您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2025-04-07 15:08
火力發電廠閥門主要用于控制流體壓力、流量和流向,是保障電站安全運行的重要附件,其中閥桿是軸類零件,由外圓柱面、外圓錐面、外螺紋等組成,上部連接執行機構或手柄,下部直接帶動心部移動或轉動,是閥門重要的傳動部件。在閥門啟閉過程中,閥桿除承受軸向外力和傳動機構的扭矩外,同時還受到高溫高壓介質的沖擊和腐蝕,因此容易在應力集中部位發生斷裂事故。
研究人員總結了最近幾年國內電廠閥桿的斷裂案例,并結合自身在工作中遇到的問題,將引起事故的原因分為閥桿自身因素和外部因素兩大類,以為火電廠閥桿斷裂原因分析提供參考。
1.自身因素
1.1 閥桿材料原因
1.1.1 錯用材料
錯用材料可能會使服役期間閥桿的力學性能不滿足閥門廠家的設計要求,容易在應力集中部位產生裂紋,最終導致閥桿斷裂。王志武等分析了300MW汽輪機高壓主汽閥閥桿斷裂的原因,發現該閥桿選用20Cr2MoVCu鋼,而并非設計材料2Cr12NiMoWV鋼,在加工過程中,熱處理溫度過高使材料的晶粒粗大以及綜合力學性能較差,造成材料不滿足服役的要求。
1.1.2 材料組織劣化
絕大多數閥桿處在高溫工況下,長時間的高溫服役易造成材料組織劣化。晶界附近網狀碳化物的析出可導致材料的力學性能不滿足標準要求,增加閥桿斷裂的潛在風險。彭以超等研究了亞臨界300MW 機組高壓主汽閥閥桿斷裂的原因,結果表明材料為C422鋼的閥桿由于服役時間較長,在晶界附近產生較多網狀碳化物,造成晶界弱化,材料的抗拉強度與屈服強度均低于標準值。
1.1.3 硬化層
隨著電廠載荷的變化,閥桿在使用過程中不間斷地上升與下降,與周圍部件產生摩擦,閥桿一直處在交變的高壓蒸汽沖擊應力和高溫熱應力場中,因此要求材料必須具備較高的耐磨和抗疲勞特性。常用的方法是采用滲氮技術提高材料表面硬度,同時保持心部良好的韌性,使閥桿獲得較好的使用性能。對于缺口敏感的變徑處,滲氮層會增加變徑部位表層材料的脆性,使微裂紋在該處萌生并擴展(見圖1),因此對于缺口敏感的變徑部位,在滲氮過程中應遮蓋或者在滲氮后采用機械加工的方式去除表面硬化層。

1.1.4 冶煉工藝
閥桿一般由非真空冶煉→電渣重熔→壓機鐓拔開坯→完全退火→表面磨光→軋制→等溫退火→調質→校直→表面酸洗磨光等工序制造而成。如果冶煉工藝處理不當,可能會在材料中引入非金屬夾雜物等缺陷。在閥桿的橫斷面上,非金屬夾雜可以呈點狀、片狀、鏈狀或團塊狀分布,嚴重的夾雜物容易引起材料的開裂或降低其使用性能。張學星等對X39CrMo17-1不銹鋼閥桿的斷裂原因進行分析,發現閥桿心部存在硫化物類非金屬夾雜物,級別為2.5級,已達標準要求的上限;且材料的沖擊性能不滿足相關標準要求,說明冶煉質量不佳是導致事故發生的一個重要原因。
1.1.5 熱處理工藝
熱處理是閥桿制造工序的重要環節,熱處理工藝的好壞決定著閥桿最終使用的綜合性能。周麗琴等研究了電動閘閥桿的斷裂原因,發現閥桿熱處理調質環節的淬火和回火保溫時間不足,使沖擊韌度遠低于標準要求,材料脆化。同時,調查發現這只是個例情況,分析認為可能是個別閥桿因裝爐方式不當而在熱處理過程中出現了異常。此外,熱處理不當可能會造成閥桿鍛造過程中產生的帶狀組織無法消除,使材料的力學性能產生各向異性,即沿著帶狀縱向的強度高、韌性好;橫向的強度低、韌性差。若閥桿在服役期間受到沿帶狀組織橫向的應力作用,就極易發生斷裂事故。
1.1.6 機械加工
機械加工也是閥桿制造工序中必不可少的環節,如果處理不當可能會造成加工刀痕,使材料產生原始缺陷,易在加工刀痕應力集中處提前產生裂紋源,增加了服役過程中的風險。江國棟等研究了汽輪機閥桿在退刀槽處的斷裂原因,結果在斷口附近退刀槽外表面發現較大的加工刀痕[ 見圖2(a)],經放大觀察,可見這些加工刀痕已形成許多裂紋,且裂紋已向內部擴展[見圖2(b)]。

1.2 閥桿結構原因
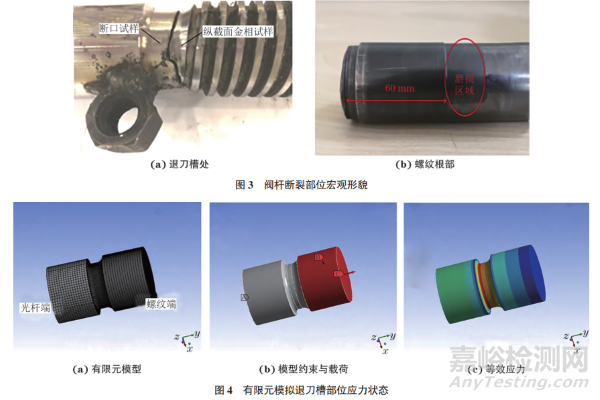
閥桿斷裂位置基本都在退刀槽、螺紋根部等變徑部位(見圖3),閥桿變徑處的結構形式一方面造成應力高度集中,另一方面縮小了承載面積,是閥桿整體最薄弱的部位。張學星等對閥桿退刀槽部位的應力狀態進行了有限元模擬分析。首先將螺紋部分簡化為直桿,并且在中間變徑區域細化網格[見圖4(a)];然后在底部施加固定約束,在上部施加200N·m的扭矩和500N的拉力[ 見圖4(b)];最終通過等效應力云圖[ 見圖4(c)]發現在變徑處存在應力集中,且整個退刀槽部位的受力和兩端相比較大,是造成閥桿斷裂的危險區域。
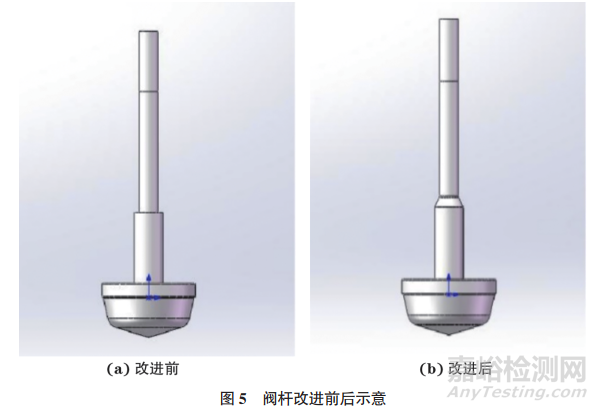
因此,最好在閥桿的變徑部位設置圓滑過渡,以緩解應力集中造成的潛在危害(見圖5)。廖煜輝對改進前后的閥桿10% 開度下的應力狀態進行模擬(見圖6),改進優化前閥桿變徑直角階梯處等效應力分布極不均勻,有局部出現應力過高的狀況,其中最大值為4.3167MPa;優化后的等效應力分布比較均勻,等效應力為3.3458MPa,改善效果明顯。

2.外部因素
2.1 服役條件因素
電廠閥桿一般在高溫高壓的工況中服役,機組正常運行條件下,閥門內的蒸汽壓力和溫度變化幅度不大,此時只要所用閥桿材料的性能滿足要求,發生斷裂的情況極少。然而,目前火電機組在運行過程中常常伴隨啟停、載荷波動以及深度調峰等情況,此時閥門內的蒸汽壓力和溫度將會不斷變化,產生交變的沖擊應力和熱應力,在該條件下服役的閥桿易發生疲勞斷裂。引起疲勞斷裂的應力一般遠低于材料的強度極限,有時甚至低于彈性極限,且具有突發性,因此危險性極大。
2.2 閥門結構因素
閥門結構設計不合理可能會造成閥桿的高頻振動,導致閥桿疲勞斷裂。廖源等研究了高壓調閥閥桿的振動問題,發現振動是閥殼進汽腔室設計不合理引起的:汽缸上半部的2個調門閥殼腔室相通(下半部相同),蒸汽從左右2根管道進入同一腔室,腔室內流場復雜,汽流激振力頻率一旦與閥芯零件固有頻率接近,調閥閥芯零件將產生振動,特別是閥門小開度或僅開啟1 只閥門時,振動強度更大,對設備的破壞程度也更大。
2.3 閥門附近管道布置
研究人員在分析一起高旁閥閥桿斷裂事故時,發現機組高旁閥與主蒸汽管道通過T型三通和大小頭連接,主蒸汽管道與高旁閥距離設計值為941mm,現場實際測量值為1200mm。閥門廠家安裝手冊中說明:“上游閥門的入口需要一段直管道,直管道長度為5倍管道內徑,且最短為2~5m,在這個部分不能有任何部件,特別要盡量避免T型接頭,如果有多余的設備安裝在閥門上游管道,延長直管道距離是必須的”。
標準DL/T 5054—2016《火力發電廠汽水管道設計規范》中要求“:亞臨界及以上參數機組主蒸汽管道的合流或分流三通宜采用斜三通或‘Y’型三通等,汽輪機旁路閥前應有一定的直管段,其尺寸和布置要求應與制造廠協商確定”。現場實際閥門上游直管距離僅為1 200 mm,小于閥門廠家要求的最小直%管長度,且通過T 型三通連接,閥門在開啟狀態下易發生振動幅度增大的情況,影響閥桿的疲勞壽命。
3.結語
總結了電廠閥桿發生斷裂的各種因素,可以明確的是,斷裂事故一般不是由單一因素造成的,而是多因素共同作用的結果。因此,在對斷裂原因進行分析時,應盡可能從多方面查找問題。對閥桿斷裂形式和原因的深入分析可為閥桿材料在設計、制造加工、服役,以及機組在設計、運行方面存在的問題提供指導意見,保證火電機組的平穩、安全運行。
作者:閆敬明
單位:中國大唐集團科學技術研究總院有限公司西北電力試驗研究院 材料研究所
來源:《理化檢驗-物理分冊》2025年第1期

來源:理化檢驗物理分成


