您當(dāng)前的位置:檢測(cè)資訊 > 科研開(kāi)發(fā)
嘉峪檢測(cè)網(wǎng) 2024-09-02 08:45
端子壓接是檢驗(yàn)線束企業(yè)制造能力的重要參考,端子壓接的機(jī)械性能和電性能好壞的考核指標(biāo)是拉力和電壓降,我們可以通過(guò)剖面分析來(lái)判斷端子壓接的好壞。本文我們主要介紹下線束端子壓接的檢驗(yàn)與評(píng)判。以下為正文。
通過(guò)剖面分析的方法手段,做出符合規(guī)范的剖面來(lái),這時(shí)候的端子往往就非常容易通過(guò)機(jī)械性能和電性能的測(cè)試。
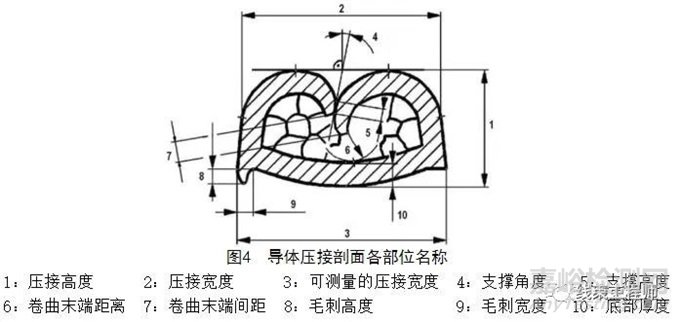
端子剖面分析的十要素
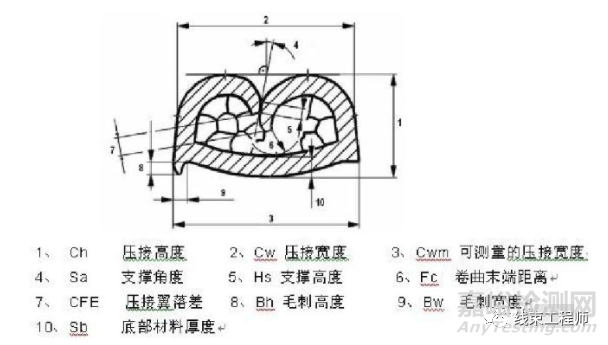
1、 壓接高度
壓接高度是根據(jù)端子制造商端子說(shuō)明書(shū)或模具制造商模具說(shuō)明書(shū)的要求通過(guò)調(diào)整模具獲得。
如果沒(méi)有特殊說(shuō)明,那么壓接高度的公差遵照下表執(zhí)行。

2、 壓接寬度
壓接寬度是壓接刀具的輪廓尺寸(兩成型圓弧兩側(cè)象限點(diǎn)間的距離)。它難以測(cè)量,作為端子的控制尺寸是不現(xiàn)實(shí)的。
3、 可測(cè)量的壓接寬度
可測(cè)量的壓接寬度是位于導(dǎo)體壓接截面的底部,可以用測(cè)量工具測(cè)得。它是由端子制造商在端子說(shuō)明書(shū)中發(fā)布,或由模具的制造商在模具的說(shuō)明書(shū)中定義,它不可以通過(guò)調(diào)整模具獲得。
一般情況下Cwm的值在1*Cw到1.1*Cw之間,在沒(méi)有特別說(shuō)明的情況下,執(zhí)行下表的公差。

4、支撐角度
導(dǎo)體壓接翼切線相對(duì)豎直線最大角度不可超過(guò)30°。
5、支撐高度
導(dǎo)體壓接翼必須相互支撐,支撐高度大于等于1/4材料厚度是被認(rèn)可的Hs≥1/4XS,但最小Hs≥0.1mm。
如果出現(xiàn)不能滿足該條件的情況發(fā)生,往往是電線的平方數(shù)相對(duì)于這個(gè)端子的尾部來(lái)說(shuō)有點(diǎn)大了,這種情況不是通過(guò)更改壓接模具的刀具可以解決的,需要更改端子或電線的型號(hào)來(lái)解決。
6、卷曲末端距離
只要支撐高度、支撐角度和壓接翼的落差符合導(dǎo)體截面的要求,壓接翼不完全對(duì)稱的狀態(tài)是可以接受的。壓接翼尾端離底部的距離必須大于等于1/2個(gè)端子材料的厚度,F(xiàn)c≥1/2*S。
對(duì)于電線截面小于等于0.5mm²的情況,F(xiàn)c不受Fc≥1/2*S的約束,只要保證Fc≥0.1*S,就是許可結(jié)束的狀態(tài)。
如果出現(xiàn)不能滿足該條件的情況發(fā)生,往往是電線的平方數(shù)相對(duì)于這個(gè)端子的尾部來(lái)說(shuō)有點(diǎn)小了,這種情況不是通過(guò)更改壓接模具的刀具可以解決的,需要更改端子或電線的型號(hào)來(lái)解決。
7、壓接翼落差
兩個(gè)壓接翼末端的距離小于等于1個(gè)端子材料的厚度是被認(rèn)可的,CFE≤1*S。
8、毛刺高度
小于等于1個(gè)端子材料的厚度的毛刺是被認(rèn)可的,Bh≤1*S。
9、毛刺寬度
小于等于1/2個(gè)端子材料的厚度的毛刺是被認(rèn)可的,Bw≤1/2*S。
10、底部材料厚度
導(dǎo)體過(guò)壓縮或?qū)w剖面位置不正確,會(huì)發(fā)現(xiàn)導(dǎo)體壓接翼底部變薄,所以要求底部材料的厚度必須大于等于0.75個(gè)端子材料的厚度,Sb≥0.75*S。
這個(gè)指標(biāo)是用來(lái)衡量切割位置是否正確的一個(gè)很重要的指標(biāo)。這個(gè)指標(biāo)是導(dǎo)體壓接剖面所有要求的前提,必須在保證這個(gè)指標(biāo)的前提下才可以進(jìn)行其他指標(biāo)的評(píng)判。對(duì)于這個(gè)指標(biāo)的控制可以有效的防止端子的過(guò)壓縮。
裂紋
裂紋是不許可的,但端子導(dǎo)體羽翼本身固有的條狀淺溝或點(diǎn)狀淺坑通過(guò)模具的壓接是消除不了的,要注意鑒別。
壓縮程度
端子或模具制造商必須確信在壓接參數(shù)被確定的適合,端子和電線有著合理的壓縮程度。
一個(gè)合理的壓縮程度要求壓接翼內(nèi)的電線充分變形,導(dǎo)體的銅絲呈蜂窩狀分布;由于壓接不對(duì)稱、導(dǎo)體分布不均勻或壓接高度、導(dǎo)體截面、端子材料厚度的不合理公差引起的壓接孔洞是不許可的。
為了減少人為因素的影響,使用壓縮比率來(lái)分析壓縮程度是一個(gè)合理的手段。15%-20%的壓縮比率最容易通過(guò)機(jī)械性能和電性能測(cè)試。
本文主要介紹端子壓接質(zhì)量的技術(shù)要求、圖示及試驗(yàn)方法,圖文標(biāo)準(zhǔn)規(guī)范。
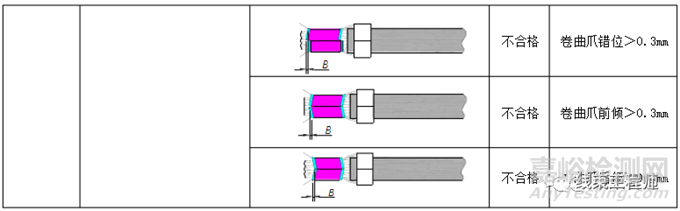
導(dǎo)體壓接


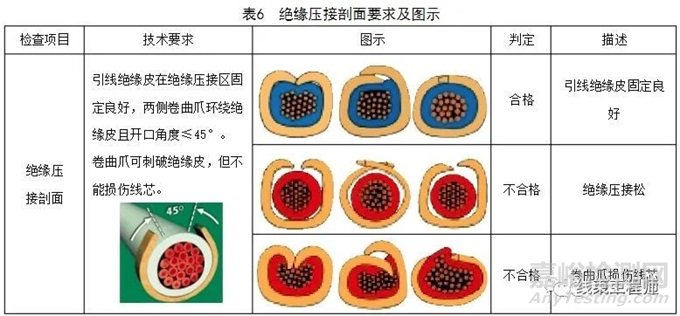
絕緣壓接


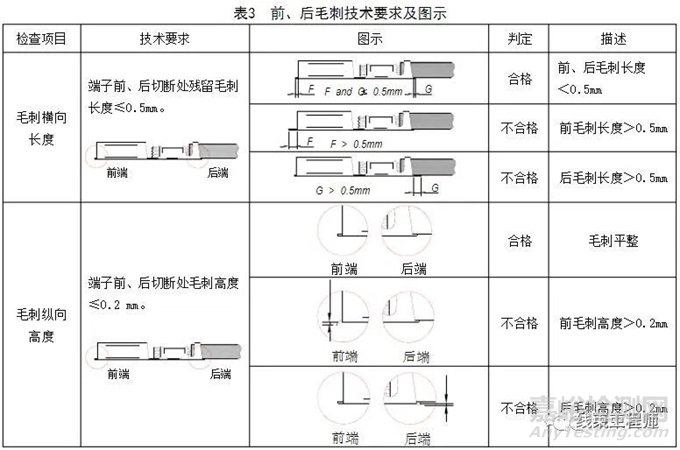
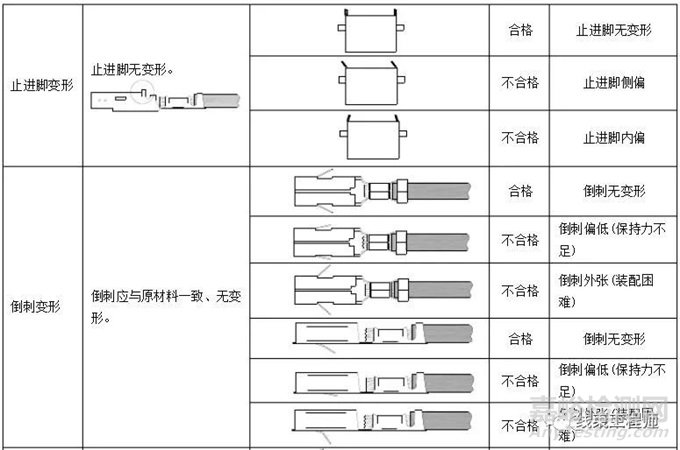
前、后毛刺
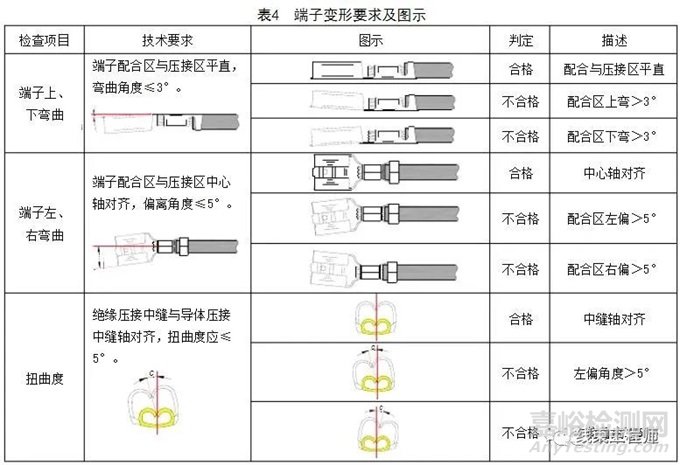
端子變形

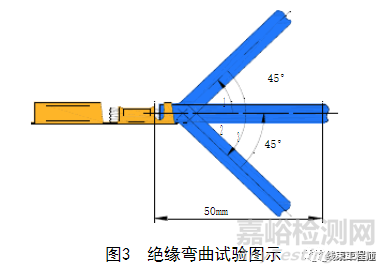
絕緣彎曲
固定端子,在距導(dǎo)體壓接區(qū)50mm處,按圖3進(jìn)行五次循環(huán)(彎折45°→ 反方向彎折90°→ 復(fù)位,為一個(gè)循環(huán))的絕緣彎曲試驗(yàn),試驗(yàn)時(shí)引線不施加拉力。試驗(yàn)后絕緣壓接良好,絕緣皮未從絕緣壓接區(qū)脫出。
剖面分析
(1)導(dǎo)體壓接剖面
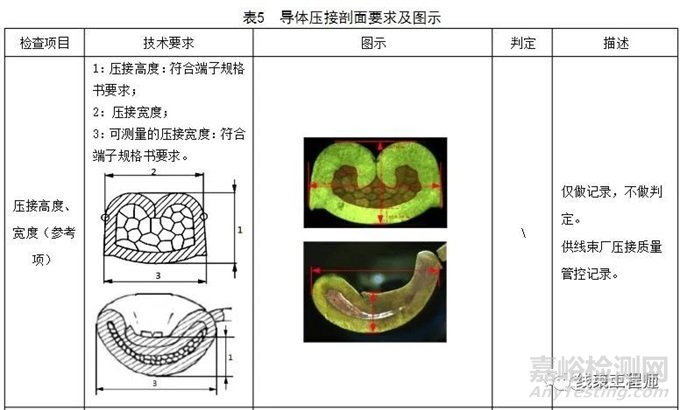



(2)絕緣壓接剖面
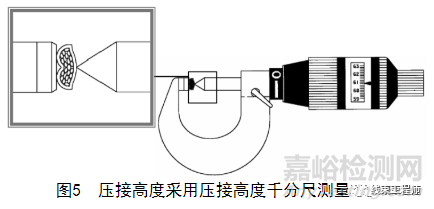
(3)壓接高度、寬度測(cè)量方法
壓接寬度采用卡尺(精度:1/100)進(jìn)行測(cè)量;
壓接高度采用壓接高度千分尺(精度:1/1000)進(jìn)行測(cè)量,如圖5。
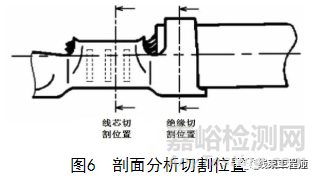
(4)剖面分析方法
使用專用的切割設(shè)備,按圖6分別對(duì)導(dǎo)體壓接區(qū)及絕緣壓接區(qū)進(jìn)行切割。切割時(shí)應(yīng)在壓接區(qū)中部垂直縱向切割,且避開(kāi)導(dǎo)體壓接區(qū)的凹槽(加強(qiáng)筋)。
切割后的剖面應(yīng)平整無(wú)變形,卷曲未打開(kāi)。
切割后對(duì)剖面進(jìn)行打磨,清除毛刺,打磨時(shí)應(yīng)注意不能損傷剖面(如卷曲打開(kāi)、出現(xiàn)裂紋等)。
打磨后的剖面涂三氯化鐵溶液(含量:35%-45%),使線芯及端子壁輪廓清晰顯示。
使用電子顯微鏡及經(jīng)標(biāo)定的剖面分析軟件對(duì)剖面的相關(guān)參數(shù)進(jìn)行分析測(cè)量。
注:如端子不易固定或切割、打磨時(shí)出現(xiàn)剖面變形、卷曲打開(kāi)等問(wèn)題,可將端子置于樹(shù)脂中固化后再進(jìn)行打磨。
拉伸試驗(yàn)
(1)抗拉強(qiáng)度

(2)拉伸試驗(yàn)方法
按圖7的試驗(yàn)方法,解除絕緣壓接,在距導(dǎo)體壓接區(qū)約200mm處去除絕緣皮,導(dǎo)體末端反向焊接在導(dǎo)體上形成拉伸環(huán)。
使用專用夾具固定端子,并使引線與導(dǎo)體壓接區(qū)處于平直狀態(tài)后,對(duì)拉伸環(huán)進(jìn)行拉伸試驗(yàn)。
試驗(yàn)時(shí)不應(yīng)使用爆發(fā)力。可通過(guò)拉力試驗(yàn)機(jī)進(jìn)行試驗(yàn),機(jī)頭的移動(dòng)速度在25-50mm/min之間。試驗(yàn)過(guò)程中觀察記錄導(dǎo)體的最大拉力值,應(yīng)符合其線徑的規(guī)定。
雙線并壓應(yīng)對(duì)每根導(dǎo)線逐一進(jìn)行試驗(yàn)。


來(lái)源:Internet


