您當(dāng)前的位置:檢測(cè)資訊 > 科研開(kāi)發(fā)
嘉峪檢測(cè)網(wǎng) 2020-11-29 18:04
鋰離子電池極耳焊接質(zhì)量會(huì)直接影響電池安全性和倍率性能,本文是一個(gè)極耳焊接點(diǎn)大電流熔斷測(cè)試。
測(cè)試條件
(1)原料規(guī)格:Al極耳, 材質(zhì)A1050-O,寬度6mm,厚度1mm,長(zhǎng)78mm。
(2)焊接設(shè)備:激光焊接機(jī)。
(3)通電設(shè)備:5V 300A充放電設(shè)備。
(4)溫度測(cè)試設(shè)備:NEC熱成像記錄儀。
測(cè)試方法與過(guò)程
(1)焊接搭接方式:兩塊Al板搭接10mm,焊接Al板兩側(cè)面,如圖1所示(不太合理)。

(2)焊接條件:
峰值功率 6000 W;
頻率25 Hz;
焊接速度 4 mm/s;
能量約16 J。
(3)通電條件:
極耳兩側(cè)連接充電電機(jī)正負(fù)極,通電流300A,每100ms記錄一組電壓、電流數(shù)據(jù)。
采用熱成像儀測(cè)試溫度,每10s記錄一次數(shù)據(jù),并觀察焊接點(diǎn)情況。
測(cè)試結(jié)果
(1)焊接情況:焊接實(shí)物如圖2所示。
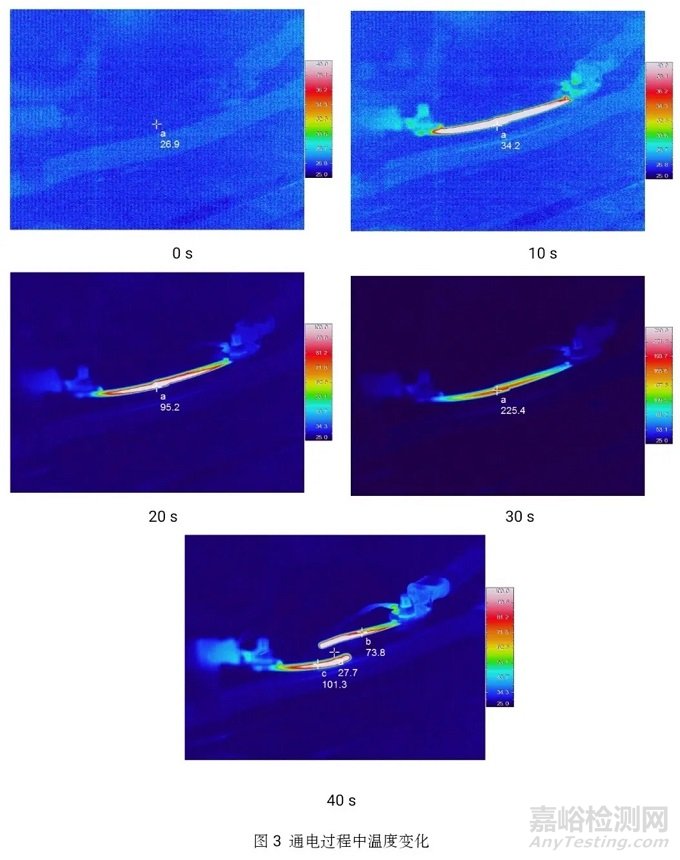
(2)通電測(cè)試焊點(diǎn)溫度演變
Al板焊接后,兩端連接充放電機(jī)正負(fù)極,通300A電流,熱成像儀觀察溫度分布情況。通電過(guò)程中,焊點(diǎn)溫度最高,10s時(shí)溫度達(dá)到34.2℃,20s時(shí)達(dá)到95.2℃,30s時(shí)溫度達(dá)到225.4℃,隨后焊點(diǎn)熔斷。溫度分布如圖3所示。
(3)通電測(cè)試電阻演變
根據(jù)記錄的電壓和電流數(shù)據(jù),計(jì)算通電過(guò)程中,電阻的演變過(guò)程,如圖4所示,隨著時(shí)間推移,溫度不斷升高,電阻呈線性增加,由開(kāi)始的0.58mΩ變?yōu)?.51mΩ,第30s時(shí),焊點(diǎn)熔斷。

(4)通電焊接熔斷情況
通300A大電流時(shí),焊接點(diǎn)維持了約30s,第30s時(shí),焊點(diǎn)熔斷。
結(jié)論與建議
本次試驗(yàn),300A大電流通電,焊接點(diǎn)維持了30s時(shí)間。通過(guò)探討焊接方式,增強(qiáng)焊接能量,大電流通電時(shí)間還可能可以繼續(xù)延長(zhǎng)。

來(lái)源:鋰想生活


