您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-01-15 09:08
滲透檢測是一種以毛細現象原理為基礎,檢測表面開口缺陷的無損檢測方法。由于其具有檢測成本低、操作簡單、結果顯示直觀等優點,被廣泛應用于工件的無損檢測中。
公認的評估滲透檢測能力的指標是檢出概率。可通過缺陷檢出概率(Probability of Detection,POD)來評估一個滲透檢測系統的檢測能力。
在介紹檢出概率前,需要先了解置信區間和置信水平的概念。置信區間和置信水平是描述數據準確性的兩個重要統計術語。置信區間給出了可以定位最多值的主值附近的范圍,置信水平提供了置信區間內有多少個值的概率。評估檢出概率的置信水平通常設為95%,即95%的數值都在該置信區間范圍內。
檢出概率曲線
滲透檢測的檢出概率曲線是通過統計分析方法,對一系列不同尺寸的缺陷做大量的滲透檢測試驗,記錄發現的缺陷,并通過對缺陷的檢出或漏檢情況進行二進制分類,使用檢出/未檢出(hit/miss)方法來確定的。對于一個缺陷(或非缺陷)的檢測結果可分為4種情況,見表1。表中P(TP)為發現缺陷的概率,P(FN)為漏檢缺陷的概率,P(FP)為誤判的概率,P(TN)為無缺陷的概率
表1 缺陷(或非缺陷)檢測結果
| 缺陷 | 檢出 | 未檢出 | 概率 |
| 存在 | 發現缺陷(True positive,TP) | 漏檢 | P(TP)+P(FN)=100% |
| (False negative,FN) | |||
| 不存在 | 誤判 | 無缺陷 | P(FP)+P(TN)=100% |
| (False positive, FP) | (True negative,TN) |
檢出概率等于TP的概率,可用下式計算:
P(TP)=P(TP)/P(TP+FN) (1)
對于一個特定尺寸為a的缺陷,檢出概率P(a)可用下式計算:
P(a)=npos(a)/ntot(a) (2)
式中:npos(a)為發現缺陷的個數(positive);ntot(a)為缺陷的總數(total)。
所有POD曲線都具有相似的特征,典型的POD曲線如圖1所示。針對尺寸a的缺陷繪制特定的POD曲線。曲線可分為三個不同的區域。在第一區域(1)中,小缺陷很難檢測到,檢出概率非常低;在過渡區域(2)中,可以以更高的概率檢測到更大的缺陷。一個重要的缺陷尺寸稱為a90/95,表示在95%的置信水平下,以90%概率檢出的缺陷尺寸,所有尺寸大于a90/95的缺陷屬于第3個區域,即高檢測區域(3)。在該區域,可以進行可靠的檢測。

圖1 典型的POD曲線
影響缺陷檢出的因素
一個完整的滲透檢測流程包括零件預處理、施加滲透液、去除多余的滲透液、干燥、顯像、評價、后處理等步驟。改變其中任何一個步驟的工藝參數都有可能影響檢測結果。影響缺陷檢出的因素眾多,按屬性歸類可分為滲透檢測材料、檢測方法和技術、質量控制和檢測條件4大類。
1 、滲透檢測材料
滲透檢測材料是滲透劑、乳化劑和顯像劑等材料的總稱。滲透檢測材料的選擇決定了滲透檢測系統的靈敏度。使用靈敏度等級合適的滲透劑,對檢測出需要控制的不連續缺陷至關重要。同時,還要控制好檢測工藝,最大限度地顯示工件上的不連續。
滲透劑的靈敏度等級和方法可在QPL-AMS 2644-2019《被鑒定的產品目錄,檢驗材料,滲透》合格產品目錄上查詢。
決定使用哪個靈敏度等級的滲透劑由被檢工件的檢測要求決定,通常檢測要求會對滲透劑的靈敏度有明確規定。同時,滲透檢測材料也必須是同族組的,即完成一個特定的滲透檢測過程須使用特定的滲透材料組合系統。
2、 檢測方法和技術
檢測方法和技術的影響主要包括檢測方法的選擇、工藝流程的控制等。無論采用何種檢測方法,都要防止過清洗、過乳化或過擦洗的情況發生。應根據被檢工件的表面狀態、用途、設計要求等,合理選擇檢測方法。工藝流程的控制主要包括滲透時間、乳化時間、烘干溫度及顯像劑的施加,其要求如下:
(1)滲透時間
在10~52℃的溫度條件下,滲透時間一般不少于10min,對于疑有疲勞裂紋的工件,滲透時間可最多延長至4h。
(2)乳化時間
乳化時間取決于乳化劑的性能、乳化劑的濃度、乳化劑的受污染程度和工件表面的粗糙度等。原則上乳化時間在保證允許的熒光背景前提下應盡量短,可通過試驗來確定最佳的乳化時間。
針對親水型后乳化去除法乳化時間對檢測結果的影響,檢測人員進行了如下試驗:
試驗零件為后機身渦流發生器。試驗組采用濃度為10%的乳化劑乳化60s,對照組采用濃度為10%的乳化劑乳化70s。對比結果如圖2所示。通過比較可以發現,試驗組裂紋輪廓顯示清晰,背景亮度適中,對照組由于乳化時間過長,背景過洗,所以裂紋顯示模糊。
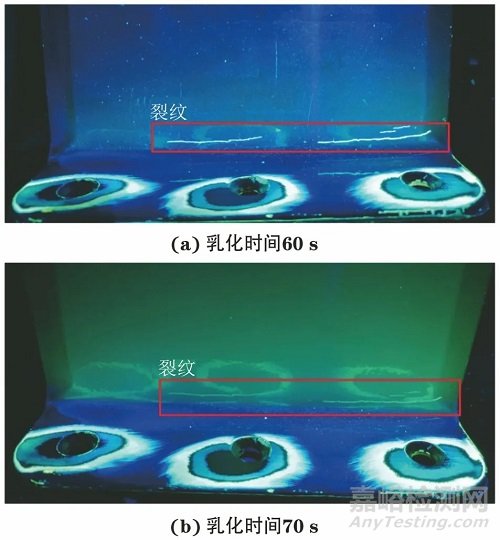
圖2 不同乳化時間后機身渦流發生器檢測結果顯示
(3)烘干溫度
烘干溫度不能太高,烘干時間不能太長,否則缺陷中的滲透劑被烘干,不能滲出形成顯示。
針對親水型后乳化熒光滲透檢測烘干溫度對檢測結果的影響,檢測人員進行了如下試驗:
試驗零件為套筒類工件。在相同的檢測工藝下,試驗組在終清洗后,放置在溫度為60℃的干燥箱內烘干;對比組在終清洗后,放置在溫度為75℃的干燥箱內烘干,試驗結果如圖3所示,從檢測結果中可以看出,溫度過高會使缺陷顯示不完整且模糊,容易漏檢小裂紋缺陷。
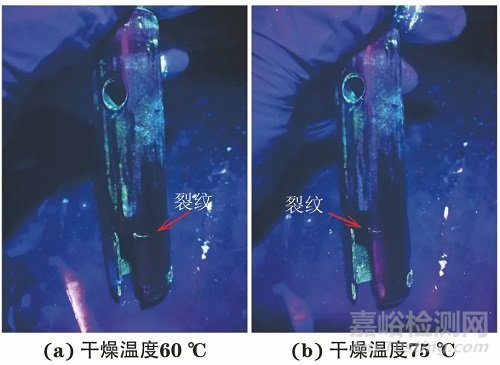
圖3 不同干燥溫度套筒類工件檢測結果對比
(4)顯像劑的施加
顯像劑把缺陷中滲出的滲透劑吸附至工件表面,產生清晰可見的裂紋顯示。顯像劑同時也增加缺陷顯示和背景之間的對比度同時減小工件表面光的反射。
鈷合金緊閉型疲勞裂紋水洗型滲透檢測,未施加顯像劑和施加顯像劑的POD曲線如圖4所示。可知施加顯像劑時,能以95%的置信水平,90%的概率檢出長1.7mm的緊閉型疲勞裂紋,而未施加顯像劑時,即使裂紋很長,如19.1mm,也很難檢出,檢出率低于65%。
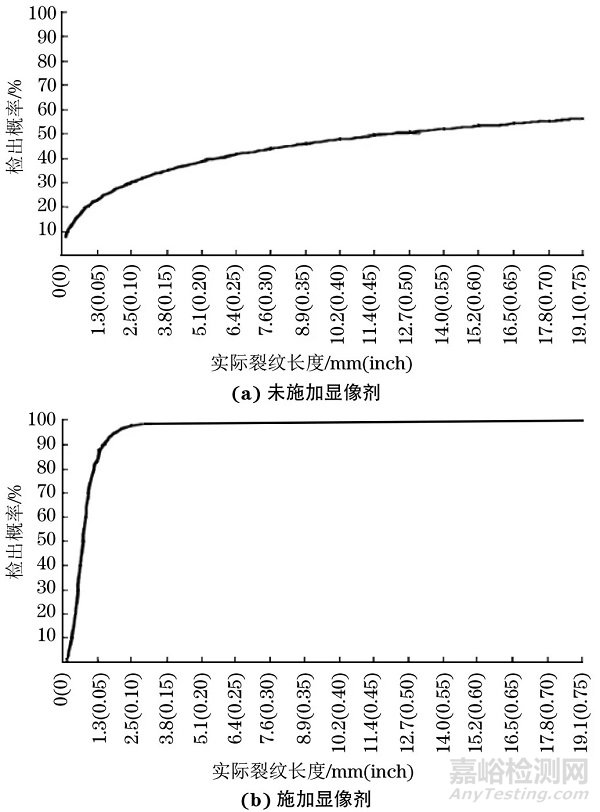
圖4 鈷合金疲勞裂紋施加與未施加顯像劑的POD曲線
使用不銹鋼鍍鉻裂紋試塊對顯像劑的作用做了對比試驗。試驗使用ARDROX 9814型后乳化熒光滲透劑和ARDROX 9881型親水型后乳化劑。試驗組使用ARDROX 9D4A型干粉顯像劑進行顯像,對照組不施加顯像劑。使用相同的工藝參數對其進行試驗,檢測結果如圖5所示。可知試驗組和對照組中的5點缺陷都能顯示,但試驗組中的5個點輪廓更清晰,特別是第5個點;對照組未施加顯像劑也能顯示出5點缺陷,這是因為ARDROX 9814型后乳化熒光滲透劑是4級超高靈敏度滲透劑,利用滲出的滲透劑,能夠實現自顯像。自顯像降低了滲透劑的靈敏度,所以應該采用較高一級的滲透劑,更強的黑光燈來彌補自顯像降低的靈敏度。

圖5 不銹鋼鍍鉻裂紋試塊施加顯像劑與未施加顯像劑檢測結果對比
3 、質量控制
質量控制是滲透檢測體系的可靠保證,主要包括人、機、料、法、環5個方面,即滲透檢測人員、滲透檢測設備、滲透檢測材料、技術文件和檢測環境等。滲透檢測人員必須具備相關的理論知識和專業技能,且需要按相關標準進行資格鑒定;滲透檢測設備需要按照相應標準要求進行測試和計量;滲透檢測材料需要按照相應的標準對滲透劑污染度、熒光亮度、水洗型滲透劑含水量、乳化劑濃度、顯像劑污染度及系統性能等進行測試;滲透檢測所使用的標準、技術手冊和工藝必須是現行有效的;檢測環境指滲透檢測時的溫度、壓力、計時器、暗室環境及燈光照明等要求。
4 、檢測條件
檢測條件指不連續的類型及狀態。不連續的類型是一個重要的因素,必須存在開口到表面的不連續,這樣滲透劑才能進入不連續。如果開口的不連續被漆層覆蓋或在機械加工后被堵塞,不連續性也很難檢測出,需要對被檢工件表面進行退漆或蝕刻等預處理。
不連續的狀態也是很難量化的,但在滲透檢測中必須予以考慮。不連續的表面清潔和干燥狀態很容易觀察,而不連續的閉合及應力狀態卻很容易被忽視。裂紋在壓縮載荷狀態下顯示亮度會降低,導致小裂紋容易漏檢。
滲透檢測機械加工后AISI 4340鋼的緊閉型疲勞裂紋、蝕刻后的緊閉型疲勞裂紋和蝕刻后加載的緊閉型疲勞裂紋的POD曲線如圖6所示。
從圖6(a)可以看出,機械加工后緊閉型疲勞裂紋的檢出概率低于65%,這種不連續性的狀態是很差的,需要對其表面進行蝕刻處理。從圖6(b)可以看出,蝕刻處理后能以95%的置信水平,90%的檢出率檢出長為2.5mm的緊閉型疲勞裂紋。由圖6(c)可知,在蝕刻后加載,能以95%的置信水平,90%的檢出率檢出長為6.4mm的緊閉型疲勞裂紋。
因此進行滲透檢測前被檢部位的不連續類型及狀態,也是需要考慮的重要因素,在被檢件表面狀態滿足一定要求的條件下要盡可能了解被檢件在服役過程中的受力狀態,以制定合適的檢測工藝。
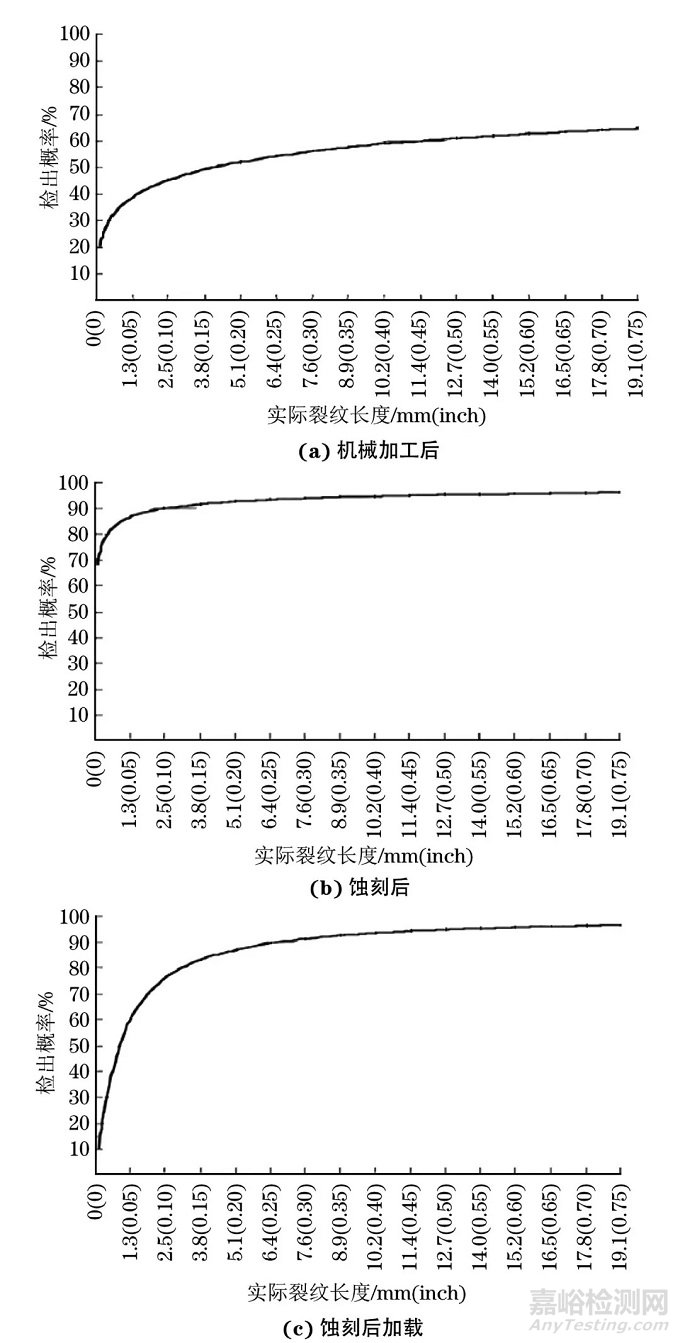
圖6 AISI 4340鋼3個不同階段下的緊閉型疲勞裂紋的POD曲線
結語
滲透檢測是一種經濟、有效、結果顯示直觀的無損檢測方法,在確保工程材料、部件、結構及系統的結構完整性和安全性上發揮了重要作用,同時,滲透檢測也是一個多流程、多參數控制的檢測過程,需要特別注意過程控制,并對影響缺陷檢測能力的因素嚴格控制,利用現有的工具設備、技術方法和技術規范等選取合適的滲透檢測材料、檢測方法和技術,做好質量控制并判斷好檢測條件,使滲透檢測能以高的置信水平和檢出率檢出裂紋等不連續。

來源:無損檢測NDT


