您當(dāng)前的位置:檢測(cè)資訊 > 生產(chǎn)品管
嘉峪檢測(cè)網(wǎng) 2017-02-21 11:08
最近有很多電子行業(yè)的朋友問起:“有鉛工藝和無鉛工藝之間的差別到底在哪里?價(jià)格差那么大,對(duì)生產(chǎn)的影響到底體現(xiàn)在哪些方面?該如何選擇?”也有朋友一直在說無鉛工藝還不如有鉛工藝,無鉛工藝單波峰焊接不了等問題;今天就特地就這個(gè)問題和大家探討一下。
無鉛工藝趨勢(shì)
首先我們來看看有鉛和無鉛的趨勢(shì),隨著國際環(huán)保要求逐步提高,無鉛工藝成為電子產(chǎn)業(yè)發(fā)展的一個(gè)必然過程。盡管無鉛工藝已經(jīng)推行這么多年,仍有部分企業(yè)使用有鉛工藝,但無鉛工藝完全代替有鉛這是一個(gè)必然的結(jié)果。但是無鉛工藝在使用方面有些地方也許還不如有鉛工藝,所以我們以后要研究的是如何讓無鉛工藝更好地替代有鉛工藝。讓RoHS環(huán)保更廣泛的普及,達(dá)到既盈利又環(huán)保的雙贏目標(biāo)。
無鉛工藝的現(xiàn)狀
當(dāng)前國內(nèi)許多大公司也沒有完全采用無鉛工藝而是采取有鉛工藝技術(shù)來提高可靠性,在機(jī)車行業(yè)中西門子和龐巴迪等國際知名公司也沒有完全采用無鉛工藝進(jìn)行生產(chǎn),而是盡量豁免。

圖為:十溫區(qū)的回流焊
當(dāng)前有許多專業(yè)也認(rèn)為無鉛技術(shù)還有許多問題有待于進(jìn)一步認(rèn)識(shí),如著名工藝專家李寧成博士也認(rèn)為當(dāng)前的無鉛工藝技術(shù)的發(fā)展還沒有有鉛技術(shù)成熟,如先前的無鉛焊接采用的最多的Sn3Ag0.5Cu焊料合金,最近發(fā)現(xiàn)由于Cu的含量稍低,焊點(diǎn)可靠性有些問題,有人建議將Cu的質(zhì)量分?jǐn)?shù)提高到1%~2%,但是現(xiàn)在時(shí)常上還沒有這種焊料合金的產(chǎn)品。同時(shí)無鉛焊接的電子產(chǎn)品的可靠性數(shù)據(jù)遠(yuǎn)遠(yuǎn)沒有有鉛焊接生產(chǎn)的電子產(chǎn)品豐富。
有鉛工藝和無鉛工藝的比較
有鉛工藝技術(shù)有上百年的發(fā)展歷史,經(jīng)過一大批有鉛工藝專家研究,具有交好的焊接可靠性和穩(wěn)定性,擁有成熟的生產(chǎn)工藝技術(shù),這主要取決于有鉛焊料合金的特點(diǎn)。
有鉛焊料合金熔點(diǎn)低,焊接溫度低,對(duì)電子產(chǎn)品的熱損壞少;有鉛焊料合金潤濕角小,可焊性好,產(chǎn)品焊點(diǎn)“假焊”的可能性小;焊料合金的韌性好,形成的焊點(diǎn)抗震動(dòng)性能好于無鉛焊點(diǎn)。
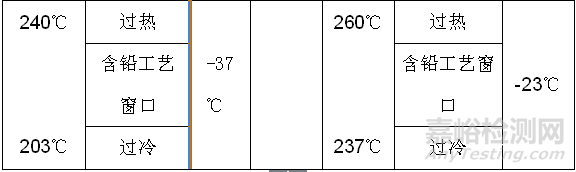
圖: 有鉛工藝窗口和無鉛工藝窗口對(duì)比
無鉛焊接工藝從目前的研究結(jié)果中摸索有可替代合金的熔點(diǎn)溫度都高于現(xiàn)有的錫鉛合金。例如從目前較可能被業(yè)界廣泛接受的“錫——銀——銅”合金看來,起熔點(diǎn)是217℃,這將在焊接工藝中造成工藝窗口的大大縮小。理論上工藝窗口的縮小為從錫鉛焊料的37℃降到23℃。實(shí)際上,工藝窗口的縮小遠(yuǎn)比理論值大。因?yàn)樵趯?shí)際工作中我們的測(cè)溫法喊有一定的不準(zhǔn)確性,加上DFM的限制,以及要很好地照顧到焊點(diǎn)“外觀”等,回流焊接工藝窗口其實(shí)只有約14℃。同信達(dá)有鉛錫線
不只是工藝窗口的縮小給工藝人員帶來巨大的挑戰(zhàn),焊接溫度的提高也使得焊接工藝更加困難。其中一項(xiàng)就是高溫焊接過程中的氧化現(xiàn)象。我們都知道,氧化層會(huì)使焊接困難、潤濕不良以及造成虛焊。氧化程度除了器件來料本身要有足夠的控制外,擁護(hù)的庫存條件和時(shí)間、加工前的處理(例如除濕烘烤)以及焊接中預(yù)熱(或恒溫)階段所承受的熱能(溫度和時(shí)間)等都是決定因素。


圖為:中型8溫區(qū)上下熱風(fēng)回流焊
由于無鉛焊接工藝窗口比起含鉛焊接工藝窗口有著顯著的縮小,業(yè)界有些人認(rèn)為氮?dú)夂附迎h(huán)境的使用也許有必要。氮?dú)夂附幽軌驕p少熔錫的表面張力,增加其濕潤性。也能防止預(yù)熱期間造成的氧化。但氮?dú)夥侨f能,它不能解決所有無鉛帶來的問題。尤其是不可能解決焊接工藝前已經(jīng)造成的問題。
在目前的回流焊接設(shè)備中,使用強(qiáng)制熱風(fēng)對(duì)流原理的爐子設(shè)計(jì)是主流。熱風(fēng)對(duì)流技術(shù)在升溫速度的可控性以及恒溫能力方面較強(qiáng)。在加熱效率和加熱均勻性以重復(fù)性等方面較弱。這些弱點(diǎn),在含鉛技術(shù)中體現(xiàn)的并不嚴(yán)重,許多情況下還可以被接受。隨著無鉛技術(shù)工藝窗口的縮小和對(duì)重復(fù)性的更高要求,熱風(fēng)對(duì)流技術(shù)將受到挑戰(zhàn)。
無鉛工藝和有鉛工藝技術(shù)特點(diǎn)對(duì)比表:
|
類別 |
無鉛工藝特點(diǎn) |
有鉛工藝特點(diǎn) |
|
|
焊料合金 |
焊料合金成分 |
有多種焊料合金可供選擇,目前逐步同意為Sn96.5Ag3Cu0.5(SAC305);最好回流焊接和波峰焊接都選擇同一款焊料合金。但是考慮到成本,許多廠家波峰焊接會(huì)選擇Sn99.3Cu0.7焊料。對(duì)生產(chǎn)現(xiàn)場(chǎng)焊料合金的使用造成混亂 |
無論是何種焊接方式,焊料合金一直采用Sn63Pb37,不會(huì)對(duì)生產(chǎn)現(xiàn)場(chǎng)焊料合金的使用造成混亂 |
|
焊料合金使用混亂 |
焊料合金使用混亂,目前有人提倡使用Cu的質(zhì)量分?jǐn)?shù)在1%~2%的合金,但是市場(chǎng)上還沒有此類產(chǎn)品 |
焊料合金單一 |
|
|
焊料成本 |
波峰焊接用的錫條和手工焊接用的錫線,成本提高2.7倍。回流焊接用的錫膏成本提高約1.5倍 |
焊料成本低 |
|
|
焊料合金熔點(diǎn)溫度 |
溫度高217℃ |
溫度低183℃ |
|
|
焊料可焊性 |
差 |
好 |
|
|
焊點(diǎn)特點(diǎn) |
焊點(diǎn)脆,不適合手持和振動(dòng)產(chǎn)品 |
焊點(diǎn)韌性好 |
|
|
焊料/焊端兼容性 |
焊端中不能含鉛 |
焊端中可以含鉛 |
|
|
能耗 |
焊接能耗 |
無論是波峰焊/回流焊/手工焊接,能耗比有鉛焊接多10%~15% |
能耗較低 |
|
設(shè)備需求 |
波峰焊 |
需要添加新的波峰焊機(jī) |
不需要(提升產(chǎn)能例外) |
|
回流焊 |
設(shè)備溫區(qū)數(shù)量要多,以增加調(diào)整回流溫度曲線靈活性。爐體長 |
也可以采用多溫區(qū)的設(shè)備,增強(qiáng)溫度曲線調(diào)整的靈活性 |
|
|
手工焊接 |
更換烙鐵頭 |
不需要更換 |
|
|
印刷/貼片機(jī) |
不需要更換,但是印刷/貼片精度要求更高 |
不需要更換 |
|
|
焊接工藝 |
水清洗工藝 |
不建議使用 |
可以使用 |
|
回流焊接 |
工藝窗口小,溫度曲線調(diào)整較難。焊點(diǎn)空洞難以消除。焊點(diǎn)上錫不好 |
工藝窗口大,溫度曲線調(diào)整較易。焊點(diǎn)空洞較好消除,焊點(diǎn)上錫較好 |
|
|
波峰焊接 |
焊點(diǎn)上錫不好,需要加快冷卻,錫槽合金雜質(zhì)含量檢測(cè)頻繁度加大,有可能生產(chǎn)現(xiàn)場(chǎng)需要檢測(cè)儀器 |
焊點(diǎn)上錫較好,錫槽合金雜質(zhì)含量檢測(cè)頻繁度不大,不需要生產(chǎn)現(xiàn)場(chǎng)檢測(cè)儀器 |
|
|
手工焊接 |
烙鐵頭損耗加快 |
烙鐵頭損耗較小 |
|
|
PCB要求 |
板材 |
可以沿用有鉛時(shí)用的板材,最好采用高Tg板材。采用高Tg板材,板材成本上升10%~15% |
板材不需要改變 |
|
焊盤處 理方式 |
有機(jī)可焊性保護(hù)(OSP),化學(xué)鎳金 |
熱風(fēng)整平,也可采用有機(jī)可焊性保護(hù)(OSP),化學(xué)鎳金 |
|
|
OSP特點(diǎn) |
焊盤平整,對(duì)印刷工序要求高,PCB保存時(shí)間短,對(duì)計(jì)劃要求高。對(duì)ICT測(cè)試有影響 |
||
|
化學(xué)鎳金 |
焊盤平整,對(duì)印刷工序要求不高,PCB保存時(shí)間長,對(duì)計(jì)劃要求不高。對(duì)ICT測(cè)試沒有影響,存在“黑盤”的可能性 |
||
|
元器件 |
耐熱性 |
耐熱性要求高 |
耐熱性要求不是很高 |
|
焊端可焊性 |
要求高 |
要求一般 |
|
|
焊點(diǎn)檢查 |
外觀 |
焊點(diǎn)粗糙,檢驗(yàn)較難 |
焊點(diǎn)光亮,檢驗(yàn)較易 |
|
“爆米花”現(xiàn)象 |
由于溫度的升高,在無鉛焊接中許多IC的防潮敏感性都會(huì)提高一到兩個(gè)等級(jí)。也就是說,擁護(hù)的防潮控制或處理必須加強(qiáng)。這對(duì)于那些很小批量生產(chǎn)的用戶將有較嚴(yán)重的影響。因?yàn)樵S多很小批量生產(chǎn)的用護(hù)都有較長時(shí)間的來料庫存時(shí)間。如果庫存的防潮設(shè)施不理想,就必須通過組裝前烘烤除濕的做法來防止“爆米花”的問題。烘烤雖然能夠解決“爆米花”問題,但烘烤過程中會(huì)加劇器件焊端的氧化,帶來了焊接的難度。一個(gè)可行的做法是使用惰性環(huán)境烘烤,但這在設(shè)備、耗材(惰性氣)和管理上都大大增加了成本 |
IC的防潮敏感性只要加以注意和管理即可,容易得到控制 |
|
|
“立碑” 現(xiàn)象 |
在無鉛技術(shù)中更加嚴(yán)重。這是因?yàn)闊o鉛合金的表面張力較強(qiáng)的原因。解決的原理和含鉛技術(shù)一樣,其中通過DFM控制器件焊端和焊盤尺寸以及兩端熱容量最為有效。其次可通過工藝調(diào)整減少器件兩端的溫差。該注意的是,雖然原理不變,但無鉛的工藝窗口會(huì)小一些,所以用戶必須首先確保本身使用的爐子有足夠的能力,即有良好的加熱效率以及穩(wěn)定的氣流 |
在有鉛技術(shù)中存在,但有鉛工藝窗口會(huì)寬一些,容易解決 |
|
|
“氣孔” 現(xiàn)象 |
在錫鉛技術(shù)中已經(jīng)是個(gè)不容易完全解決的問題。而進(jìn)入無鉛技術(shù)后,這問題還會(huì)隨無鉛合金表面張力的提高而顯得更嚴(yán)重。要消除“氣孔”問題,有三個(gè)因素必須注意;錫膏特性(錫膏選擇)、DFM(器件焊接端結(jié)構(gòu)、焊盤和模板開口設(shè)計(jì))以及回流工藝(溫度曲線的設(shè)置)。其控制原理和含鉛技術(shù)中沒有不同,知識(shí)工藝窗口小了些 |
在錫鉛技術(shù)中“氣孔”問題是個(gè)不容易完全解決的問題 |
|
|
業(yè)界可靠性數(shù)據(jù) |
可靠性數(shù)據(jù)不足,還有許多未知的特點(diǎn)或缺點(diǎn)沒有發(fā)現(xiàn) |
可靠性數(shù)據(jù)很多,已使用很多年 |
|
無鉛工藝和有鉛工藝成本和設(shè)備通用性比較:
絕大多數(shù)的有鉛設(shè)備都適用于無鉛工藝,包括:印刷機(jī)、貼片機(jī)、回流爐、BGA返修臺(tái)、分板機(jī)和測(cè)試設(shè)備。只有一個(gè)例外,那就是波峰焊機(jī),無鉛/有鉛波峰焊機(jī)要嚴(yán)格區(qū)分。
1. 成本大大提高
有鉛工藝轉(zhuǎn)化為無鉛工藝,其成本提高主要是無鉛輔助材料和無鉛印制電極板成本提高,無鉛器件成本基本差不多。
2. 無鉛和有鉛工藝設(shè)備通用性比較
有鉛工藝轉(zhuǎn)化為無鉛工藝,在設(shè)備上基本通用,只是在波峰焊機(jī)和錫鍋兩種設(shè)備要嚴(yán)格區(qū)分,具體對(duì)比如下表:
|
無鉛設(shè)備 |
無鉛工藝 |
有鉛工藝 |
|
波峰焊機(jī) |
通用 |
可用于有鉛工藝,但用過后就無法再轉(zhuǎn)回?zé)o鉛工藝 |
|
錫鍋 |
通用 |
可用于有鉛工藝,但用過后就無法再轉(zhuǎn)回?zé)o鉛工藝 |
|
回流焊 |
通用 |
通用 |
|
印刷機(jī) |
通用 |
通用 |
|
貼片機(jī) |
通用 |
通用 |
|
回流爐 |
通用 |
通用 |
|
BGA返修臺(tái) |
通用 |
通用 |
|
分板機(jī) |
通用 |
通用 |
|
測(cè)試設(shè)備 |
通用 |
通用 |
| SMT | 回流焊 | 調(diào)整回流焊曲線與材料 |
| AOI程序 | 需針對(duì)無鉛焊點(diǎn),重新設(shè)計(jì)AOI程序(爐前、爐后) | |
| 線體加工能力評(píng)估 | 金屬基板的外形尺寸和重量(加上工裝重量)是否滿足現(xiàn)有無鉛線體設(shè)備能力的要求,需要提前評(píng)估。 | |
| 焊接 | 焊料 | 焊料從有鉛變?yōu)闊o鉛 |
| 助焊劑 | 助焊劑需要調(diào)整。 | |
| 焊接溫度 | 248度+-5度變更為265度+-5度。 | |
| 工藝路線 | 不能采用選擇性波峰焊工藝路線 | |
| 夾具設(shè)計(jì) | 波峰焊用的夾具/器件剪腳工裝、 普波、選擇波峰焊工裝都要求無鉛專用。 | |
| 手工焊接 | 是否有手工焊接器件(非返修),需列出手工器件,并評(píng)估無鉛手工焊接的風(fēng)險(xiǎn)。 | |
| 補(bǔ)焊工藝 | 需確認(rèn)PCB上手工補(bǔ)焊器件(包括T面和B面補(bǔ)焊器件)的焊盤是否設(shè)計(jì)成花焊盤,焊盤與周圍銅皮間阻焊寬度是否為3~4mm | |
| 波峰焊接 | 調(diào)整波峰曲線與材料 | |
| 線體加工能力評(píng)估 | 金屬基板的外形尺寸和重量(加上工裝重量)是否滿足現(xiàn)有無鉛線體設(shè)備能力的要求,需要提前評(píng)估。 |
有鉛工藝和無鉛工藝講解結(jié)論:
在無鉛工藝技術(shù)完善以前,企業(yè)是否采用無鉛工藝,應(yīng)考慮到公司制造生產(chǎn)設(shè)備,當(dāng)然也要顧及今后的無鉛工藝技術(shù)的發(fā)展,因此對(duì)于各制造廠應(yīng)慎重考慮和抉擇采用無鉛工藝。

來源:AnyTesting


