您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2025-03-03 15:43
摘要
本文介紹了一款應用于鋁型材上的耐水煮型戶外消光劑,采用高壓水煮測試,涂層無發白現象,適用于戶外長期接觸高溫高濕氣候的器物表面,能較大程度提高其使用壽命。
引言
粉末涂料[1-2]是涂料領域中一種重要零VOC排放的綠色涂料,隨著國家綠色環保的政策推動下,正在進入一個飛速發展的時期。
粉末涂料是一種以樹脂為基料,配以固化劑、顏料、填料和助劑制得的配方材料,賦予被涂金屬基材優異的涂層性能和耐久性,其中裝飾性和保護性是粉末涂料的主要功能。
隨著消費者的審美觀念越來越傾向于休閑、時尚和個性化,以及高光澤的成膜涂層反光比較嚴重,對人的眼睛有害,這些因素就導致了人們對具有柔和外觀的低光澤涂料(尤其是20%光澤左右的啞光涂料)的需求急劇增加[3-5]。
目前市面上生產戶外啞光型粉末涂料的方法較多,但是基于一些成本、加工復雜度、沖擊、儲存性能的綜合考慮,最能夠讓大多數應用者接受的還是用TGIC體系搭配內擠戶外消光劑進行消光,光澤容易控制而且加工簡單。采用市售戶外消光劑進行消光的戶外啞光型粉末涂料耐水性能都較差,長時間暴露在潮濕、高溫的條件下會導致其涂層表面發白變色。因此,對于采用戶外消光劑生產的粉末涂層的耐水煮性能十分關鍵。
現行建材標準GB,AAMA,Qualicoat等都對涂膜耐水煮有一定要求,而各大型鋁型材廠其自身對鋁型材涂膜的耐候性和耐水煮性能也都有明確的相關標準。
本文主要根據GB/T5237.4—2017《鋁合金建筑型材第4部分:噴粉型材》中規定的耐沸水性測試方法:沸水高壓試驗(1h),來研究采用戶外消光劑生產的戶外啞光涂層水煮后涂層發白的影響因素及改進方法。
1. 實驗部分
1.1 原料
聚酯樹脂、填料、顏料、助劑等均為普通市售產品。
1.2 實驗設備
雙螺桿擠出機SLJ-33(圣士達);咖啡磨;靜電噴槍(吉本);烘箱(愛斯佩克);膜厚儀(BYK);水煮高壓鍋;鑷子;濾紙。實驗試劑:去離子水,符合GB/T6682中三級水規定的要求。
1.3 涂膜制備
底材為150mm×70mm馬口鐵板,前處理過程為:用240、360、600號砂紙依次打磨,95%乙醇常溫清洗30s,冷干。將制備好的粉末涂料,通過靜電噴涂設備均勻地噴涂于處理過的馬口鐵上,然后放入烘箱中烘烤,烘烤條件為12 min@200℃。
1.4 高壓水煮檢測方法
在高壓鍋中注人2/3容積的去離子水,將約50mm長的樣板垂直置于水中,樣板應在水面10mm以下,但不能接觸容器底部,加熱至壓力達(0.1±0.01)MPa,并保持恒壓1h后,取出并擦干樣板,目視檢查水煮后涂層表面的發白情況。
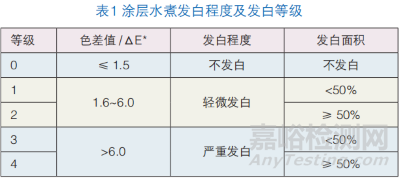
1.5 水煮涂層評級方法
按GB/T11186.2和GB/T11186.3測定和計算水煮前與水煮后的樣板之間的總色差值(ΔE*),同時觀察涂層發白的面積,按色差值和發白面積大小進行評級,見表1。
2. 結果與討論
2.1 消光劑水煮性能對比實驗
選取市售的不同廠家戶外消光劑,按表2設計的配方稱取物料,將物料混合均勻,加入雙螺桿擠出機混煉擠出,冷卻后將其破碎、磨粉過篩。

將分別制作的粉末涂料,用靜電噴涂設備均勻地噴涂于處理過的樣板上,然后放入200℃烘箱中烘烤12min后取出,冷卻至室溫后,做高壓水煮測試,結果如表3。
從水煮實驗看,加入消光劑的消光樣板經過高壓水煮后,整個樣板表面發白,而空白對比樣水煮后無明顯變色,說明啞光型粉末涂層耐水性差的主要影響因素是消光劑,并且市面上的大多數消光劑在耐水煮性能方面都很差,分析與消光劑成分的搭配有較大關系。
目前市售的低光澤度的消光劑,大部分采用不相容反應型丙烯酸聚合物、復合催化劑和蠟等復配而成,為探究影響水煮性能的具體因素,將消光劑的各組分單獨做水煮測試。
2.2 影響水煮的消光劑主要成分實驗
將消光劑中的各主要組分,按照表4的設計配方稱取物料,將物料混合均勻,加入雙螺桿擠出機混煉擠出,冷卻后將其破碎、磨粉過篩。
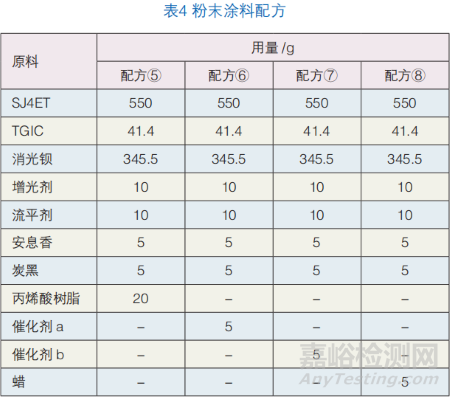
將分別制作的粉末涂料,用靜電噴涂設備均勻地噴涂于處理過的樣板上,然后放入200℃烘箱中烘烤12min后取出,冷卻至室溫后,做高壓水煮測試,結果如表5。

從表5的實驗數據可看出:在復合型消光劑中,樹脂和蠟粉等對于涂膜水煮發白影響極小,可以忽略不計。但是不同的催化劑對于水煮發白差別非常大,催化劑b水煮發白最嚴重,因此不同的催化劑是導致涂膜水煮發白的主要因素。
在粉末涂料中,可以用作消光劑的催化劑種類比較多,有季銨鹽、季鹽、有機金屬鹽等,部分催化劑經過高壓、高溫水煮后,會水解成帶有有機基團的陰離子和金屬陽離子,陽離子與水中的H+或OH−發生化學反應,生成的產物附著在涂膜表面,從而造成了水煮之后涂膜發白的現象,因此,要想改善消光劑的水煮性能,就要選擇不易水解的催化劑。經過調查篩選,另選取了5種催化劑,繼續進行水煮性能測試。
2.3 不同催化劑水煮實驗
將選取的5種催化劑,編號為催化劑c、d、e、f、g,按照表4設計的配方進行樣板制作,高壓水煮結果如表6所示。

從表6可得出:五種不同的催化劑,經過高壓水煮后,涂膜發白缺陷都有很大的改善,發白程度輕微。但催化劑g水煮后有大量小氣泡,水煮性能不通過。因此,選取前4種c、d、e、f催化劑,將它們分別配成消光劑,進行綜合性能測試。
2.4 消光劑的篩選試驗
將選取的c、d、e、f四種催化劑,取代原有的催化劑b,再分別復配成對應的戶外消光劑C、D、E、F,按照設計的表2配方進行樣板制作,高壓水煮結果見表7。

根據表7可知:將選取的4款催化劑復配成的消光劑,高壓水煮性能與市售普通的消光劑對比都有很大的提升,但從綜合性能對比看:催化劑c、f的消光催化效果不佳,光澤偏高,達不到使用要求;催化劑d的催化效果太快,流平太差,且反沖不通過,達不到使用要求;而催化劑e復配成的消光劑,不僅水煮性能好,同時,消光、流平等應用性能與市面上的消光劑效果一樣。
2.5 耐水煮消光劑HM25綜合性能測試
將用催化劑e復配而成的耐水煮型消光劑牌號規定為HM25,將其做聚酯適應性、烘烤穩定性和耐候性等綜合性能測試。
2.5.1 HM25與聚酯的適應性分析
選用不同的聚酯,分析消光劑HM25消光效果,以及比較聚酯的適應性情況,結果見表8。

從表8中數據可知,耐水煮型消光劑HM25的消光效果與市面上的消光劑一樣,同時,由于HM25配方中催化劑種類的優化,提高了對聚酯的選擇性,同時,對CC2441等耐候性等級高聚酯,HM25也起到了很好的消光效果。
2.5.2 HM25的烘烤穩定性分析
消光劑的烘烤穩定性也是使用客戶考察重點之一,因為烘烤溫度的波動,會導致催化劑的活性波動,從而影響消光性能。為了驗證HM25的烘烤穩定性,將與SJ4ET進行打板測試,數據見圖1。

從圖1數據趨勢可以看出,新研發的耐水煮型戶外消光劑HM25烘烤穩定性極佳,對溫度的敏感性較好,不同溫度下光澤幾乎無明顯變化。
2.5.3 HM25對涂膜老化性能影響
選用QUV-B(313nm)紫外老化儀進行測試,在黑標準溫度(50±3)℃下輻照暴露4h,然后,在黑標準溫度(40±3)℃下無輻照冷凝暴露4h。輻照參數:黑板溫度50℃,輻照強度0.75W/m2;冷凝參數:溫度40℃,濕度80%。結果見圖2。
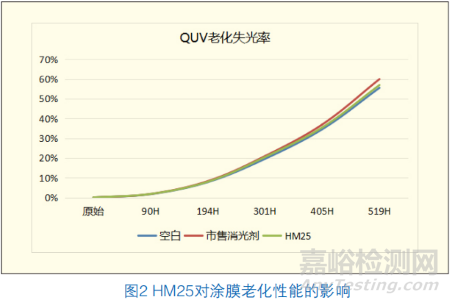
從圖2可以看出,隨著老化時間的延長,失光率逐漸增加。與空白樣板相比,加了消光劑HM25的樣板,其失光率與空白樣板差異不大,說明耐水煮型消光劑HM25對涂膜的耐候性影響不大。
3. 結語
本文對市面上戶外消光劑水煮發白的原因進行了分析,同時,經過實驗摸索探究,開發了新型消光劑HM25,不僅對涂膜表面高壓水煮發白等缺陷有明顯的改善,而且不影響其對聚酯的選擇性、穩定性及老化性能,具有非常好的市場前景。
參考文獻:
[1]于國玲,陳宛瑤.幾種新型粉末涂料的最新研究[J].現代涂料與涂裝,2020,23(10):15-17.[J].現代涂料與涂裝,2014,(10):18-22.
[2]王潑,謝靜,梁華勇,林文康.TGIC型與HAA型粉末涂層老化性能的對比研究[J].合成材料老化與應用,2019,48(1):10-13.
[3]鐘江海,何基財,廖列文,曾曉紅.純聚酯戶外消光粉末涂料的制備[J].現代涂料與涂裝,2003,(1):24-25.
[4]鄧琨,巴旭民.高柔韌性環氧丙烯酸消光熱轉印粉末涂料[J].涂層與防護,2019,40(09):19-22.
[5]吳鵬洲,戴碧珍,高慶福,李光.新型鋁輪轂用亞光透明粉末涂料的研制及應用[J].涂層與防護,2023,44(04):23-27.
來源:粉末涂料與涂裝2024-4 / 劉陽陽 吳宏波 ( 黃山華惠科技有限公司 )

來源:Internet


