對Cpk不了解的工程師,可能不知道Cpk=1.33這個代表的是什么意思,為什么Cpk>1.33才可以進行批量生產?如果滿足這個要求,做出來的零件能有多少良品,或者多少不良品?
很顯然,Cpk的取值從字面上,看不出其代表的意思,如果換一種說法,一百萬個零件里面有63個不良品,即PPM=63,就很直觀了,也更容易理解。
道理是這個道理,但是一百萬個零件里面的63個不良品,是怎么計算或者檢測出來的,難道需要一個一個去檢測嗎?如果不是,那應該要怎么樣做呢?
接下來展開介紹:
一個零件,生產出來后,就會存在兩種可能,即合格與不合格。那么怎么判斷合格與不合格呢?主要有以下兩種方法:
首先,最簡單粗暴的方法是,全檢,即針對零件上的所要檢測的要素按檢測標準進行檢測,比如工程圖中的尺寸要素,如果檢測滿足公差要求,就表示零件是合格的,反之就不合格。
全檢的檢驗誤差與測量工具、批量大小、不合格率高低、檢驗員水平、責任心強弱等因素有關,因此,全檢也會存在錯檢、漏檢的可能。據統計,在一次全檢中,平均只能檢出70%的不合格品,如果希望得到100%的合格品,需要重復多次全檢。
顯然,全檢這種方法耗時,成本高,一般只適合生產批量小、生產質量不穩定、要求高的情況。
另外一種方法是,抽檢,從一批零件中按一定的抽樣方法抽取少量零件(樣本) 進行檢驗,根據樣本中的零件的檢驗結果來推斷整批零件的質量,當然,這里所說的質量通常是指質量指標,例如不良率ppm,當這一批零件的質量指標滿足預先設定的標準時,表示該批零件認為是合格的,可以接收,否則拒收。
抽檢相對于全檢,其優點是節省時間,人工,成本低,適合生產批量大、生產質量穩定、要求不高的情況。
但是,抽檢會有一定比例的不合格品摻在該批次零件中,只要抽檢的零件數量小于待發貨的數量,那么沒有被檢驗的產品就有不合格的可能性,可能性的大小(即不良率),我們就必須用數學工具對其進行量化評估,然后控制不良率在一個可接受的范圍。
那么,抽檢的不良率如何計算呢?
假設,有一零件的某個尺寸,其呈正態分布,計算不良率。
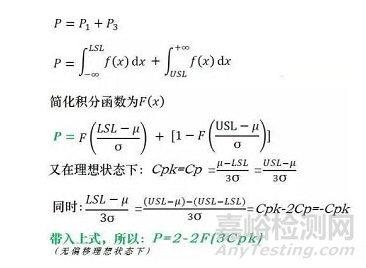
由上圖,我們可知不良率為超過上規格線USL部分的面積,以及超過下規格線LSL部分的面積的總和。即:P=P1 + P3。
這里,我們引入正態分布的面積函數,標準正態分布函數F(x)。該函數通過輸入值x,可以得到相應的(-∞,x)的面積,即概率面積。
至此,我們得到了Cpk和不良率(PPM)的關系:
①:PPM=1000000*[2-2F(3Cpk)]
②:良品率=1-P = 2F(3Cpk)-1
注:當過程輸出的均值漂移時,Cpk≠Cp,建議使用要用積分函數進行計算。
注:計算時,標準正態分布函數F(x)需要查閱相關的附表,當μ=0,σ=1時的正態分布是標準正態分布。
例如,當x=3,即Cpk=1時,通過計算器(如下圖),得出F(x)=0.998650,
即F(3Cpk)=0.998650。
所以,PPM=1000000*[2-2F(3Cpk)]=2700,
良品率=1-P = 2F(3Cpk)-1=0.9973
當Cpk取不同得值時,對于得不良率PPM和良品率如下:
通過全檢的方式,把不良品一個一個剔除,很容易算出不良率,但是當批量較大時,綜合成本會很高。如果我們采用抽檢的方式,同樣可以計算此批次的不良率,但是其計算過程比較繁瑣,通常,會采用Cpk去表征,Cpk是過程能力指數,反映的是持續生產良品的過程制造能力。過程能力低,相對應的肯定產生較多不良品,即不良率高;相反,如果過程能力高,那么不良率就低。
比如,大批量生產某一個零件,零件的其中一個尺寸,如果滿足一定的公差要求,表示該零件是合格的。這里我們可以通過抽檢的方式,計算此尺寸的Cpk。不同的Cpk值,對應的制程能力如下圖,一般情況下Cpk達到1.33以上才可以進行批量生產。
注:做CPK分析時必須是有前提條件的:是連續性、單件產品的生產,且過程比較穩定(包括設備、工裝、量具、人員技能符合要求)的情況下進行統計分析才有實際意義。
那為什么Cpk達到1.33以上才可以進行批量生產?
為什么是1.33而不是其他數字?
上面已經推導出PPM的公式,即PPM=1000000*[2-2F(3Cpk)],注意這里F(3Cpk),實際上西格瑪水平=3Cpk(σ),(無偏移情況下),推導過程如下圖。
即當Cpk=1.33時,西格瑪水平=3*1.33(σ)=3.99(σ)≈4(σ),也就是說當Cpk=1.33時,即表示品質已經達到了4σ的能力,如下圖。
下圖為不同的Cpk,對應西格瑪水平、PPM的值。

這里需要區分西格瑪和西格瑪水平的含義:
西格瑪:也即標準偏差,用來衡量一組數據偏離均值程度的統計量,用希臘字符σ來表示。
西格瑪水平:是將過程輸出的平均值、標準差與質量要求的目標值、規格限聯系起來進行比較,是對過程滿足質量要求能力的一種度量。西格瑪水平越高,過程滿足質量要求的能力越高;反之,西格瑪水平越低,過程滿足質量要求的能力越低。
我們常常聽說的六西格瑪,是一種質量管理方法,以有效的方式實現組織設定的目標,使將成本和缺陷率盡可能保持在最低點。
當管理達到6個西格瑪水平時,代表質量趨于完美水平,6個西格瑪水平并不容易達到,大部分企業在4個西格瑪水平,此時的PPM為63,一般企業能接受;如果在3個西格瑪水平,此時的PPM為2700,似乎偏大了;如果在5個西格瑪及以上水平,此時的PPM不到1,但可能需要花費非常高的成本才能達到這個水平。
因此,結合質量和成本考慮,當管理達到4個西格瑪水平左右時,可以不用投入過高的成本,其不良品又能接受,于是行業內綜合考量后定下了4個西格瑪水平這個折中的標準,此時的Cpk=1.33,所以,行業內一般建議Cpk達到1.33以上才再進行批量生產,就比較劃算。當然,這個也看具體行業,比如制藥公司、飛機制造商、汽車制造商等對安全性要求較高的企業,都必須在6σ或更高的σ水平上運作,此時Cpk≥2。