您當前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網(wǎng) 2022-06-20 13:11
塑膠件止口的設(shè)計原則
01 止口的含義
止口結(jié)構(gòu),在產(chǎn)品結(jié)構(gòu)設(shè)計上也是一種常見的結(jié)構(gòu),對于有經(jīng)驗的工程師那是再熟悉不過了,然后對于初學(xué)者來說,他們并不一定知道,更談不上理解,所以,為了幫助初學(xué)者理解,對止口的概念稍加文字介紹。
止口:止,從字面上理解是停止、禁止、限制的意思,比如說適可而止、淺嘗輒止、望梅止渴;而在產(chǎn)品結(jié)構(gòu)上通常表示限位的意思(即限制零件的移動,主要是對X軸和Y軸的限位,Z軸方向的限位通常通過螺絲或者卡扣之類的聯(lián)接結(jié)構(gòu)限位),由于其在結(jié)構(gòu)上是一對凹凸結(jié)構(gòu),有點像人合上的嘴巴,所以稱為止口。
02 止口的結(jié)構(gòu)形式
止口的一般分類:

1、單止口:為最常見的止口,由公止口和母止口組成,從外形上看是一對凹凸的結(jié)構(gòu),這對凹凸結(jié)構(gòu)分別設(shè)計在兩個配合的零件上,沿著側(cè)壁內(nèi)邊凸出來的部分(加膠)稱為公止口,沿著側(cè)壁內(nèi)邊切掉凹下去的部分(減膠)稱為母止口。
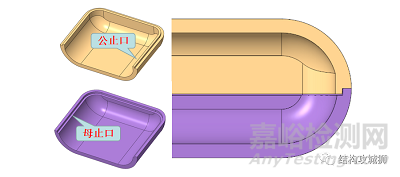
公止口一般設(shè)計在壁厚較薄的殼體上,母止口一般設(shè)計在壁厚較厚的殼體上。
因為母止口需要往內(nèi)切掉一部分膠厚,把母止口設(shè)計在壁厚較厚的殼體上可以有足夠厚度被切除。這里需要注意的是,
為了防止厚薄印(應(yīng)力痕),切掉的部分厚度和深度不能太大;
如果無法避免應(yīng)力痕,外殼若做白色(紋面或高光面)應(yīng)力痕基本不太明顯,做黑色高光面效果稍好些但還是不能完全消除,黑色紋面效果應(yīng)力痕是較嚴重的。
2、雙止口:是相對于單止口而言,雙止口實際上是由兩個正反的單止口合并成新的止口,主要有以下兩種結(jié)構(gòu)形式:
1)單公止口+雙母止口,這種形式主要應(yīng)用于上殼體厚度較薄,且對外觀段差有要求的結(jié)構(gòu),下殼的雙母止口可以限制上殼往里和往外的變形。

2)雙公止口+雙母止口,這種形式主要應(yīng)用于上下殼體厚度都較厚的結(jié)構(gòu),這種結(jié)構(gòu)在外觀上的段差可以控制很小,這種結(jié)構(gòu)也稱為密封性止口結(jié)構(gòu),,如做防水結(jié)構(gòu),中間增加膠圈或超聲波焊接可起到防水作用;如做喇叭音腔,中間加泡棉也可起到密封音腔的作用,但此種止口結(jié)構(gòu)要求殼體壁厚較大,一般需要2.5mm以上,否則母止口外緣就比較薄,外觀容易產(chǎn)生厚薄印(應(yīng)力痕)。

3、反止口:也稱反插骨,反限位的意思,反止口為母止口的反向止口,一般配合單止口一起設(shè)計,主要用于上下殼體都較薄的結(jié)構(gòu),反止口實際上是雙母止口的簡化,因為殼體沒有足夠壁厚去做雙母止口,通過設(shè)計局部的筋位,所以通常反止口有以下幾種結(jié)構(gòu)形式。

1)單反止口,這種反止口一般用于小型零件,結(jié)構(gòu)簡單,缺點是強度不夠。
2)雙反止口,這種反止口較為普遍,最為常用,成對設(shè)計是為了保證強度。
3)這種止口主要用于空間不夠的零件,沒法做雙反止口,此種止口強度好,缺點是結(jié)構(gòu)沒雙止口簡單,但也不失為一種好結(jié)構(gòu)。
4)這種止口也是用于空間不夠的零件,沒法做雙止口,此種止口缺點是需要在另一個殼上切出相應(yīng)的母止口,膠厚突變外觀有厚薄印(應(yīng)力痕)風險,設(shè)計時注意圓角緩和過渡。
03 止口的作用
理想的外殼是不需要拆件的,但在現(xiàn)實中,需要考慮到制造工藝以及裝配工藝(DFMA),外殼需要拆分成若干零件,相鄰兩個互相配合的零件之間就會存在結(jié)合縫隙,那零件結(jié)合處為什么需要設(shè)計止口?
首先通過以下三個生活中的例子,你就很容易理解止口結(jié)構(gòu)所起到的作用。
以上現(xiàn)象是因為門與門框之間沒有形成嚴密的止口結(jié)構(gòu),對于產(chǎn)品設(shè)計來說,是不希望產(chǎn)品出現(xiàn)這樣的情況,因而目前不少公司都在致力于無縫隙(少縫隙)的拆件結(jié)構(gòu),即一體化結(jié)構(gòu)設(shè)計,這方面尤其以蘋果公司產(chǎn)品為代表。
比如以下蘋果的某款電源設(shè)配器,常規(guī)的設(shè)配器采用的是上下殼,然后通過超聲波焊接,但是上下殼之間會存在接縫,如下圖左邊兩款;下圖右邊款采用的是塑膠Unibody工藝,外殼一體注塑成型,中間的夾線通過后期打磨去除,幾乎看不到痕跡。
有關(guān)于塑膠一體化設(shè)計的更多相關(guān)介紹,可以點擊這篇文章查閱:Unibody一體成型工藝(塑膠篇)。
雖然塑膠一體化設(shè)計好處多多,但是成本高(包括設(shè)計成本、模具成本、后處理成本等),對于普通的產(chǎn)品來說,采用上下殼拆件的方式還是目前主流,但是兩個互相配合的零件之間需要設(shè)計止口,止口所能起到的作用如下:
1、起到遮蔽的作用,兩個相互配合的殼體本身是存在一條縫,對于容易變形的塑膠件,如果沒有止口結(jié)構(gòu),由于縫隙不均勻,即使是功能沒問題,但從外觀上看就讓人感覺低端,質(zhì)量差,縫隙大點的話甚至可以看到里面的零部件。

2、起限位作用,防止或減小兩個相互配合的殼體裝配時產(chǎn)生偏位或段差。如果兩個相互配合的殼體零件長寬(XY)兩方向設(shè)計有止口,那么這兩個零件在XY方向上是互相被限位的,也可以理解成定位,這是有利于裝配的;同時,還可以在特定方向上矯正零件的變形,如下圖,A殼限制B殼往里(紅色箭頭方向)變形,同時B殼限制A殼往外(黑色箭頭方向)變形。

以上為單止口,A殼有可能往里變形,B殼有可能往外變形,如果B殼上設(shè)計有反止口,那么AB殼互相限制對方往里或往外變形,可以有效控制外觀段差。

3、起到密封作用,如圖,在母止口可以容納超聲波熔膠或O型圈可起到防水作用。

4、起到防靜電(ESD)作用,上面已經(jīng)有提到,一個理想的一體化殼體是不需要拆件,也就能達到密不透風的,靜電也就無從而入,當然不會有靜電問題了。但實際的殼體在配合處一定會有縫隙,所以一定存在ESD隱患。
如果將釋放的靜電看成是洪水的話,那么主要的解決方法與治水類似。可能很多項目處理ESD的方法不盡相同,但最終都可以歸結(jié)為三條方案,“堵”--“疏”--“絕”。
其中,“堵”的方法屬于機械結(jié)構(gòu)方法,即在AB殼的結(jié)合處設(shè)計一圈止口,止口的作用就是起到靜電墻作用,將靜電隔離到外殼之外,讓靜電難以直接進來,即使有部分強度較大的能穿透進去,也因止口的作用使得這部分靜電的能量大大減弱。(需注意的是設(shè)計時盡可能保留整圈止口的完整,保證完整的靜電墻)
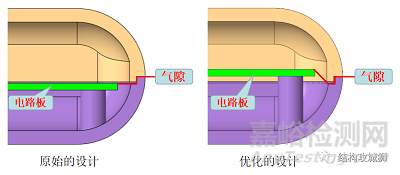
如果止口附近有電路板,盡量增加殼體的厚離,即增加外殼到電路板之間的距離D,根據(jù)經(jīng)驗,10kV的ESD在經(jīng)過4mm至5.00mm的距離(此距離包含殼體的壁厚)后能量一般衰減為零。

或者通過一些等效方法增加殼體氣隙的距離,這樣可以避免或者大大減少ESD的能量強度,下圖中,把電路板移高到公止口側(cè),增大了氣隙距離,(如果電路板高度無法改變,可以通過把上下殼的止口對換,同樣可以增大氣隙距離)。
04 止口的設(shè)計原則
功能原則
外觀質(zhì)量原則
加工工藝原則
1、功能原則
1)合理選擇止口結(jié)構(gòu)形式
設(shè)計止口時首先要明確止口所起的作用,因為不同的止口結(jié)構(gòu)形式多起到的作用不盡相同,比如,需要密封結(jié)構(gòu),那么優(yōu)選雙止口結(jié)構(gòu);如果殼體的壁厚較薄,那么優(yōu)選單止口結(jié)構(gòu);如果需要起到防靜電作用,那么應(yīng)盡量保留整圈止口的完整性。
2)反止口的設(shè)計在保證本身功能同時不能影響其他結(jié)構(gòu)功能
反止口應(yīng)對稱布置且間距合理,同時應(yīng)避開卡扣位置(不能離扣位太近,否則扣位變形困難)
2、外觀質(zhì)量原則
1)外觀段差
由于塑膠件易變形以及尺寸偏差大等缺點,同時這些缺點還受到塑膠材料、結(jié)構(gòu)、模具、注塑工藝等諸多因數(shù)的影響,因此接縫處的段差控制一直是一個棘手的問題。
以下是較常用的單止口結(jié)構(gòu)主要配合尺寸(僅供參考,部分尺寸取值范圍應(yīng)根據(jù)實際產(chǎn)品情況做適當調(diào)整):

A:公母止口配合面間隙尺寸,一般做到0.05~0.1即可;(由于塑膠難做到高精度,且存在變形,太小容易干涉,太大起不了作用)
B:公母止口避空尺寸,防止止口干涉,一般做到0.1~0.2;(因為公母止口接合處已做零配,此處做避空即可)
C:公止口倒C角,可利于裝配,一般做到C0.3~0,5;
D:母止口過渡圓角,此處膠位厚度變化較大,做圓角可以減小外觀應(yīng)力痕,一般做到R0.3~0,5;
E:公止口高度,一般做到0.8~2mm,具體看制品大小;
F:母止口外觀面膠厚,應(yīng)大于壁厚的一半,否則此處外觀容易產(chǎn)生應(yīng)力痕;
G:反止口的寬度,不能太小,太小強度不夠,最好不少于一個壁厚;
H:反止口的高度,一般不少于1mm也不要高于分型面太多,太高意義不大,保證有一定有效配合高度(減去斜角高度后)即可;
K:反止口倒C角,可利于裝配,一般做到C0,5~C1.0;
N:反止口與公止口之間間隙,一般做到0.05~0.1即可,不建議零間隙配合,因為模具不一定做得很準,試模出來后產(chǎn)品一般都跟圖上有點誤差,如零間隙配合,后面就沒有加膠的余地了。
其中,以上尺寸A和尺寸N是影響段差控制比較重要的尺寸,對于小型產(chǎn)品來水,取0.05-0.1基本能滿足要求;對于中大型產(chǎn)品來說,此兩個間隙尺寸的取值應(yīng)根據(jù)外殼的最大外形尺寸的公差值進行調(diào)整,因為對于注塑件來說,外形尺寸越大,其公差值就較大,如下表。

所以,對于小型產(chǎn)品,其外形尺寸變化小,即使有小超差或局部小變形,也能通過止口和反止口(即尺寸A和尺寸N)把變形部分拉回合理范圍,減小外觀段差。但是對于大中型產(chǎn)品,其外形尺寸變化大,很難通過止口和反止口控制段差處于很小范圍,因此,對于這類產(chǎn)品,一般通過在接縫處設(shè)計美工線,使得段差跨度增大,減小刮手感。

對于超差過大的外殼,即使止口結(jié)構(gòu)能夠拉回部分外形,也會導(dǎo)致其他部分變形,最后整個段差會不均勻,這也是不能接受的,因此,控制段差最重要的是把外形尺寸管控好,使其能夠適應(yīng)所設(shè)計的止口間隙。
2)外觀應(yīng)力痕
應(yīng)力痕,即厚薄印,常出現(xiàn)在壁厚變化過大處,由于收縮不一致,導(dǎo)致存在收縮應(yīng)力,收縮應(yīng)力把較薄處的塑膠往里拉,在外觀上就會看到類似凹坑的印子,也可理解為收縮痕。
以上止口尺寸中,E(公止口高度),也對應(yīng)母止口的深度尺寸,不宜太大,同時,F(xiàn)(母止口外觀面膠厚),應(yīng)至少為壁厚的一半,否則此處外觀容易產(chǎn)生應(yīng)力痕。
3、加工工藝原則
1)模具加工工藝
反止口筋位直接的間距不能太小(一般3mm以上),保證此處的模具鋼料有足夠強度。

2)成型工藝
公止口的寬度不能太小,太小成型困難且強度不夠,建議一般取0.6以上。


來源:結(jié)構(gòu)攻城獅


