīng)驗證明,鍛件中3級以下的疏松偏析對底波反射影響不大,而伴有氣泡缺陷的點狀偏析對鍛件本身性能影響較大,它的傷波反射相對較高,對底波也有影響。

7、 晶粒粗大
晶粒粗大的形成:鋼在冶煉時,只用錳鐵或錳鐵和硅鐵,脫氧時就會形成粗晶粒鋼;鍛件冷速慢,特別是心部會產(chǎn)生晶粒粗大;熱加工過程中,在不適當?shù)母邷叵麻L時間加熱,也會促使晶粒長大;鍛件鍛造變形小,所以再結晶時晶粒較粗大,且分布不均。
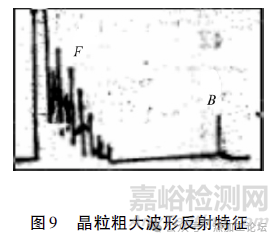
缺陷波反射特性:晶粒粗大嚴重時,對超聲波的吸收和散射影響較大,在檢測中將引起超聲能的強烈衰減,一般情況底波只有1~2 次,但提高靈敏度時,底波反射次數(shù)并無明顯增加,而降低探頭頻率,底波反射次數(shù)明顯增多。晶粒粗大波形反射特征見圖9。
8、 結論
推判斷缺陷類型不能單從理論分析和數(shù)字計算,檢測人員還必須綜合全面掌握鍛件產(chǎn)生缺陷的成因、缺陷分布及反射特征等規(guī)律,對缺陷波的靜態(tài)、動態(tài)波形反射特性的變化關系進行仔細分析研究。其缺陷類型不同,波形變化也不同,這是檢測人員利用超聲檢測學技術評價分析、判斷鍛件內在質量的重要環(huán)節(jié)。

來源:中國第一重型機械集團公


