您當前的位置:檢測資訊 > 行業研究
嘉峪檢測網 2025-05-20 13:26
摘要:電阻點焊在汽車車身制造中應用廣泛,具有效率高、焊接質量高、自動化程度高、靈活性好等優點。從國內外關于電阻點焊的研究出發,包括參數優化、電極優化和新材料應用等,總結電阻點焊的研究現狀;進一步探討近年的新型復合電阻點焊技術,如超聲波復合電阻焊接、激光復合電阻焊接等;基于當前研究現狀提出存在的問題并展望未來的發展方向。
關鍵詞:電阻點焊 力學性能 鋁/鋁焊接 鋁/鋼焊接
1. 前言
近年來,為有效應對人為活動對環境和氣候的負面影響,降低汽車污染物排放量,汽車行業正全力推動車輛性能與燃油效率的提升[1-2]。汽車輕量化是節能減排的有效路徑,通過減輕車身質量,不僅能顯著降低油耗和運營成本,還能有效減少污染物排放[3-4]。在汽車輕量化的實施過程中,電阻焊技術作為車身焊接領域的核心技術,廣泛應用于汽車制造的各個環節。通常,一輛轎車包含4 000~6 000個電阻點焊焊點,這些焊點將車身各個部件緊密相連,構建出堅固且輕盈的車身結構[5]。焊點的質量至關重要,不僅關乎汽車的結構完整性和安全性,更是影響轎車整體品質的關鍵因素。因此,需要確保電阻點焊焊點達到高標準的質量要求。
2. 電阻點焊技術
2.1 焊接參數優化
焊接參數優化是提高電阻點焊焊接質量的第1步,影響電阻點焊焊接質量的主要焊接參數有焊接電流、焊接時間、電極壓力、電極端面直徑和材料的厚度[6-8]。焊接電流是焊接過程中經過焊接回路的電流,根據不同的材料種類和厚度,焊接電流通常在數千安培到數萬安培之間,電流對電阻點焊質量的影響最大,因為其直接決定電阻熱的大小。焊接時間是從焊接電流連通焊接回路到停止的持續時間。在保證熔核尺寸和焊點強度的前提下,焊接時間和焊接電流可互相補充。鋼類焊接材料電阻率高、導電性差,所需電流較小,焊接時間較長;鋁合金類焊接材料電阻率低、導電性好,所需電流較大,焊接時間較短。焊接電極壓力過大可能導致工件變形或壓潰,而電極壓力過小可能導致熔核形成不良或未熔合。電極端面尺寸過大可能導致電流分布不均和熔核形狀不規則,而電極端面尺寸過小可能導致電流密度過高和過熱。材料尺寸和厚度的變化需同步調整焊接參數,以確保焊接質量。
在生產制造中,工藝參數的確定傳統上依賴于工程師的經驗,隨著智能化技術、大數據分析的日益成熟,試驗設計策略得到了豐富與優化。對影響因素較少的情形,采用單因子試驗設計,高效獲取單一參數對結果的影響;面對多因素的復雜情況,運用正交試驗設計,以最小的試驗成本有效評估各因素對試驗指標的影響,進而確定最優參數[9]。田口方法是對正交試驗設計的一種引伸和應用,在試驗設計中融入了穩健性思想,通過優化參數組合降低產品或過程對環境變量和噪聲因子的敏感性,從而提高產品的質量和可靠性,減少了試驗量,提高了設計結果的穩健性和適用性[10]。
李濤[11]采用MIG焊方法及ER5554焊絲對鑄造鋁合金A356進行焊接試驗。為確定合理的焊接參數,采用田口正交試驗法,針對焊接電流、焊接速度、間隙、焊槍傾角及干伸長5個焊接參數,設計了五因素三水平的正交試驗方案。利用光學顯微鏡與拉伸試驗機綜合評估,發現焊接電流、焊接速度及間隙對焊縫的熔寬、余高及根部側壁熔合具有顯著影響,間隙對焊縫根部側壁熔合的影響最為關鍵,過小的間隙易導致焊縫根部未熔合,大幅降低接頭的抗拉強度,該研究結果展示了田口正交試驗方案在優化復雜工藝參數方面的有效性和實用性。
Bhuyan[12]采用田口正交陣算法(Taguchi’s Orthogonal Array Method)對AISI 4041不銹鋼與AISI 304L不銹鋼的電阻點焊過程進行研究,優化了焊接電流、焊接時間以及加壓時間等。如圖1所示,該研究還將此優化結果與人工兔優化(Artificial Rabbits Optimization,ARO)算法、動態算術優化算法(Dynamic Arithmetic Optimization Algorithm,DAOA)、鯨鯊優化(Whale Shark Optimization,WSO)算法以及技能優化算法(Skill Optimization Algorithm,SOA)進行了對比。研究結果顯示,相較于ARO、WSO和SOA算法,DAOA算法在錯誤率方面表現出色,僅為0.62%,且其最優適應度與試驗所得的最高拉伸剪切應力高度吻合,驗證了DAOA算法在電阻點焊參數優化中的有效性和優越性。

圖1 各優化算法計算的最佳參數與實際試驗結果[12]
汽車車身電阻點焊焊接參數的選擇需要全面考量材料的成分、組織與力學性能以及焊接設備的適配性與效能。準確選擇并適時調整焊接參數是確保焊接接頭質量、提升汽車車身整體強度與耐久性的關鍵。在實際操作中,針對特定工況與材料特性,實施系統性的試驗與優化是達到最佳焊接效果不可或缺的步驟。
2.2 焊接電極帽優化
電阻點焊電極帽的優化是提高電阻點焊焊接質量最經濟有效的方法之一。電極的散熱性對焊接質量有重要影響,在電阻點焊過程中,產生的熱量一部分用于形成熔核,大部分則通過電極和其他途徑散失,電極的散熱性能不佳可能導致焊接區域溫度過高,影響熔核的形成和焊接質量[13-14]。電極材料的電阻率和導熱性對焊接質量也有顯著影響,電阻率高的材料可能會產生更多的熱量,導熱性好的材料能更快地散失熱量。電極的接觸面積直接決定了焊接時的電流密度。電極形狀的設計應確保電流分布均勻,避免局部過熱或電流密度過大導致焊接缺陷,過小的接觸面積可能導致電流密度過大,產生飛濺和表面燒損,而過大的接觸面積則可能降低電流密度,影響熔核的形成[15]。
Jo等[16]研究了電極表面粗糙度和力對鋁6061-T6合金在電阻點焊過程中焊接效果及電極粘連的影響。試驗選用未經處理的新電極和經過砂紙拋光的磨損電極進行焊接,并在不同電極下,分析了焊縫的熔核大小及物理性能,包括拉伸剪切強度和硬度。此外,通過連續焊接,觀察了電極表面粗糙度對電極粘連的影響。試驗發現,采用粗糙表面的磨損電極進行焊接時,鋁合金表面的氧化膜被有效清除,導致接觸電阻降低,進而減少了由電阻產生的熱量。與新電極相比,磨損電極形成的熔核在厚度方向上的生長速度較慢,且電極粘連現象相對較輕。
鐘麗慧等[17]采用壓緊蜂窩模具來塑造電極表面的特定形狀,顯著改善了焊接效果,尤其是在每次電極修磨后,焊接點數大幅提升。對于2 mm+2 mm的6系鋁合金板材,采用前端圓弧(R100 mm)設計的電極帽并結合優化后的工藝參數(焊接電流42.5 kA、焊接壓力6.8 kN),在壓緊模具的精細調控下(凹坑深度0.5 mm、模具間寬度0.4 mm、凸起處寬度0.2 mm)成功實現不少于128個點的點焊焊接能力。
中國科學院上海光機所研發的牛頓環(New Ton Ring,NTR)電阻點焊技術是國內優化電極形貌效果較好的方法之一。Wang[18]應用該技術中的特殊電極帽對AA 5182-O鋁合金進行焊接試驗,并與傳統平電極的焊接效果進行了詳盡對比。研究結果顯示,采用牛頓環技術的電極帽顯著改變了焊接過程中熔核的形成機制(圖2、圖3)。牛頓環的獨特結構有效刺破了鋁合金接觸表面的氧化膜,從而促進熔核的順利形成。這一改進提升了焊接質量,增強了焊接接頭的力學性能。
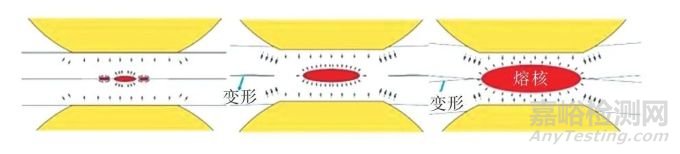
圖2 普通平電極電阻點焊熔核的成長過程[18]

圖3 牛頓環電極電阻點焊熔核的成長過程[18]
Li[19]針對AA6016-T4鋁合金的焊接,對比了NTR與傳統R100電極帽的焊接效果及電極使用壽命。試驗結果表明,相較于R100電極,NTR電極具有更高的拉伸剪切承載能力,且使用壽命更長。產生這一優勢的原因為NTR電極獨特的環狀成核機制,其中,R1環和R2環能夠有效穿透鋁合金表面的氧化膜,降低接觸電阻,顯著延緩電極的磨損過程。此外,R1環和R2環還可促使點蝕在基環(R0環)上形成規則的圓形,并可利用R0環結構的限制作用遏制點蝕的隨機擴展,進而保證了NTR電極表面的完整性。因此,在連續焊接作業中,NTR電極能夠持續產出高質量的焊縫表面,如圖4、圖5所示。

圖4 電極的俯視圖、橫切面和尺寸[19]

圖5 連續焊接中焊縫和電極表面形貌的變化[19]
優化電阻點焊電極形貌有助于提高焊接質量、效率、穩定性以及延長電極壽命,還可以提升焊接接頭性能、減少焊接飛濺和煙塵、提高自動化水平、降低能源消耗和成本,以及適應新材料和新工藝的發展。
2.3 使用墊片或中間層
由于鋁與鋼等異種金屬之間存在顯著的冶金不相容性,直接進行電阻點焊時存在工藝窗口狹窄、焊接質量難以精確控制以及接頭脆性顯著增大的問題[20]。為此,研究者提出了在電極與焊接工件之間引入墊片以優化接頭中的熱量生成與分布模式,進而提升焊接質量等方案[21-22]。此外,采用中間夾層材料也是改善異種金屬接頭性能的有效途徑之一,但中間層的化學成分需精心選擇,以確保其與被焊接金屬之間具有良好的化學兼容性,從而避免焊接過程中生成過多的脆性金屬間化合物或引發其他不利反應,確保焊接接頭的綜合性能[23]。
Qiu等[24]提出了一種改良的點焊技術,該技術巧妙地將導電性低于鋁合金的金屬墊片置于鋁合金板材上,在較低的焊接電流(12 kA)條件下使A5052與SUS304、A5052與SPCC接合部位的熔核直徑顯著增大,分別達到10 mm和8.9 mm。同時,接頭的拉伸剪切強度分別提升至6.5 kN和4.7 kN。在界面分析方面,A5052/SPCC界面呈現包含Fe2Al5和FeAl3的雙層反應層結構,而A5052/SUS304界面則展現出相同成分構成的薄鋸齒狀反應層,顯示出不同的界面反應特性。
Ibrahim等[25]選擇了Al-Mg合金作為中間層,探討了其對A6061鋁合金與奧氏體不銹鋼電阻點焊性能的增強效果。研究結果表明,相比無中間層的接頭,采用Al-Mg合金中間層的接頭的拉剪強度顯著提升。在焊接過程中,鋁與鋼界面間形成了一層厚度約為2 µm的均勻金屬間化合物( Intermetallic Compound,IMC)薄層,同時觀察到中間層材料在高溫下發生了熔化,進一步提升了焊接質量。
Zhang等[26]研究了4047AlSi12中間層對點焊接頭性能的影響,其采用了獨特的電極配置——鋼側采用10 mm平面電極,鋁側則選用70 mm球面電極,以探究中間層厚度對焊接特性的影響。研究發現,隨著4047AlSi12中間層厚度的增加,焊點區域的散熱效率提升,有效減少了鋁合金的熔化量,進而使鋁熔核直徑減小。同時,IMC層的厚度與結構也隨中間層厚度的變化而變化,具體表現為近鋼側出現舌狀Fe2(Al,Si)5結構,近鋁側則呈現針狀Fe4(Al,Si)13結構。然而,隨著中間層厚度的進一步增加,IMC反應層厚度出現減小趨勢,主要是由于Si原子占據了Fe2Al5中的c軸空位,抑制了鋼鋁界面間的元素擴散作用。在力學性能方面,拉剪強度隨中間層厚度的增加先增強后減弱,當中間層厚度達到400 µm時,熔核內部出現的縮孔成為應力集中點,誘發了裂紋的產生,從而導致接頭力學性能下降。
在選擇異種金屬電阻點焊的墊片和中間層材料時,需全面考慮其化學成分兼容性、適用的厚度范圍、塑性與韌性、熔點和熱穩定性、加工制備的難易程度以及成本效益等。通過選用合適的中間層材料并結合優化后的焊接工藝,能夠有效實現異種金屬的可靠連接,從而提升焊接接頭的整體性能和應用價值。
3. 復合電阻點焊技術
3.1 凸點輔助電阻點焊技術
凸焊技術具有卓越的焊接效率、出色的焊接質量、高度的工藝靈活性及顯著的電極磨損降低特性,在汽車制造、航空航天等領域展現出廣泛的應用潛力[27]。該技術通過在一個工件的貼合面上預先設計并加工出一個或多個凸點,這些凸點在焊接過程中與另一工件表面緊密接觸并通電加熱,在壓力作用下發生塌陷,形成牢固的焊點。其凸點設計不僅提升了焊接過程中單位面積上的壓力與電流密度,有效穿透并壓碎板件表面的氧化膜,還促使焊接熱量高度集中,減少了能量的分散,從而提升了焊接效率和焊接質量[28]。
Zhang等[29-30]提出了金屬凸點輔助電阻點焊(Metallic Bump assisted Resistance Spot Welding,MBaRSW),如圖6所示,該技術結合了低能量冷金屬過渡(Cold Metal Transfer,CMT)堆焊與電阻點焊的優點。由于MBaRSW接頭受限的散熱路徑,相比傳統RSW接頭具有更大的熔核尺寸,同時減少了接頭內部的氣孔,有效抑制了鋁側材料的減薄。此外,MBaRSW工藝中的凸點設計能夠壓碎并擠出鋁表面的氧化膜,使熔核中幾乎不含有氧化膜。MBaRSW接頭中較高的Si含量抑制了IMC的生長,在特定工藝條件下(如焊接電流8 kA、焊接時間300 ms),MBaRSW接頭的IMC厚度明顯低于傳統RSW接頭。在力學性能方面,MBaRSW接頭的拉剪強度達到了2.8 kN,不僅比傳統RSW接頭高出33%,還超過了Al-Al同材質接頭的最大拉剪強度,展現出卓越的性能優勢。
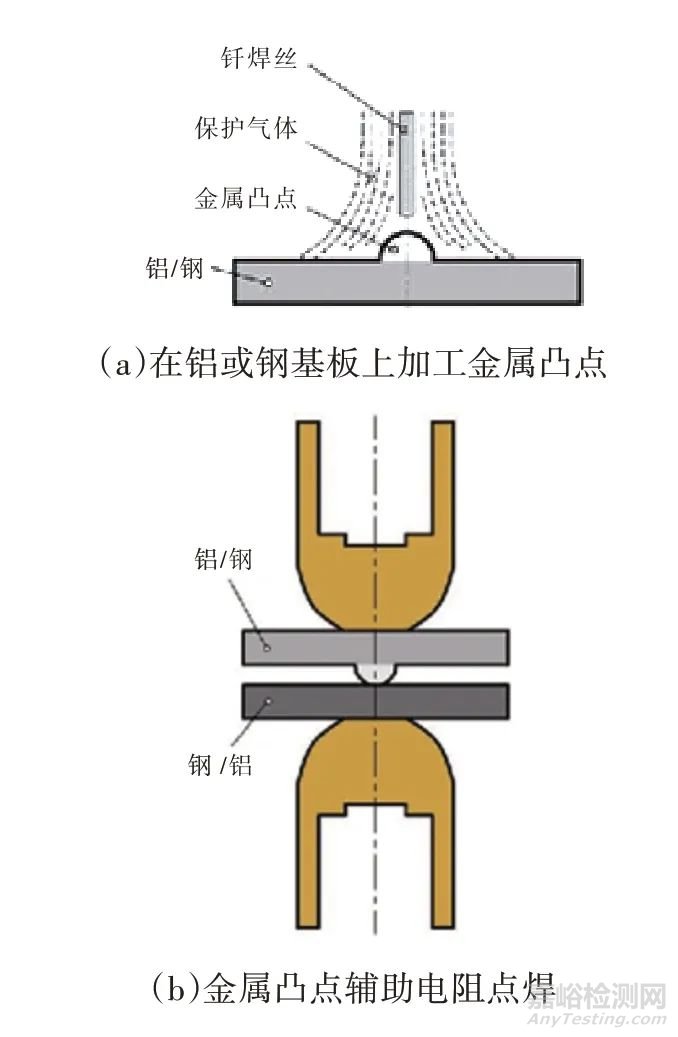

圖6 凸點輔助電阻點焊工藝示意[29]
Zhang等[31]通過模擬手段,分析了MBaRSW過程中的熔核形成機制。研究發現,MBaRSW工藝中熱傳導路徑的受限性使該技術的電阻相較于RSW更大。在焊接初期,增加的熱輸入主要用于軟化凸點,延緩了熔核的初始形成。到焊接后期時,凸點周圍較小的熱傳導路徑導致電流密度急劇增加,促使熔核快速生長。因此,MBaRSW的熔核尺寸比RSW更大。接著,Zhang等[32]對鋁/鋼MBaRSW接頭的失效機理進行了研究,結果表明,熔核尺寸和IMC層的厚度是決定MBaRSW接頭性能和失效模式的關鍵因素。與RSW接頭相比,MBaRSW接頭熔核尺寸更大、IMC層更薄、母材的變形量更小,導致MBaRSW接頭的失效模式更加多樣,可能包括界面失效、混合模式失效和部分按鈕模式失效,而RSW接頭主要為界面失效。
3.2 超聲波輔助電阻點焊技術
超聲波輔助電阻點焊工藝巧妙融合了電阻點焊的穩固連接特性與超聲波振動的獨特作用機制,成功解決了異種材料間因物理性質迥異、化學兼容性不足帶來的焊接問題。超聲波不僅激發了材料表面微觀層面的劇烈摩擦與塑性變形,加速了熱量傳遞與熔化效率,還顯著細化了焊接接頭的晶粒組織,有效減少了焊接過程中可能產生的各類缺陷[33]。因此,超聲波輔助電阻點焊工藝為異種材料的高效、高質量連接開辟了一條新路徑,潛在的應用價值不容忽視。
Lu等[34]采用超聲波輔助電阻點焊(Ultrasound - assisted Resistance Spot Welding,U+RSW)技術,成功實現了厚度為1 mm的AA6061鋁合金與厚度為0.9 mm的AISI1008鋼的焊接。其首先利用超聲波點焊將一層厚度為0.4 mm的AA6061鋁合金作為嵌件與鋼進行初步連接,再通過電阻點焊將剩余的鋁合金焊接到鋼板的嵌件側,該策略旨在獲得更薄的IMC層。試驗結果顯示,當超聲波能量設定為255 J時,超聲波中間接頭的失效模式為熔核拔出,其峰值載荷與純鋁(厚度為0.4 mm)超聲波接頭的相當,且由于IMC層過薄,在界面處幾乎無法被觀測到。在此超聲波參數基礎上進行電阻點焊,溫度分析發現,U+RSW接頭的鋼鋁界面溫度相對較低,從而實現了IMC層的減薄并有效避免了飛濺。在焊接電流為16.5 kA、焊接時間為83 ms的焊接條件下,U+RSW接頭的峰值載荷為3.2 kN,且中心處IMC層的最大厚度僅為1.25 µm,失效模式同樣為熔核拔出。
Lu等[35]將U+RSW技術應用于厚度為1 mm的鍍鋅雙相鋼DP980與厚度為1.2 mm的AA6022鋁合金的焊接中,嵌件選用厚度為0.3 mm的AA3003鋁合金。研究發現,超聲波中間接頭中盡管存在多層IMC且鍍鋅鋼中的Fe-Zn金屬間化合物未發生熔化,但由于嵌件的引入,該區域富含鋁元素。而在U+RSW總接頭中觀察到了鋼側向界面的凸起現象,中間接頭中的多層IMC消失,取而代之的是新形成的連續Fe-Al金屬間化合物層,該層由近鋼側的扁平狀Fe2Al5和近鋁側的針狀FeAl3組成。值得注意的是,Al-Zn中間層在電極壓力的作用下被排除在熔核區之外,使中心區域的IMC平均厚度降低至1.15 µm,明顯低于RSW接頭的IMC厚度。與有無嵌件的直接RSW相比,U+RSW接頭展現出了更高的力學性能。
Ren等[36]通過綜合應用微觀組織表征、焊接過程信號解析以及獨立的有限元數值模擬技術,探討了超聲縱向振動在焊接成形過程中的具體作用及影響機制,焊接系統結構和系統控制流程如圖7所示。同時,全面分析了超聲波輔助鋁/鋼電阻點焊接頭的界面冶金反應動態、焊接缺陷類型、斷裂行為特征以及接頭的強度表現,揭示了超聲波振動導致鋁/鋼熔核尺寸縮減的復雜原因,主要原因為超聲波效應間的微妙平衡與競爭:一方面,超聲波振動減小了鋁與鋼板之間的接觸電阻;另一方面,聲空化和聲流效應分別增強了熔鋼的導電性能和熔鋁的散熱效率。同時,超聲波的激勵還促進了熔化和近熔化狀態下鋁的徑向蠕變擴展,有效拓寬了工件間的結合區域。尤為重要的是,超聲波振動顯著降低了金屬間化合物層的厚度(小于3.0 µm),有效遏制了界面焊接缺陷的形成。在多種超聲波優化機制的協同作用下,鋁/鋼接頭的峰值拉伸剪切承載能力得到了顯著提升。

圖7 超聲波輔助電阻點焊系統原理[36]
3.3 激光電阻點焊技術
激光輔助電阻點焊技術巧妙地將激光焊接的精準高能量密度加熱特性與電阻點焊的直接接觸式電流加熱優勢相結合[37],技術核心在于激光的精確操控與快速加熱能力,不僅大幅提升了焊接效率與靈活性,還大幅減小了焊接過程中的熱影響區域,從而優化了焊接接頭的質量一致性[38]。激光輔助電阻點焊技術在處理焊接質量要求高、材料組合復雜或熱敏感材料的焊接任務時展現出非凡的適應性。
Li等[39]提出了一種復合激光電阻點焊工藝,如圖8所示,首先對鋁和鋼異種材料進行電阻點焊,然后進行激光點焊,將鋁和鋼連接起來。通過改進電極結構,優化了焊接電流分布和焊縫結構,形成了厚度小于1.2 µm的均勻金屬間層。此外,鋁與鋼異種材料的界面形貌由平面轉變為深凸起的界面。結果表明,由于接頭周邊存在較弱的結合區,易導致裂紋萌生和快速擴展,電阻點焊具有較大的拉剪載荷,但延性和能量吸收效果較差。在電阻點焊接頭的弱結合區進行激光點焊工藝,抑制了裂紋沿熔接界面的快速擴展,避免了界面斷裂。與電阻點焊接頭相比,混合焊接接頭的拉剪峰值載荷提高了18.2%。

圖8 激光焊接系統及焊接路徑[39]
3.4 磁場輔助電阻點焊技術
磁場輔助電阻點焊技術巧妙地將磁場調控融入傳統的電阻點焊工藝中,通過外加磁場對焊接過程進行精細調控。該技術不僅能優化電流分布、促進熔池流動與細化晶粒結構,顯著提升焊接接頭的力學性能和微觀組織質量,還能有效減少焊接缺陷,如裂紋、氣孔等,從而提高整體焊接質量[40]。
Hu等[41]在鋁與鋼的電阻點焊工藝中首次引入磁輔助裝置,揭示了磁場在焊接過程中的積極作用。研究發現,磁場的加入顯著促進了熔池中金屬液的圓周流動,這種流動模式加速了鐵原子向鋁側的擴散過程,進而促使焊接接頭中晶粒結構細化,金屬間化合物層厚度減薄,并有效減少了界面缺陷,使鋁核硬度提升以及整體力學性能和韌性顯著改善。尤為值得注意的是,磁場輔助下的接頭斷裂模式由脆性界面失效轉變為更為有利的韌性拔出失效,不僅增強了接頭的可靠性,還使其峰值載荷和能量吸收能力分別提升90%和1 327%。
3.5 膠接電阻點焊技術
膠接點焊巧妙地將電阻點焊的穩固連接特性與膠接的強韌結合優勢相融合,形成了一種獨特的復合連接工藝。相較于傳統的電阻點焊,膠接點焊通過引入膠接層,顯著增強了接頭的拉剪強度和疲勞耐久性[42],在同種金屬材料的連接領域已展現出應用價值,然而,在異種金屬,尤其是鋁/鋼等組合的連接上,其應用探索尚顯不足。因此,探討膠接點焊在鋁/鋼異種焊接中的應用潛力,對于拓寬該技術的適用范圍、提升異種金屬連接性能具有重要意義。Chen等[43]在鋁/鋼膠接點焊的研究中遇到了直接焊接方式下鋁/鋼界面殘余膠過量的問題,該問題導致熔核中夾雜物增多以及IMC層異常增厚,進而對接頭的整體性能產生了不利影響。為此,Chen等結合預清潔電流脈沖技術設計了一種多臺階形貌的電極(見圖9),不僅有效清除了接頭中的夾雜物,還成功抑制了IMC層的過度增長。試驗結果顯示,改進后,固化完成的膠接點焊接頭性能得到顯著提升,達到了約20%的增強效果。
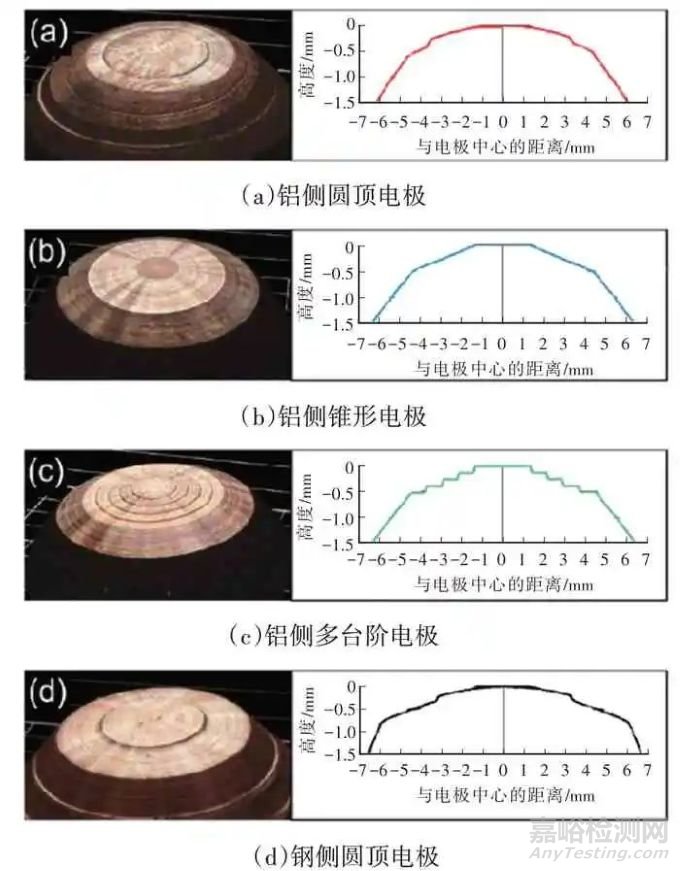
圖9 電極表面圖像以及相應的橫截面輪廓[43]
膠接點焊技術在同種材料焊接領域的應用經驗為探索其在鋁/鋼異種材料連接中的潛力提供了參考。Hayat等[44]在DP600鋼的連接研究中,對比了膠接、電阻點焊以及膠接點焊的接頭性能,結果表明,膠接點焊在接頭性能上優于單一膠接和電阻點焊。王健強等[45]在6111鋁合金的連接試驗中,探討了膠接點焊工藝參數對接頭性能的影響。結果表明,在眾多參數中,電流對膠接強度的影響最為顯著,同時,熔核尺寸與接頭強度之間在特定范圍內呈現出一定的相關性。這些研究不僅豐富了膠接點焊技術的理論體系,也為后續在鋁/鋼異種材料連接中的應用提供了實踐指導和理論依據。
膠接電阻點焊技術的核心在于膠接劑的引入,顯著強化了焊接接頭的整體性能。膠接劑以其獨特的填隙能力,有效彌補了焊接過程中可能產生的微小間隙,與電阻點焊形成的金屬間強固結合相輔相成,共同構筑了一個更為致密、穩固的連接體系。這種復合式的連接策略不僅大幅提升了接頭的抗拉強度,還顯著增強了其抗疲勞性能,使焊接接頭具有更高的可靠性和耐久性。膠接電阻點焊技術提升了接頭的密封性和耐腐蝕性,有助于降低生產成本和減輕產品質量。
4.結束語
研究人員針對成分與板厚各異的焊接件,通過正交試驗等方法,對焊接電流、焊接時間、電極壓力、電極端面直徑及脈沖數等焊接參數進行優化,獲得了穩定且高效的焊接質量。結合焊接過程的模擬仿真與試驗驗證,進一步優化焊接參數,有效解決了焊接過程中出現的裂紋、氣孔等問題。此外,電極表面形貌的優化也被視為一種經濟且高效的方法來提升焊接強度,采用具有新表面形貌的電極,相較于傳統電極,往往能夠連續焊接更多的點,且焊接質量顯著提升。與此同時,復合電阻點焊技術作為新興的連接手段,通過巧妙融合超聲波、激光、磁場、凸焊、膠接等連接技術,顯著增強了焊接接頭的強度和可靠性,拓寬了電阻點焊的應用領域。預計未來汽車工業中的電阻點焊技術及復合電阻點焊技術的發展方向如下:
a. 高效化與自動化:電阻點焊設備將更加智能化,能夠實現焊接參數的自動調整和優化,提高焊接質量和生產效率。
b. 環保與節能:電阻點焊設備將采用更加環保的材料和工藝,減少焊接過程中的能耗和排放。
c. 多元化與復合化:通過與其他連接技術(如膠接、鉚接等)相結合形成復合連接工藝,以滿足不同材料和結構件的連接需求,電阻點焊技術還將與其他先進制造技術相結合,如激光焊接、超聲波焊接等,形成更加高效、可靠的連接方案。
d. 智能化與數字化:電阻點焊設備將具備更強的數據采集和分析能力,能夠實時監測焊接過程中的各項參數和狀態,為焊接質量的控制和優化提供有力支持。
來源:期刊《汽車工藝與材料》作者:陳志平 林森(江西博星項目咨詢有限公司,南昌 330038)

來源:Internet


