您當前的位置:檢測資訊 > 法規標準
嘉峪檢測網 2016-12-23 11:24
1.失效故障概述
對減速機用弧齒錐齒輪,按技術要求在熱處理加工公司進行了熱處理。在熱處理工藝進入強滲階段時,操作人員發現爐內碳勢達不到工藝要求的數值。相關技術人員到現場檢查,檢查結果是氧碳頭出現了問題,決定降溫,出爐緩冷工件。從發現問題到落實解決問題持續了大約3h。
更換氧碳頭后,操作人員將工件按熱處理工藝規程再進行加工處理。將熱處理完畢的齒輪,轉送加工部門粗加工時發現:大小錐齒輪都有大量裂紋。
弧齒錐齒輪為鍛棒件,所用材料為18CrNiMo7-6鋼,處理工藝為: 925℃滲碳15h+擴散5.5h+820℃淬火+180℃回火8h。
本文主要內容就是說明裂紋的宏觀、微觀形貌,分析裂紋產生的原因,并提出防止出現類似事故的改進措施。
2.試驗過程與結果
(1)裂紋的宏觀形貌
從外形上觀察三對錐齒輪裂紋形貌,見圖1。其形貌分為3種:一種為沿齒根處的小裂紋,見圖1a;另一種為齒根處向外延伸的大裂紋,見圖1b、圖1c。第三種為螺紋孔處向外延伸的裂紋,見圖1d。三種裂紋都起源于應力集中最大的部位,如齒根圓角處或螺紋孔處,屬于熱處理應力集中裂紋。在圖1c中還可以區分主裂紋和次裂紋。

(2)裂紋的微觀形貌
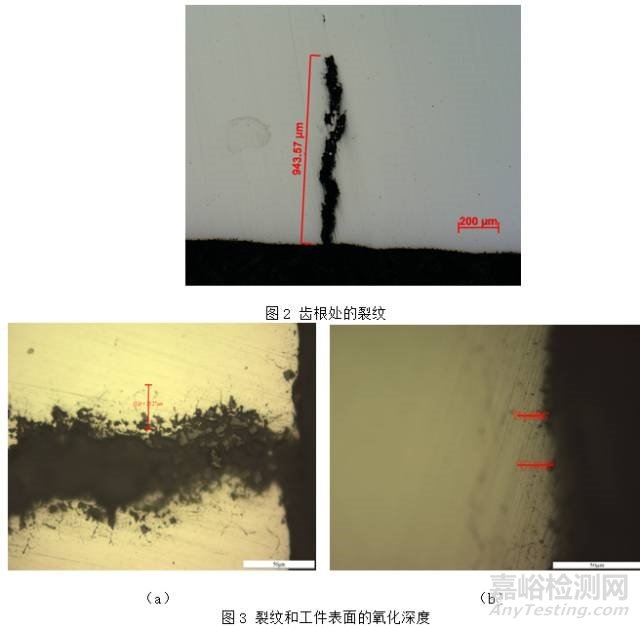
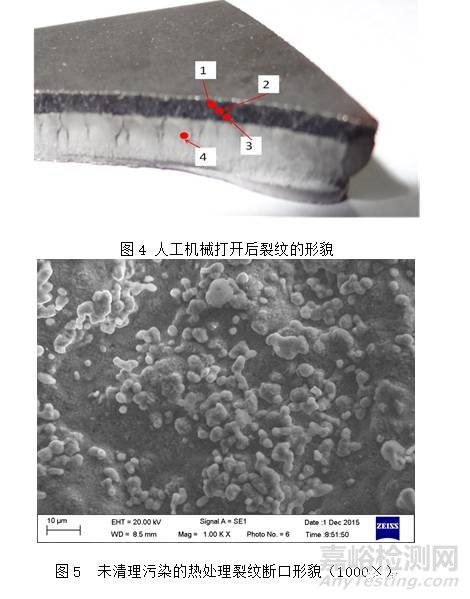
從主裂紋上取樣,制樣后在顯微鏡下(100×)觀察裂紋,發現沿齒根處的裂紋,其深度0.94mm,見圖2。裂紋及工件表面有氧化現象,見圖3。裂紋處的氧化深度(25.27μm),見圖3a。比工件表面的氧化深度(31.65μm)略淺,見圖3b。
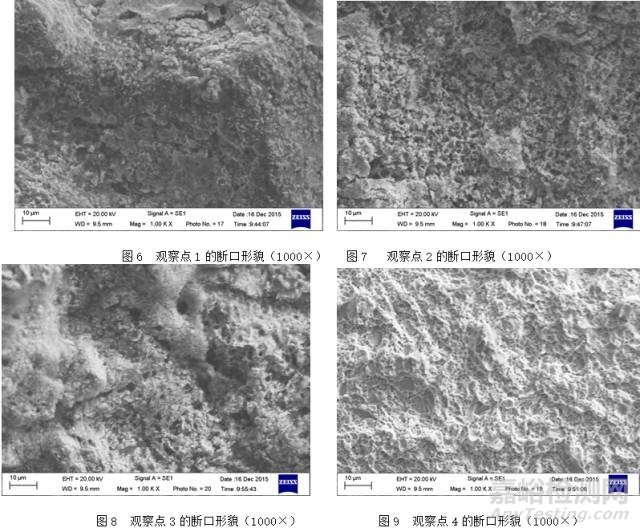
將裂紋斷口人工機械打開,如圖4所示。對斷口進行電鏡觀察,裂紋斷口有污染物如圖5所示,經過清理后,電鏡觀察其斷口形貌,其觀察點1、2、3、4的部位如圖4所示。其中觀察點1、2、3位于熱處理裂紋區-深色區,相應的斷口形貌如圖6、圖7、圖8所示;觀察點4位于靜斷區-淺色區,相應的斷口形貌如圖9所示。
從圖6、圖7和圖8可見,裂紋斷口的氧化物清理后呈現一種疏松(豆腐渣形)的斷口形貌,與疲勞斷口和靜斷斷口有明顯的不同。
(3)金相檢查
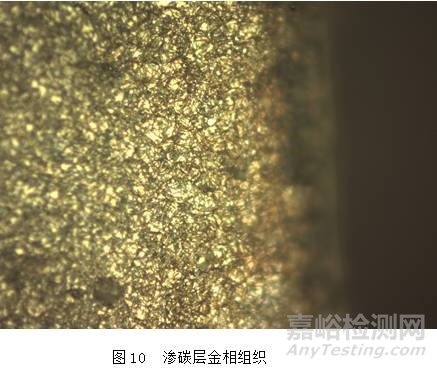
滲層中的金相組織:馬氏體級別、碳化物級別、殘留奧氏體級別都合格,如圖10所示。
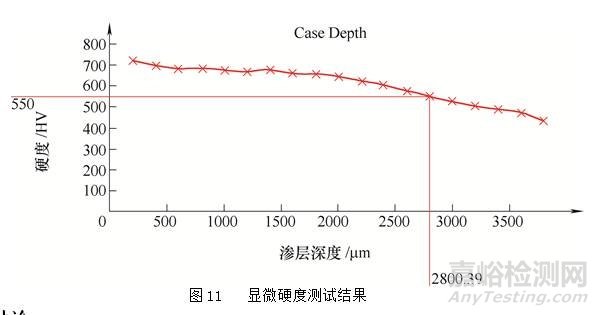
(4)有效硬化層深度檢查
檢查發現,齒輪的有效硬化層深度出現異常。熱處理工藝要求1.8mm(1.7~2.1mm),實際檢驗實物齒輪有效硬化層深度2.8mm,如圖11所示。超出工藝要求0.7mm。
換上新氧探頭后,整個熱處理過程按著1.8mm熱處理工藝加工的。實際檢驗結果,有效硬化層深度高出技術要求很多;說明第一次滲碳時,到達碳勢后,爐內大約有3h因氧探頭有問題而未顯示出來真值,但爐內實際碳勢很高。齒輪在3h內一直在無氧碳頭控制的情況下滲碳,再加上降溫保溫時間,齒輪至少滲碳了1.7mm滲層深度。
3.分析與討論
(1)裂紋開裂性質分析
從裂紋的形態上看,裂紋起源于應力集中處。無論齒根還是螺紋孔都是零件的應力最集中的地方,屬于熱處理應力集中裂紋。
(2)裂紋開裂原因的分析
沿齒根延伸的大、小裂紋都有氧化現象,而且氧化深度比工件表面氧化深度略淺,說明裂紋是第二次滲碳前產生的,不是淬火裂紋,也不是第一次加熱滲碳、緩冷時產生的。
第一次發現氧碳頭有問題時,工件在強滲階段是無氧碳頭控制的高溫高碳勢滲碳3h,而材料18CrNiMo7-6是低碳高合金材質,這種情況下滲層組織必然會產生粗大的馬氏體組織及很高的殘余奧氏體組織,對工件表面形成一定的拉應力。
在換上新的氧碳頭后,工件被重新熱處理,在加熱過程中,工件表面是粗大的馬氏體組織及很高的殘留奧氏體組織,在熱應力和組織應力作用下,工件在應力集中處開裂。
4.錐齒輪返工后的情況
用原來的材料重新下料,加工大小錐齒輪。周轉到熱處理后,按1.8mm滲層的熱處理工藝加工。滲碳→緩冷→淬火→清洗→回火→噴丸,檢驗3對錐齒輪,均未發現異常。檢驗金相組織合格,有效硬化層深度合格,為1.713mm。充分證明錐齒輪的裂紋是由于熱處理工藝缺陷產生的殘余應力過大所致;原材料沒問題。
5.結語
(1)三對弧齒錐齒輪的裂紋為熱處理工藝不正常、熱處理的殘余應力過大所致。熱處理工藝正常后就能避免類似的事故再次發生。
(2)建議今后氧碳頭出現問題后,要先檢驗隨爐試樣,檢驗滲層深度及滲層組織,再重新制定熱處理工藝進行返工。

來源:熱處理生態圈


