您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-06-20 22:44
銅導線一直以來是汽車電氣系統中傳輸動力與信號電流的主要載體。隨著各國法規對節能環保要求的不斷提高,以及行業內成本壓力的持續上升,尋找輕量化和低成本導體替代銅導線已成為行業的趨勢。而鋁的導電率僅次于銅,其比重僅為銅的 30. 13% ,且價格相對穩定,僅為銅的 30% 左右。因此它不失為銅導線的理想替代品而受到行業內的青睞。特別是應用在長度較長的大線徑動力電纜上具有非常好的降低重量和降低成本的效果。目前已有不少主機廠在嘗試將鋁導線批量應用在整車線束上。考慮到鋁材料的強度問題,鋁導線在應用時兩端仍通過銅端子與其他電氣設備相連接。而大線徑鋁導線與銅端子之間的連接目前主要有以下 3 種形式: 超聲波焊連接、摩擦焊連接和等離子體錫焊連接。
1 銅端子與鋁導線連接的技術難點
1. 1 鋁導體表面存在氧化膜
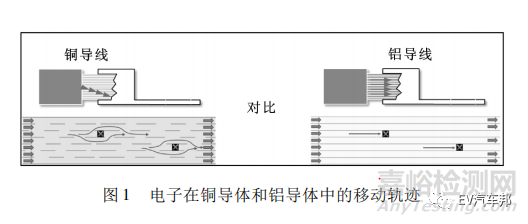
鋁導體和氧之間具有很強的親和力。即便在常溫下,與空氣接觸的瞬間其表面就會形成致密的三氧化二鋁 ( Al2O3 ) 。這層氧化膜僅為 2 nm 厚,卻緊密地與鋁基材表面相結合。與銅導體相比,雖然鋁導體上的氧化膜阻止了氧向其內部擴散,并在大氣中起到了良好的抗腐蝕保護作用。但是其良好的絕緣效果,阻止了電子從一個鋁基材導體向另一個鋁基材導體移動,即電子只能在鋁基材本體內移動。正因為這一特點,鋁導線端部在去除絕緣護套后,接觸空氣的鋁導體表面形成了氧化膜。如圖 1 所示,鋁導體中的電子只能在單根鋁絲中移動,而無法在鋁絲與鋁絲之間移動。如果在一束鋁芯線中存在部分斷絲現象,那么這些斷絲中的電子運動就被阻斷,相比于斷絲前的鋁導線,其電阻值將會增加,導電性能將會降低。與之相比,銅基材導體表面在空氣中不會迅速形成致密的氧化膜,因而即便是出現斷絲現象,斷絲中的電子仍可以借道其他銅絲向前運動。因此從定性的角度講,銅導線在出現一定比例的斷絲時,雖然導電性能有所下降,但仍能滿足使用的要求。
1. 2 銅鋁導體接觸部位存在電化學腐蝕
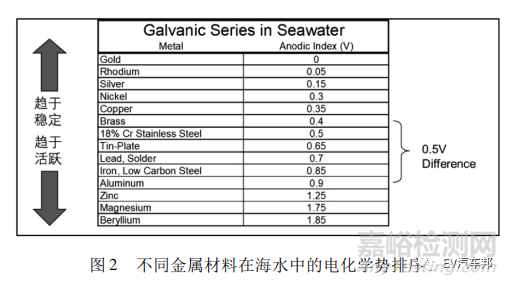
圖 2 為不同金屬材料在海水中的電化學勢排序,可以看到銅金屬和鋁金屬在海水中存在化學電位差。當這兩種金屬同時存在于一種電解液中時就會形成原電池,進而產生電化學反應。處于低電勢的鋁材質中的鋁原子將會離開晶格并失去電子,從而形成水合離子。長期處于這種環境中的鋁導體將會被逐步蠶食殆盡,這種現象被稱作電化學腐蝕。
當空氣中的濕度較大或含有鹽化的雜質時,就會形成理想的電解液環境,銅端子與鋁導線直接接觸的部位就形成了以鋁為負極、銅為正極的原電池。如圖 3 所示,如果連接部位處理不當,將會產生嚴重的電化學腐蝕,從而失去銅鋁連接的電氣性能和機械性能。

1. 3 鋁導線電氣性能與機械強度弱于銅導線
在相同線徑條件下的鋁導線導電率要弱于銅導線,因此必須使用比銅導線線徑更大的鋁導線,以降低其阻值達到與銅導線等效的電氣性能。此外,鋁導體的抗拉強度、硬度等機械性能都要弱于銅導體,因此不適合加工成鋁端子與車上的其他部件連接,只能考慮采用銅端子與鋁導線連接,但是連接部位容易出現機械損傷或疲勞損傷,因此在應用時必須采取相應的保護措施。
2 鋁導線與銅端子焊接的評判依據
2. 1 確保焊接部位良好的電氣性能
2. 1. 1 確保選擇的鋁導線規格與銅導線等效
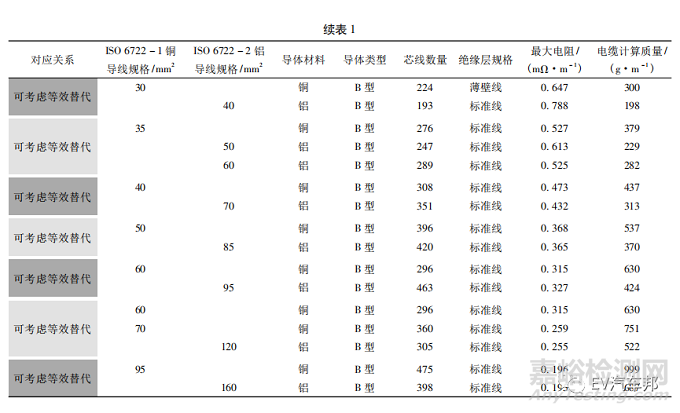
目前行業內普遍使用的銅導線標準為 ISO 6722 - 1[1],鋁導線標準為 ISO 6722 - 2[2]。鋁導線等效替代必須考慮與被替代的銅導線有相類似的導電率、載流能力、降額曲線等特性,由此做到替換導體材質而保持原有的電路保護策略。
表 1 列舉了可考慮等效替代的鋁導線和銅導線規格的對照表。該表可作為銅 - 鋁導線等效替代的參考,在具體應用時需要進一步驗證確認。

2. 1. 2 通過超聲波焊實現鋁絲間的電子自由移動
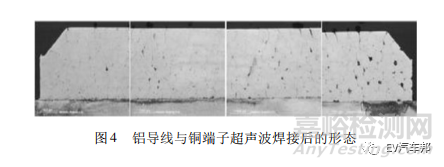
超聲波焊接是利用高頻振動波傳遞到兩個需焊接的物體表面,在施加壓力的情況下,使兩個物體表面相互摩擦,從而形成分子層之間的熔合 ( 見圖 4) 。
通過該方法,可以有效地破壞鋁絲表面的氧化膜,實現電子在不同鋁絲導體之間的自由移動 ( 見圖 5) 。

通過同樣的方法,也可以使端子的銅基材與導線的鋁基材之間實現分子層面的熔合,從而達到良好的電氣性能。汽車線束領域對超聲波焊接性能的評價普遍使用 USCar38—2016標準[3]。在此版標準中已給出了銅端子與鋁導線焊接的評判準則,對導電性能的評判方法和準則與銅端子對銅導線焊接相同。
2. 2 確保焊接部位良好的機械性能
電纜組件在使用過程中會受到來自外力拉扯的風險,特別是大截面的電瓶線,外力往往會直接作用在單根電纜上。對于應用鋁導線的電氣回路,其機械強度相對薄弱的部位在焊接連接區域附近。例如在電瓶線裝配的過程中,當出現不便于安裝
的情況時,操作人員會拉拽導線從而產生沿導線方向的直拉力,或對導線施加垂直于焊接面的撕裂力。因而在設計端子結構時需要考慮足夠的保護措施以對抗直拉力和撕裂力。在 USCar38 標準[3]中已規定了不同規格鋁導線與銅端子連接時必須達到的直拉力 ( pull strength) 下限值。對于大線徑的鋁導線 ( ≥10 mm2) 在 USCar38 標準[3]中沒有明確規定撕裂力( peel strength) 下限值,通常由整車廠工程師給出推薦的下限值。
2. 3 確保焊接部位良好的抗電化學腐蝕性能
要防止銅端子和鋁導線焊接部位的電化學腐蝕,關鍵是連接部位要與潮濕或鹽化的環境之間做好隔絕措施。常用的超聲波焊接密封方式有兩種: 雙壁熱縮管密封 ( 圖6) 和熱熔膠密封 ( 圖 7) 。這兩種方式在最后的環境驗證試驗中都能達到規范的要求,但是考慮到熱熔膠工藝過程中膠水在注塑腔體內的流動性要求,熱熔膠的壁厚必須保持至少 2. 5 ~ 3mm,以致密封處理后端子連接部位體積較大,無法應用在裝車環境狹小的空間內。而雙壁熱縮管在熱縮處理后的壁厚在1 ~ 1. 5 mm,因此雙壁熱縮管密封具有更廣泛的適用范圍。

雙壁熱縮管俗稱帶膠熱縮管,它是通過高溫加熱后外壁收縮,內壁固態膠水融化成液態膠,經充分流動后覆蓋在端子連接部位和導線絕緣皮表面,在冷卻固化后達到密封效果。連接部位的密封效果可以通過鹽霧測試來評價。其評價的標準可以參考 GMW3191[4]。
2. 4 確保焊接部位良好的可制造性
超聲波焊接是通過兩個材料表面在一定壓力和頻率下高速往復相對運動,通過摩擦運動使兩者表面產生高溫熔化,并形成分子層的熔合。通常端子被固定在焊接設備上,而導線則相對于固定的端子做高頻往復運動。因此端子需要有可靠的結構來進行固定。焊接效果的好壞同樣可以通過 USCar38 標準[1]規定的直拉力要求和客戶推薦的撕裂力要求進行測試評判。
3 銅端子設計的關鍵要素
3. 1 端子結構設計
端子結構的設計主要從兩個方面考慮。首先,確保導線與端子連接部位 ( 見圖 8 中 A 區域) 的結構設計應盡量做到標準化,以確保連接性能的一致性和穩定性。其次,適應整車安裝環境部位 ( 見圖 8 中 B 區域) 的結構設計將根據整車環境需要進行差異化設計,如圖 9 所示。
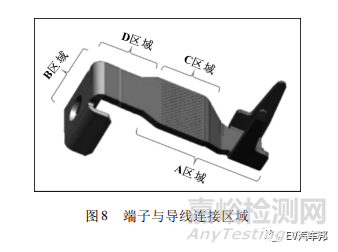

導線與端子連接部位的標準化設計,主要從3 個方面展開: 焊接區域結構設計、密封區域結構設計和壓接翼結構設計。
3. 1. 1 焊接區域結構設計
焊接部位 ( 見圖 8 中 C 區域) 主要由以下 3 個功能結構組成。
( 1) 鋁導體與銅端子焊接區域。這個區域的大小決定了鋁導線焊接后沿導線軸線方向的直拉力和垂直于端子焊接面的撕裂力的大小。USCar38[3]明確規定的線徑大于 6 mm2 導線焊接區域的最小寬度。該區域的長度尺寸則根據最小直拉力和最小撕裂力的要求來確定。
( 2) 端子兩側的固定夾持區域。以端子在 Schunk 焊接設備上加工為例,端子兩側夾持部位是用來在加工時固定銅端子的,使其在焊接過程中相對于下模保持靜止不動。確保端子和導線在高頻發生器的作用下產生足夠的摩擦運動,使兩種導體
表面充分結合。這也是確保連接部位良好電氣性能和機械性能的關鍵結 構 之 一。通常在端子兩側分別保留 1 ~ 1. 5 mm 的寬度。
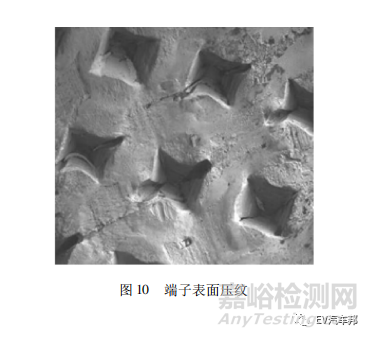
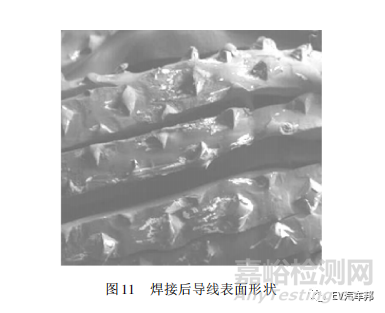
( 3) 焊接區域表面滾花壓紋結構。即在端子表面增加矩陣式壓紋,在超聲波焊接后,鋁導體會被嵌入到這些滾花壓紋中,如圖 10 和圖 11 所示。
使用該結構至少可以起到兩個作用: ( 1) 有助于破壞鋁導體表面的氧化層,使非氧化的鋁導體直接與銅導體表面接觸;
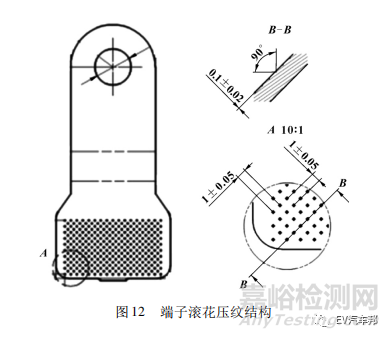
( 2) 可以增加鋁導體在銅端子表面的附著力。壓紋點的間距可以控制在 1 mm,壓紋深度可以控制在 0. 1 mm,如圖 12 所示。
3. 1. 2 密封過渡區域結構設計
考慮到鋁導線可能會應用在整車濕區環境中,為防止潮濕環境下的電化學腐蝕,必須對焊接部位進行密封處理。因此在端子焊接區域的前端到端子與車身連接孔之間必須預留出密封過渡的區域,如圖 8 所示的 D 區域。
文中主要研究匹配雙壁熱縮管的端子結構設計。由于熱縮管本身是圓柱形薄壁管,其一端是與同樣圓柱形面的導線絕緣層外壁相結合,因此在熱縮過程中,熱縮管中的液態膠可以均勻流動并覆蓋在導線絕緣層表面,從而起到良好的密封效果。
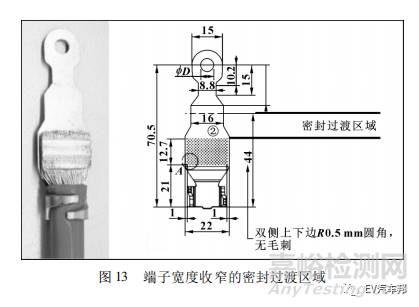
但是熱縮管的另一端是與扁平的金屬端子相結合。因此在端子設計過程中必需考慮以下幾個方面:( 1) 控制密封過渡區域的端子寬度。在熱縮過程中,液態膠和熱縮管外壁必定首先接觸到端子兩側的沖切邊,然后向端子上下兩平面的中間部位流動。當液態膠在端子平面上流動時,需要一定的流動時間才能充分填充到端子表面。端子越寬,膠水需要流動到端子扁平表面中間部位的時間就越長。如果收窄端子的寬度,就可以加快膠水覆蓋到端子表面的時間。所以在滿足電氣性能和機械性能的條件下,可以適當收窄端子前端的寬度,如圖 13 所示。
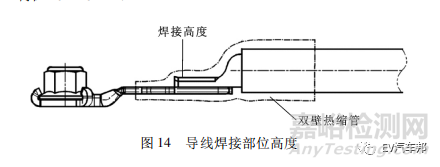
( 2) 預留足夠長度的密封過渡區域。由于大線徑鋁導線的焊接高度較大,如圖 14 所示,且導線線徑越大,與端子表面的落差就越大,如 120 mm2 鋁導線的落差可達到 3 ~ 5 mm。因此端子焊接區域前端必須預留足夠的密封過渡區域,以確保前端有足夠的長度被膠水完全填充。根據經驗該區域的長度可控制在 10 ~ 16 mm。
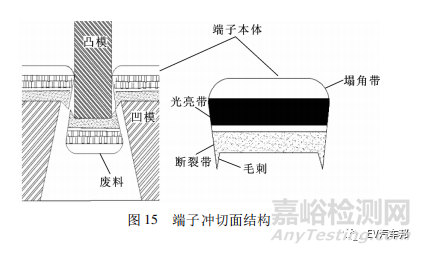
( 3) 去除端子沖切面的毛刺。由于端子是金屬沖壓零件。在端子成型的沖壓切斷面上斷裂帶的根部會產生鋒利的毛刺( 如圖 15 所示) 。在熱縮的過程中毛刺有刺破熱縮管管壁的風險,進而導致熱縮管密封失效。因此,端子從密封過渡區開始向后,所有與熱塑管接觸的部位,都必須對切斷面進行倒角處理。建議采用 R = 0. 5 mm 的倒圓角 ( 見圖 13) 。
3. 1. 3 壓接翼結構設計
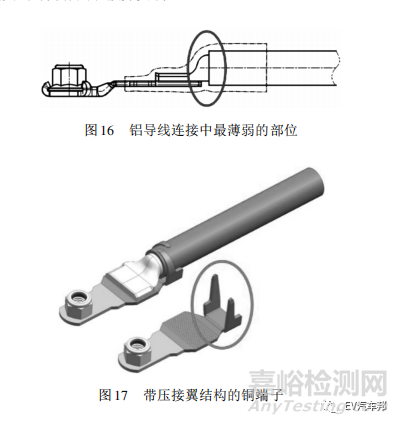
由于鋁導線的抗拉強度和抗剪切強度都要弱于銅導線,其抗疲勞強度也要弱于銅導線。這在一定程度上限制了鋁導線在整車上的應用,到目前為止鋁導線仍被禁止使用在發動機本體上。但是大線徑電纜通常都會被使用在發動機艙內,例如連接蓄電池與電源分配器 ( PDU) 之間電瓶線。在這些動力電纜上應用鋁導線具有極高的經濟價值。因此針對這些應用需要考慮專門的結構來提高連接部位的抗疲勞強度和抵御裝配過程中的外力作用。而在銅端子和鋁導線的連接中,最為薄弱的環節是端子尾部到導線絕緣層之間的區域 ( 見圖 16) 。因此該部位需要采用額外結構以增加強度,即在端子尾部增加絕緣皮壓接翼結構。通過壓接翼環抱在導線的絕緣層外部 ( 見圖 17) ,有效地將一部分外力傳遞到金屬端子本體上,緩解了鋁導線根部直接受到外力作用和疲勞負載。
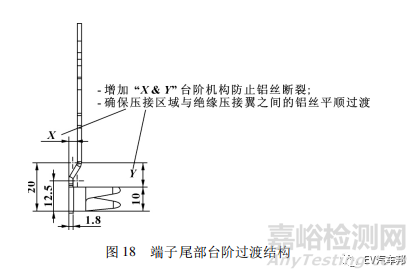
另外,考慮到大線徑電纜的外徑較大。例如 120 mm2 的鋁導線的外徑達到 18. 7 mm。由于端子尾部增加了壓接翼結構,如果端子的焊接區域表面與壓接翼底面設計在同一平面上,則在焊接時芯線會向一側偏斜,導致鋁導線焊接部位前端的鋁絲參差不齊,其中過長的鋁絲會有戳破熱縮管管壁的風險。與此同時,端子后端的壓接翼直接壓在導線上端,致使鋁導線上端的鋁絲存在較大的拉伸應力。該區域的鋁絲容易在較小的外力作用下被拉斷,從而降低連接部位的電氣性能和機械性能。為了避免此現象的產生,如圖 18 所示,可以通過以下兩個措施來解決:
( 1) 端子壓接翼底面與端子焊接面設計成有落差的結構( 見圖中 X 尺寸) ,使鋁導線焊接部位盡量靠近導線的軸線,減小偏置的影響;
( 2) 控制絕緣層壓接翼與焊接區的過渡距離 ( 見圖中 Y 尺寸) ,減小因過渡區域過短而導致焊接區域的鋁絲受到拉扯作用的影響。
3. 2 端子基材選擇
銅端子的基材通常采用黃銅 ( CuZn37) ,即含鋅 37% 的銅鋅合金。含鋅的目的是讓其作為犧牲陽極,減緩鋁電纜導體被電化學腐蝕。
3. 3 端子表面處理
銅端子與鋁導線焊接連接部分,相對于銅端子與車身連接部分因功能不同,其表面需要采用不同的表面處理方式。
3. 3. 1 端子焊接部位表面有清潔度要求
銅鋁導體焊接部位表面的清潔度狀況會直接影響到焊接后兩連接導體間的機械性能。因此端子焊接表面需要進行清潔處理,去除端子加工過程中產生的油污等異物,端子焊接表面的濕潤表 面 張 力 必 須 達 到 38 mN /m 以 上 ( 根 DINISO8296準[6]) 。端子表面是否達到規定的表面張力,可以通過 Arcotest 公司提供的對應 38 mN /m 規格的墨筆進行判斷,即在潔凈處理后的端子表面用墨筆進行涂鴉測試。如果涂鴉痕跡在約 2 s 或 2 s以內消失,則說明端子表面的濕潤表面張力達到規定的要求。經過清潔處理的端子成品在運輸過程中建議使用真空袋包裝加以防護。端子在使用時應采用干凈的手套進行取放,防止端子表面被二次污染。
3. 3. 2 端子與車身連接部位的表面需進行鍍錫處理
黃銅端子通常是與材質為低碳鋼的車身鈑金相聯接。兩種不同材質的接觸同樣存在化學電位差 ( 電位差約為 0. 45 V) 。為了縮小兩種材料的直接接觸,可考慮在端子表面與鈑金接觸的部位作鍍錫處理。錫元素的電化學勢介于黃銅和低碳鋼之間,因此可以有效地緩解黃銅和車身鈑金直接接觸而產生的電化學腐蝕反應。建議錫的鍍層厚度控制在 5 μm。
3. 4 銅端子標準化結構設計總結
綜上所述,適用于鋁導線焊接連接的銅端子標準化結構主要包含以下幾個方面的特征:
1) 端子基材: 建議使用 CuZn37 黃銅材料。
( 2) 端子焊接部位: 端子焊接表面采用滾花壓紋結構; 端子焊接區域兩側需要有焊接定位結構; 端子焊接區域表面需進行清潔度理。
( 3) 端子焊接部位前端: 端子焊接區域前端需要預留熱縮管密封 過 渡 區 域; 端子前端與車身連接部位需要進行鍍錫處理。
( 4) 端子焊接部位后端: 端子尾部增加壓接翼結構; 端子壓接翼底面與焊接面之間需要采用臺階過渡結構。
( 5) 端子沖切部位: 端子焊接區域、前端密封過渡區域和后端壓接翼區域的沖切部位需要增加去毛刺的倒角結構。
( 6) 焊接部位保護: 端子焊接區域采用雙壁熱縮管進行密封保護。
4 銅端子與鋁導線連接部位驗證試驗與結論
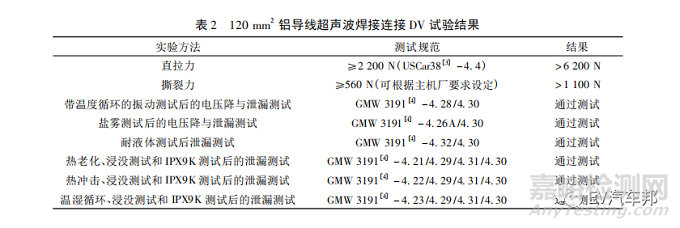
120 mm2 鋁導線與銅端子的超聲波焊接是目前低壓線束中已量產應用的最大線徑組合。表 2 列舉了該規格焊接連接的驗證試驗內容和結果。經過驗證證明,根據上述思路設計的連接方案是可行且可靠的。
鋁導線與銅端子超聲波焊接相比于其他連接方式雖然有成本上的優勢,但是該連接方案也有其局限性。主要有以下 3 個方面:
( 1) 為了確保導線與端子的連接有足夠的抗拉強度,必須設計足夠大的焊接面積。這會導致端子焊接區域的尺寸較大,致使在整車環境中需要為端子預留足夠大的空間。因此在空間結構較為緊湊的車型上應用就會受到布置的局限,需要考慮其他的連接方式。
( 2) 由于大線徑電纜對應的端子寬度尺寸較大,導致熱縮管在熱縮過程中,管內的液態膠有可能無法在自然狀態下均勻流動而實現密封。在這種情況下,需要通過額外添加膠粒來實現焊接區域前端的密封。
( 3) 由于鋁導線的強度低于銅導線強度,因此鋁導線在整車帶有高頻振動源的部件上 ( 如發動機本體等) 應用受到限制。
通過以上探討,梳理了銅端子標準化結構設計的思路,以此為基礎可以系列化開發適用于不同線徑鋁導線超聲波焊接的銅端子。其意義在于: 可以確保超聲波焊接后銅鋁導體在連接上具有良好的機械性能和電氣性能,同時能夠有效地防止電化學腐蝕; 在整車電氣系統開發時,可以依據所應用的銅鋁連接標準化設計參數,提前預留銅鋁連接所需要的空間環境,提高設計質量,縮短開發周期。
鋁導線與銅端子超聲波焊接,采用了目前線束制造行業最為常用的超聲波焊接工藝和熱縮加工工藝,無需投資額外的專用加工設備。因此其未來的應用具有極好的經濟價值和廣闊的市場前景。

來源:Internet


