您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-05-07 16:02
武器裝備性能的提高依賴于先進材料和先進工藝,其中損傷容限型TI-6AL-4V ELI鈦合金材料及其緊固件具有質量小、強度高、韌性好、耐低溫、耐腐蝕等優點,廣泛應用于航空航天、醫療器械以及深潛器載人等領域。隨著計算仿真技術的發展,學者們逐漸使用有限元仿真分析方法對緊固件的力學性能進行研究。郭曉寧等采用有限元仿真分析方法研究了不同接頭厚度條件下,配合精度與安裝力矩產生的彎曲應力對緊固件強度的影響。胡龍等對三維編織復合材料用緊固件進行了試驗和有限元數值仿真分析,通過雙剪試驗分析了圓柱銷的極限破壞剪力和斷裂形式,建立了三維編織復合材料強度分析方法,并采用有限元分析軟件研究了剪切作用下材料的失效破壞過程。杜強等針對復合板材用緊固件,開發了剪切試驗裝置,并探索了復合板材雙剪切試驗方法,獲得了復合板材用緊固件的力學性能。對緊固件在受剪切載荷下的失效模式和影響因素研究較少。研究人員利用有限元仿真軟件,建立了相應剪切失效數值仿真方法及預測模型,形成了相應的仿真數據庫;采用仿真結合試驗,研究了剪切速率、裝配尺寸、刃口半徑等因素對其服役性能的影響,研究了各因素對材料最終力學性能的影響程度,為緊固件產品設計及優化提供了理論依據,對于后續產品優化具有重要的指導意義。
一、試驗材料及原理
1.1 試驗材料
螺栓和螺母的材料為Ti-6Al-4V ELI鈦合金。為確保有限元模型中材料參數的準確性,首先參考GB/T 228.1—2021《金屬材料 拉伸試驗 第1部分:室溫試驗方法》,對Ti-6Al-4V ELI鈦合金材料進行準靜態棒料拉伸試驗,以獲得材料的名義應力-名義應變曲線;然后進行計算,將名義應力-名義應變曲線轉化為真實應力-真實應變曲線,得到材料的彈性和塑性參數;根據得到的材料參數,建立Ti-6Al-4V ELI棒料拉伸有限元仿真模型,以驗證材料參數的準確性。棒料拉伸有限元模型的單元類型為八節點六面體減縮積分單元(C3D8R),單元大小約為0.5mm,模型的邊界條件如圖1所示。
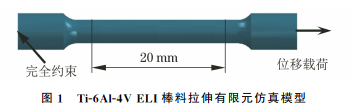
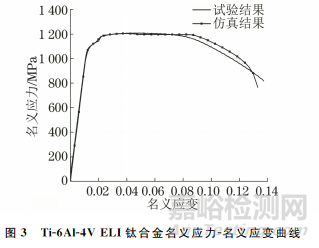
圖2為Ti-6Al-4V ELI試樣斷裂后的應力和等效塑性應變云圖。由圖2可知:在試樣受單軸拉伸載荷的過程中,試樣經歷了彈性變形階段、塑性變形階段和頸縮過程,直至斷裂。有限元拉伸模型獲得的Ti-6Al-4V ELI鈦合金名義應力-名義應變曲線如圖3所示,有限元仿真結果與準靜態棒料拉伸試驗結果吻合良好,證明了有限元建模中使用材料的參數具有較好的準確性。

1.2 試驗原理
雙剪試驗是檢測螺栓抗剪強度的重要方法之一。雙剪試驗的受力模型如圖4所示,在雙剪試驗裝置加載過程中,垂直于螺栓縱軸的兩個橫截面受剪切作用直至發生斷裂,以測定其抗剪性能。在雙剪試驗過程中,剪切面所受的剪力與橫截面積有關。

二、螺栓雙剪試驗有限元建模
2.1 理想條件下的有限元建模
使用有限元分析軟件對螺栓雙剪試驗過程進行仿真分析,結果如圖5所示,幾何模型按雙剪試驗標準中雙剪試驗裝置相關參數建立。由圖5可知:模型整體由3個部分組成,分別為受載的上剪刀、固定在基座內的下剪刀以及螺栓。

在雙剪試驗過程中,螺栓是主要的研究對象,與螺栓的變形相比,上、下剪刀的變形很小,因此為了節省仿真的計算成本,在模型中將上、下剪刀定義為剛體。螺栓斷裂過程需要經歷較大的變形,因此在顯式分析過程中,選擇幾何大變形選項。為了在仿真結束之后對螺栓剪力進行分析,在輸出選項的積分截面管理器中將螺栓受剪截面與參考點耦合,并在歷程輸出中單獨監測螺栓截面的剪力。
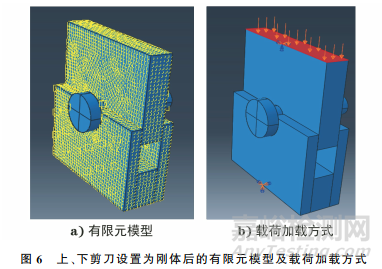
有限元仿真模型中螺栓的材料為TI-6AL-4V ELI鈦合金,上、下剪刀的材料為螺栓雙剪試驗標準中推薦的 T10鋼,在劃分網格之后,將上、下剪刀設置為剛體,并與參考點耦合(見圖6)。
針對接觸方式的選擇,使用通用接觸的方式建立了上、下剪刀和螺栓之間的接觸關系,防止在仿真過程中螺栓和剪刀之間出現網格穿透現象。此外,使用面面接觸方式對上剪刀與螺栓、下剪刀與螺栓進行了接觸設置,且接觸面法向方向使用硬接觸屬性。
針對邊界條件的設置,由于下剪刀始終固定在基座中,因此在有限元模型中將下剪刀底面完全固定。同時,為了模擬螺栓雙剪試驗過程中的真實加載過程,減輕材料應變率對仿真結果的影響程度,在設置邊界條件時,沒有對上剪刀施加位移載荷,而是施加了壓力載荷,且壓力載荷的加載速率為666.7N/s。
網格單元的質量對仿真結果至關重要。在建模過程中,使用掃掠技術,結合六面體單元對螺栓進行網格劃分,網格類型為C3D8R。為了提高仿真結果的準確性,將螺栓劃分為多個區域,并對螺栓受剪區域的網格進行了細化,劃分網格后的有限元模型如圖7所示。

2.2 不同因素對有限元建模的影響
由于螺栓雙剪試驗裝置存在制造和測量誤差,試驗結果可能會受到不同程度的影響。影響試驗結果的因素主要包括:剪切裝置的圓角半徑、剪切載荷施加的速 率(剪切速率)、上下剪刀的間隙(剪切間隙)等。雙剪試驗標準中對上述因素進行了數值范圍上的約束,但不同因素對雙剪試驗結果的影響程度不同。利用有限元分析方法,對剪刀圓角半徑、剪切速率以及剪切間隙等因素進行建模仿真,并與理想條件(無圓角、無間隙、剪切速率為666.7N/s)進行對比,分析不同因素對螺栓雙剪試驗結果的影響。
2.2.1 剪刀圓角及剪刀間隙
在實際制造過程中,剪刀刃口的形狀為圓弧狀,圓弧曲率半徑即為刃口半徑。刃口直接參與剪切過程,刃口半徑對螺栓雙剪試驗結果會造成影響。在上剪刀刃口處對模型建立圓角(見圖8),考慮不同刃口半徑對螺栓雙剪試驗結果的影響。

除剪刀的刃口半徑外,剪切間隙直接影響了剪刀和螺栓之間的接觸面積,同樣會對螺栓雙剪試驗結果產生一定的影響。在模型中將上剪刀寬度與刃口半徑進行修改,然后重新對網格單元進行劃分,由于刃口處圓角的存在,使用四面體網格是較為合理的選擇,因此將上剪刀使用自由網格技術劃分為四面體網格,網格單元類型為C3D10M,劃分網格后的上剪刀有限元模型如圖9所示。

2.2.2 剪切速率
螺栓雙剪試驗有限元模型的加載方式為壓力載荷加載,剪切速率受試驗設備位移速率的影響,因此需對高于和低于標準剪切速率的兩種情況進行仿真分析,螺栓雙剪試驗仿真方案如表1所示。

2.2.3 實際螺栓雙剪試驗結果
為了驗證實際試驗結果與有限元仿真結果的吻合度,開展了實際螺栓雙剪試驗,并將實際試驗結果與理想條件下螺栓雙剪試驗的有限元仿真結果進行對比,實際螺栓雙剪過程中上剪刀位移曲線及上剪刀加載力曲線分別如圖10,11所示。由圖10,11可知:實際試驗結果與有限元仿真結果吻合較好,說明有限元仿真結果具有較高的準確性。

三、綜合分析
3.1刃口半徑對螺栓雙剪試驗結果的影響
圖12為剪切速率為666.7N/s、上剪刀寬度為5.995mm條件下,不同刃口半徑下螺栓雙剪試驗結果。由圖12可知:當刃口半徑為0.2mm時,有限元仿真結果獲得的截面剪力最低,約為12900N,實際仿真結果與理想條件仿真結果之間的誤差最小,約為0.6%,仿真結果十分接近理想條件;當刃口半徑為0.1mm時,有限元仿真結果獲得的截面剪力最大,仿真結果與理想條件仿真結果之間的誤差最大。

不同刃口半徑下螺栓斷裂前的應力云圖如圖13所示。由圖13可知:當刃口半徑為0.3mm時,螺栓斷裂前的應力水平最低,螺栓沿上剪刀運動方向的位移較小,最大應力集中在剪切區域;當刃口半徑為0.1mm時,螺栓斷裂前的應力傳播較為均勻。

3.2剪切間隙對螺栓雙剪試驗結果的影響
圖14為刃口半徑為0.2mm,剪切速率為666.7N/s條件下,不同剪切間隙下螺栓雙剪試驗結果。由圖14可知:當剪切間隙為0.0025mm時,仿真得到的螺栓抗剪能力最弱,實際仿真結果與理想條件仿真結果之間的誤差最小;當剪切間隙為0.0125mm時,仿真結果與理想條件仿真結果之間的誤差最大,約為8%。

不同剪切間隙下螺栓斷裂前的應力云圖如圖15所示。由圖15可知:不同剪切間隙下螺栓斷裂前的最大應力水平十分接近,當剪切間隙為0.0125mm時,螺栓受剪切作用發生變形的區域較大,且與上剪刀接觸部分的螺栓軸向長度較小;隨著剪切間隙的增大,單個螺栓截面的剪力逐漸增加。

3.3剪切速率對螺栓雙剪試驗結果的影響
不同剪切速率下螺栓雙剪試驗結果如圖16所示。由圖16可知:剪切速率對試驗結果的影響較小,3種剪切速率下仿真結果與理想條件仿真結果較為接近;當剪切速率為866.7N/s時,仿真結果與理想條件仿真結果的誤差僅為1%。表明在螺栓雙剪試驗過程中,剪切速率對試驗結果影響不大。

不同剪切速率下螺栓斷裂前的應力云圖如圖17所示。由圖17可知:不同剪切速率下螺栓斷裂前的最大應力水平十分接近,螺栓的應力分布水平也比較接近。剪切速率未對螺栓雙剪試驗的有限元仿真結果造成明顯的影響。

3.4不同因素對螺栓服役性能的影響
為了進一步研究剪切速率、刃口半徑、剪切間隙等因素對螺栓服役性能的影響規律,分別計算了螺栓雙剪試驗有限元仿真中不同參數下螺栓在剪切作用下截面吸收的能量,并與理想條件下的能量吸收進行對比。
不同刃口半徑下剪刀位移及螺栓截面吸收的能量如圖18所示。由圖18可知:當刃口半徑為0.1,0.3mm時,螺栓截面在斷裂前吸收的能量較高,能量吸收能力分別增加了8.85%和8.67%;當刃口半徑為0.2mm時,螺栓截面在斷裂前吸收的能量與理想條件仿真結果相比略有下降。在實際螺栓雙剪試驗過程中,應對剪切裝置的刃口半徑進行合理控制。

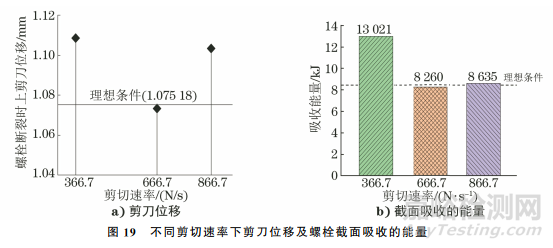
不同剪切速率下剪刀位移及螺栓截面吸收的能量如圖19所示。由圖19可 知:當剪切速率為666.7,866.7N/s時,螺栓截面在斷裂前吸收的能量比較接近,與理想條件仿真結果有差距;當剪切速率為366.7N/s時,螺栓截面在斷裂前吸收的能量比理想條件 仿真結果高。說明在螺栓雙剪試驗過程中,應按試驗標準規定的剪切速率進行試驗。
不同剪切間隙下剪刀位移及螺栓截面吸收的能量如圖20所示。由圖20可知:當剪切間隙為0.0025mm時,螺栓的能量吸收能力與理想條件仿真結果較為接近;當剪切間隙為 0.0075mm時,螺栓的能量吸收能力提高了48.13%。因此,應合理控制剪切間隙,以降低試驗結果的誤差。

四、結論
參考螺栓雙剪試驗標準建立了螺栓雙剪試驗有限元仿真模型。根據有限元仿真結果,研究了螺栓在剪切作用下的應力、應變響應;考慮實際的雙剪試驗過程,建立不同剪切速率、刃口半徑、剪切間隙等條件下螺栓剪切過程的有限元仿真模型;在此基礎上,分析以上各因素對螺栓剪切性能的影響規律,并與理想條件的有限元仿真結果進行對比,為優化螺栓結構以及安裝工藝提供參考。
由于剪切速率的誤差變動范圍較小,相比于刃口半徑和剪切間隙,螺栓雙剪過程中剪切速率對試驗結果的影響較小。與理想條件仿真結果相比,不同參數條件下螺栓吸收的能量都存在不同程度的下降。剪切間隙對螺栓雙剪試驗結果影響最大,隨著剪切間隙的增大,仿真結果與理想條件仿真結果之間的誤差逐漸增大。當刃口半徑為0.2mm、剪切速率為666.7N/s、剪切間隙為0.0025mm時,仿真結果與理想條件仿真結果之間的誤差最小。在進行螺栓雙剪試驗時,應嚴格控制剪切間隙,減少剪切間隙對螺栓雙剪試驗結果產生的影響。
作者:高學敏1,2,程全士3,馮德榮1,2,馮韶偉4,謝茂陽1,2,鄧艷紅1,2
單位:1.河南航天精工制造有限公司;
2.河南省緊固連接技術重點實驗室;
3.天津市緊固連接技術企業重點實驗室;
4.北京宇航系統工程研究所
來源 :《理化檢驗-物理分冊》2024年第3期

來源:理化檢驗物理分冊


