公差表示零件的尺寸的測量值與其理想值之間的差異程度。創建公差的目的不是為了防止零件尺寸不可避免的變化,而是從制造過程的開始就考慮到它們并盡我們所能控制它們在一個合理可接受的范圍。這些可接受的偏差范圍(公差)對于較大的零件以及由多個組件組裝而成的產品變得尤為重要。如果零件公差超出可接受的范圍,它們可能根本無法滿足裝配要求。因此,合理的尺寸公差可以幫助生產運行期間節省金錢、時間和資源,同時確保生產合格的零件。
產品的結構設計不單單是設計出3D結構就完事,同時需要設計零件加工圖(工程圖),工程圖設計中,較為重要的是尺寸公差的定義,這有利于加工廠選擇合適的加工方式,同時提供給質檢員檢測尺寸的依據。雖然注塑成型工藝非常適合大規模生產零件,但是不可能生產出尺寸相同的零件;因此,設計人員有必要定義了注塑件設計尺寸的公差。這些公差是為了確保所有尺寸都符合制造能力以及裝配要求,但是,大多數時候,設計者往往容易忽略這一點,以至于零件尺寸超差。
本文討論如何以更準確和實用的方式分析注塑件的尺寸、公差和范圍,以幫助設計人員合理確定注塑件的實際尺寸公差。
定義:
•公差:由設計師根據設計尺寸給出。
•偏差:是生產的結果。
•范圍:一批生產零件中尺寸的最小和最大測量值之間的差異。
注塑件的公差的影響因素有:產品結構的設計、成型原料的類型(收縮率)、模具的設計與制造、注塑設備的穩定、注塑工藝條件等。模具的型腔由鋼(硬化鋼)制成,因此模具中沒有尺寸變化。因此,可以通過分析收縮來處理產品尺寸。
以下分析僅限于:
• 僅尺寸收縮(不變形)
• 注射工藝參數無變化
• 忽略模具磨損以及制造公差
為了便于說明,從一個簡單示例開始(所有尺寸均以mm為單位)。見圖 1:
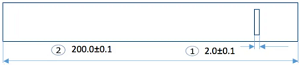
圖 1:零件的草圖
尺寸 1 (2.0±0.1),為了在產品上達到這個尺寸,在模具生產中加入收縮率。假設收縮率為2%。型腔尺寸將是 2.0/0.98=2.0408 毫米,意思是:為了滿足公稱尺寸 (2.0),型腔尺寸將是 2.0408 毫米。在同一零件的另外一個尺寸2(200.0±0.1),模具尺寸將為:200.0/0.98=204.08 mm,參見圖 2。
圖 2:模具尺寸
模具中型腔的尺寸是固定的,因此將從這些尺寸計算收縮率。每個尺寸都可以達到公差極限,現在可以檢查每個尺寸的收縮率應該是多少才能達到極限,參見圖 3。
圖 3:達到公差極限所需的收縮率
收縮至公差極限的分析:
1. 尺寸 1 (2.0±0.1mm)
a. 從模具尺寸收縮到最大值是不可能的,型腔尺寸小于圖紙允許的最大尺寸(負收縮)。
b. 從模具尺寸收縮到最小尺寸也是不可能的,預計收縮 2% 的材料不可能收縮 6.9%。
c. 最小和最大公差之間的差異為尺寸的 10%。
d. 這意味著該尺寸幾乎不可能超出公差范圍。
2. 尺寸 2 (200.0±0.1mm )
a. 從模具尺寸到最大允許尺寸的收縮率為 1.95%。
b. 從模具尺寸到最小允許尺寸的收縮率為 2.05%。
c. 最大和最小公差之間的差異為尺寸的 0.1%。
d. 這意味著要在公差范圍內生產這個尺寸會困難得多。
e. 當平均收縮率不等于 2% 時,幾乎不可能在公差范圍內生產。
由于這兩個尺寸在同一零件上且方向相同,因此兩者的收縮百分比將彼此相等。因此,假設在生產過程中保持尺寸 200.0±0.1mm(實際上很難),即最大生產范圍為尺寸的 0.1%,則尺寸 2.0±0.1mm 的收縮范圍也將為 0.1%(0.002mm),參見圖 4。
圖 4:當收縮率相等時,兩個尺寸的變化
這個尺寸范圍 2.0±0.001mm對于注塑件來說非常小,我們沒有能力在生產中測量或維護它。一個結論是,圖紙尺寸的公差百分比與生產零件的能力之間存在相關性。百分比越高,生產越容易,反之亦然。如果管控 200.0±0.1mm 的尺寸,則沒有必要在圖紙上管控和測量 2.0±0.1mm 的尺寸了,因為管控 了200.0±0.1mm 的尺寸,2.0±0.1mm 的尺寸就很容易能達到。
反過來,假設在生產過程中保持尺寸 2.0±0.1mm(實際上很容易),即最大生產范圍為尺寸的 10%,則尺寸 200.0±0.1mm 的收縮范圍也將為 10%(20mm)。
顯然,這個尺寸范圍200.0±20mm對于注塑件沒用啥意義,這個公差范圍再垃圾的廠都能做到吧,那應該取多少合適呢?0.1?0.2?0.3?
尺寸公差的定義,是根據設計者對產品的要求以及供應商的制造能力來定,同時需要考慮成本。公差定的越小,代表零件要求越精密,供應商的制造能力要求越高,成本也會越高,反之亦然。
上面有提到,圖紙尺寸的公差百分比(公差/尺寸*100%)與生產零件的能力之間存在相關性。百分比越高,生產越容易,也就是說,尺寸越大,公差就得越大,反之亦然。
那問題來了,到底怎么樣設計公差,公差取多少合適?
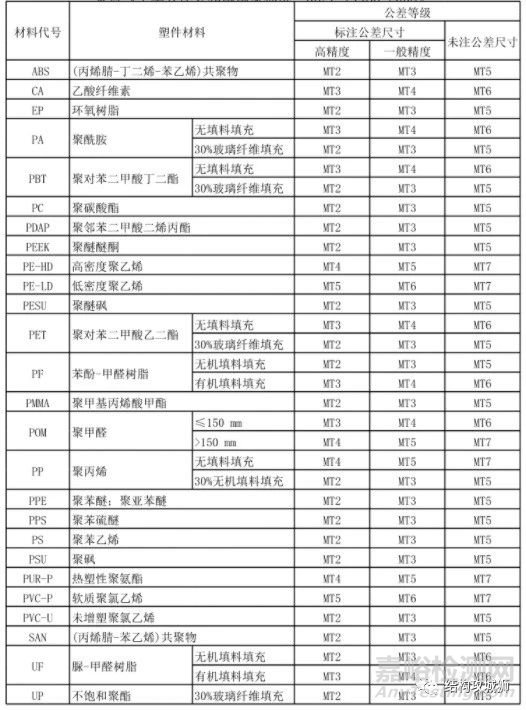
對于有經驗的設計者,他們能夠憑借以往成功的經驗去設計,對于新人,總不能一個一個去問供應商吧。別擔心,我們有國標,針對注塑件,國家標準中有“塑料模塑件尺寸公差 GBT 14486-2008”,標準里面規定了不同材料、不同精度等級、不同尺寸范圍的尺寸公差,設計者根據零件要求去選擇就可以了,標準中反映的是行業中的平均水平,一般的工廠都能達到。
表1:塑料模塑件尺寸公差
表2:常用材料模塑件尺寸公差等級的選用
但是,少批量生產跟大批量生產是不一樣的要求,大批量生產追求良品率,這時候,零件的管控尺寸的Cpk需要滿足一定要求。(Cpk的相關知識較多,這里就不詳細介紹,感興趣的自己到網上查閱吧)
Cpk:是Complex Process Capability Index(制程能力指數)的縮寫,是現代企業用于表示制程能力的指標。Cpk是一種表示制程水平高低的方法,其實質作用是反映制程合格率的高低,一般情況下Cpk達到1.33以上才可以進行批量生產。
圖:Cpk的評級標準
圖:Cpk與合格率
Cpk主要目的在管控制程能力,在制程能力一定下,它可以告訴我們圖紙上的公差是否合適,反過來,圖紙公差一定時,Cpk異常,表明制程能力在變化。比如,一個+/-0.05mm的公差,但是Cpk只有0.67(不良率4.5%),這樣表示圖紙公差過嚴或是工廠制造能力不足。
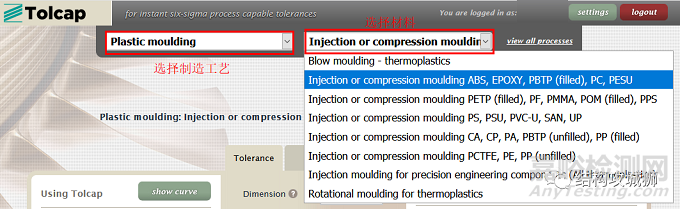
Cpk的計算需要取樣數據至少應有20~25組數據,方具有一定代表性。顯然,在設計圖紙尺寸公差時,沒辦法取樣,所以,在設計公差時還是需要回過頭來參考國標,那么,有沒有一種方法或者工具能夠根據尺寸以及公差,計算出Cpk和不良率ppm呢?國內的沒找到,以下是一款國外的計算工具,大家如感興趣可以注冊試用下,網址:https://www.tolcap.com/
通過這款工具,選定制造工藝和材料,可以通過輸入尺寸以及公差,輸出Cpk和ppm,同時也可以輸入Cpk,輸出公差和ppm,也可以通過輸入ppm,輸出公差和Cpk。
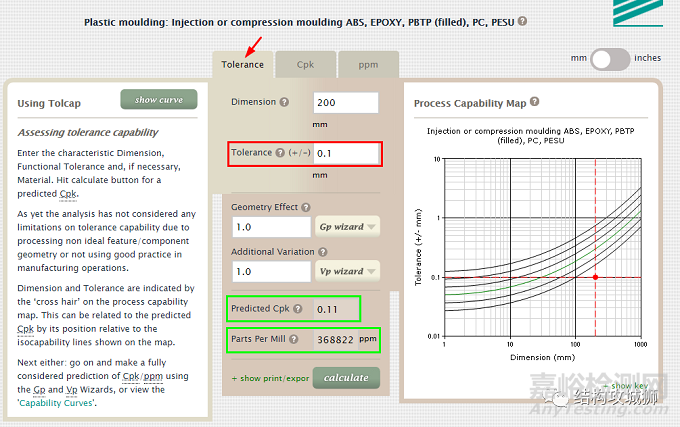
圖a:輸入尺寸和公差,輸出Cpk和ppm
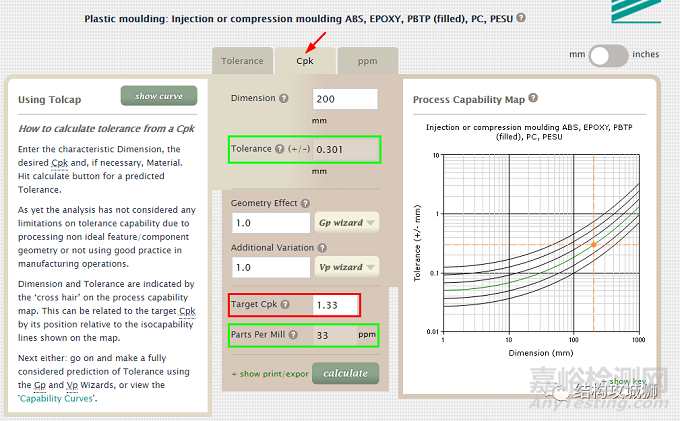
圖a:輸入尺寸和Cpk,輸出公差和ppm
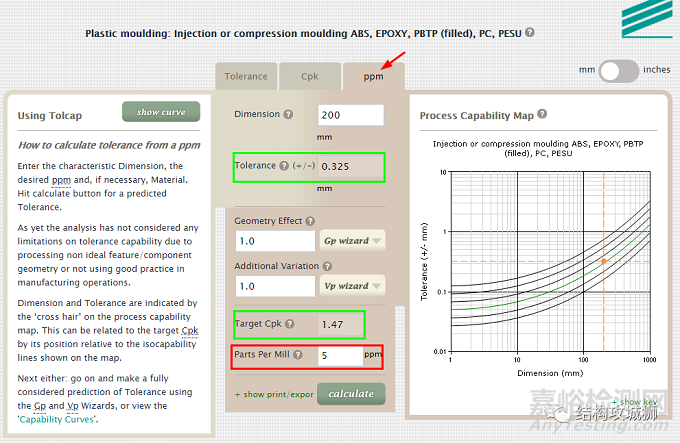
圖a:輸入尺寸和ppm,輸出公差和Cpk
舉例,比如有一個注塑件,材料為ABS,某一尺寸為200mm,公差應設計多少?
a)假設公差設計為±0.1,通過計算得,Cpk為0.11,ppm為368822,表示圖紙公差過嚴或是工廠制造能力嚴重不足兩種情況,針對這種情況,一般認為是公差設計過嚴。
b)為了保證批量生產,把Cpk定為1.33,通過計算得,公差為±0.301,ppm為33。
c)如果把ppm進一步降低為5,通過計算得,公差為0.325,Cpk為1.47;意思就是不良品ppm要降低,公差需放寬松,同時制程能力需提高。
綜上所述,如果要保持ppm低于33的不良品數,公差需設計為±0.3和更大。對應國標的數據,一般精度為±0.43,高精度為0.3,跟以上工具計算的結果基本吻合,可以作為參考。
圖:尺寸為200mm時,對應的公差
總結:
1、公差的設計,除了需要滿足功能、外觀要求等產品本身的質量要求外,還應該考慮所選擇的供應商的制程能力。(供應商的水平存在差異,這一家能做,另外一家不一定)
2、公差的設計,需兼顧大批量生產的成本,可通過優化結構設計來降低零件的設計公差,減少制程的成本投入。(公差越嚴,成本越高,特別對于大批量生產)
3、公差的設計,應該保持嚴謹,關鍵尺寸應設計公差,非關鍵尺寸,可參照國標或其他標準的未注公差尺寸的公差要求。(如無必要,避免全尺寸標公差,同時也避免全尺寸無公差)