您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2020-09-18 08:59
0Cr7Ni7Al是以18-8CrNi為基礎發展起來的奧氏體-馬氏體沉淀硬化不銹鋼,又稱為控制相變不銹鋼,與之相近的國外牌號有美國的17-7PH。
0Cr7Ni7Al不銹鋼固溶處理后為不穩定的奧氏體組織,有良好的塑性、韌性與加工性能,經過調整,使奧氏體析出碳化物后成分發生變化,再經過馬氏體轉變處理,大部分組織轉變為韌性較好的低碳回火馬氏體,具有良好的中溫力學性能和耐蝕性,優于一般馬氏體不銹鋼,一般用于制造彈簧、熱圈等。本文針對某0Cr7Ni7Al螺母支架在裝配過程中,在支架兩端最大彎折處出現裂紋,并對其進行了分析。
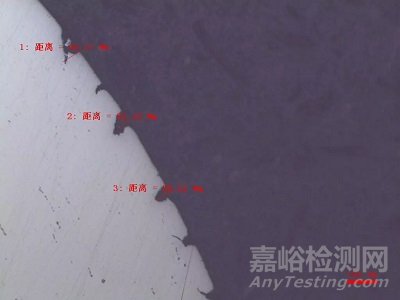
該批次螺母支架的加工工藝為:下料→沖裁→熱處理→噴砂→安裝,在與螺母安裝過程中,在最大彎折處發現裂紋,裂紋沿縱向延伸,具體如圖1所示。

(a)彎折最大處裂紋(15×)

(b)裂紋形貌(45×)
圖1 彎折最大處裂紋形貌
1.理化分析
(1)化學成分分析
針對該批次螺母支架,進行了電感耦合等離子發射光譜儀(ICP)化學元素分析,具體結果見表1。
表1 材料化學成分(質量分數) (%)

從表1主要化學成分含量中可以看出:該批次材料成分符合GJB3321—1998《航空用不銹鋼冷軋彈簧帶規范》對0Cr17Ni7Al鋼成分的要求。
(2)力學性能分析
對該批次螺母支架進行力學性能試驗,試驗結果見表2。
表2 螺母支架力學性能
| 序號 | 實測值(HV5) | |||||
| 1 | 2 | 3 | 4 | 5 | ||
| 標準值 | ≥329HV | 390 | 392 | 387 | 391 | 391 |
從表2螺母支架力學性能中可以得出:該批次螺母支架硬度值一致性較好,最大與最小值僅僅相差4HV,數據均滿足標準要求。
(3)顯微組織分析
對該批次螺母支架進行顯微組織、非金屬夾雜物、晶粒度、金屬流線等金相分析。圖2為該批次螺母支架顯微組織,從圖中可以看出:圖2a為500×縱向顯微組織,圖2b為500×橫向顯微組織,二者組織均為低碳馬氏體上沉淀析出的金屬化合物強化相,均為正常的固溶時效組織。

(a)500×縱向

(b)500×橫向
圖2 顯微組織
圖3為螺母支架晶粒圖片,從圖中可以看出:圖3a為200×縱向晶粒度,依據GB6394晶粒度評級為8級;圖3b為200×橫向晶粒度,晶粒度為8級。該批次螺母支架的橫向與縱向晶粒不存在差異及混晶情況,該批次螺母支架晶粒較細,有利于材料冷變形。

(a)200×縱向

(b)200×橫向
圖3 螺母支架晶粒度
圖4為螺母支架非金屬夾雜物圖片,從圖中可以看出:非金屬夾雜物以硫化物為主,存在較少的球狀氧化物顆粒,依據GB/T10561《鋼中非金屬夾雜物顯微評定方法》,可評為A類細系1級,符合材料標準要求。且螺母支架在彎時,彎折方向垂直于板材軋制方向,應降低了產生彎折裂紋的傾向。

(a)100×橫向夾雜物

(b)100×縱向夾雜物
圖4 螺母支架非金屬夾雜物
對開裂螺母支架表層顯微組織分析,具體如圖5所示。
(a)100×彎折最大處未腐蝕

(b)100×彎折最大處顯微組織

(c)100×直邊

(d)500×直邊
圖5 開裂螺母支架顯微組織
圖5顯示了開裂螺母支架表層顯微組織,從圖中可以看出:圖5a為最大彎折處的100×形貌;圖5b為最大彎折處顯微組織形貌,表層存在白亮層,且裂紋深度基本與白亮層深度保持一致;圖5c為100×開裂螺母支架直邊外側,表層存在較為明顯的白亮層;圖5d為500×下白亮層形貌,白亮層上晶界較為明顯,且邊緣存在顯微裂紋。
(4)原材料分析
對該批次0Cr17Ni7Al原材料表面狀態及顯微組織分析。具體如圖6所示。

(a)表面裂紋(45×)

(b)表層微觀組織(500×)
圖6 原材料表面裂紋及微觀組織
圖6顯示了該批次原材料表面裂紋及表層顯微組織。由圖可知:原材料表面存在裂紋,且表層存在細密的白亮層組織,次表面奧氏體晶界顯示較為清晰。
2.分析與討論
該批次螺母支架在與螺母體組合安裝過程中,裂紋主要產生于大變形區彎角處。對支架顯微組織進行分析,彎角處存在白亮層組織,且未彎折處表面也存在白亮層組織,次表面奧氏體晶粒顯示較為明顯,內部為正常的固溶、時效組織。對原材料表面狀態和顯微組織分析,原材料表面存在小裂紋,裂紋之間呈水平方向,裂紋延伸方向與磨削方向基本垂直。原材料表面存在白亮層,組織呈細針狀與內部存在較大差別。
分析原材料工藝,該原材料固溶處理后經過磨光工序。由于0Cr17Ni7Al固溶處理后為奧氏體組織,在經磨光過程中,由于表面磨削熱較大,在隨后的急速冷卻過程中,表層組織發生馬氏體相變,而形成磨削裂紋,不同裂紋之間呈平行分布,裂紋延伸方向與磨削方向垂直或接近垂直。
3.結語
該批次螺母支架安裝開裂原因為產原材料在固溶后磨光過程中,由于冷卻不足所產生的磨削燒傷及微裂紋。由于裂紋較小,在原材料入廠復驗時未發現,后續螺母支架安裝時,在最大彎折處發生開裂現象。為了杜絕類似問題再次發生,應從以下兩個方面進行:
(1)原材料在磨光過程中,應加強冷卻效果,以免產生磨削燒傷。
(2)加強原材料入廠質量檢測,必要時進行彎曲試驗,檢查表面是否存在微裂紋。

來源:《金屬加工(熱加工)》


