本文作者固定正極負載量,改變負極負載量,設計不同N/P比(1.01、1.08 和 1.15),分析不同組別電池對初始性能、充電性能、放電性能(不同倍率、不同溫度)、高溫存儲、循環性能及安全性能等的影響,以確定最佳N/P比,為高性能鈉離子軟包裝電池設計提供理論及數據支撐。
1 實驗
1.1 實驗材料及制作
電芯采用疊片式結構,軟包裝電池的尺寸為80mm×110mm,設計容量為1.0Ah,正極材料為層狀鎳鐵錳氧化物( NFM111),負極為硬碳(Type2)。
將NMP和PVDF配制膠液。將NFM111、導電炭黑SP干混后,分步加入多壁碳納米管(MWCN)漿料及膠液,各組分質量比為m(NFM111)∶m(PVDF)∶m(SP)∶m(MWCNT) =96.0∶2.0∶1.5∶0.5,高速攪拌120 min,抽真空除氣泡,用200目篩網過篩、出料,再按照單面面密度15mg/cm2 涂覆到12μm 厚的鋁箔上,制備正極片。
將羧CMC加入水中,制備膠液。 將硬碳、導電炭黑SP干混后,分步加入單壁碳納米管(SWCNT)漿料及膠液,高速攪拌180min,調節黏度后,加入SBR,各組分質量比為m(硬碳)∶m(SP)∶m(SWCNT)∶m(CMC)∶m(SBR)= 91.20∶2.50∶0.05∶2.50∶3.75,緩慢攪拌30min,抽真空除氣泡,用200目篩網過篩、出料,按N/P比為1.01、1.08、1.15分別涂覆到12μm厚的鋁箔上,對應單面面密度分別為7.36mg/cm2、7.87mg/cm2和8.38mg/cm2,制備負極片。
正、負極片分別按材料壓實密度為2.9g/cm3、1.0g/cm3輥壓,模切為74mm×104mm的正極單片及76mm×106mm的負極單片,經后工序制備成品電芯。
三電極電芯的制備:將40μm銅絲先后經1.2mol/L稀鹽酸、無水乙醇和去離子水清洗處理后,在疊片階段置入正、負極中間,從電芯的一側引出。為防止銅絲和極片直接接觸,采用15μm厚的PE隔膜將二者隔開。為提高三電極電池的制備成功率,實驗同時植入兩個銅絲,成品電芯后,采用10μA的電流對銅絲進行6h的充電鍍鈉處理。
1.2 測試方法
采用5V10A電池測試儀進行電性能測試,采用恒溫箱控制環境溫度,采用針刺-擠壓一體機進行安全性能測試,采用 掃描電子顯微鏡進行形貌分析。
1.2.1 充放電性能測試
充電恒流比:將電池分別以0.50C、1.00C、2.00C、3.00C和4.00C恒流充電至4.0V,記錄恒流充電容量;接著轉恒壓充電,截止電流為0.05C,記錄恒壓充電容量;恒流比為恒流階段充電總容量和總充電容量(恒流充電容量與恒壓充電容量之和)比值。
放電倍率:將電池以0.50C恒流充電至4.0V,轉恒壓充電,截止電流0.05C;接著,分別以0.50C、1.00C、2.00C、4.00C放電至1.5V;以0.50C放電容量為基準值,通過1.00C、2.00C、4.00C放電容量與基準值的比值,得到放電倍率性能。
高低溫放電:將電池以0.50C恒流充電至4.0V,轉恒壓充電,截止電流0.05C;分別在55℃、25℃、0℃、-20℃溫度下擱置4h;接著,以0.50C放電至1.5V;以25℃下0.50C放電容量為基準值,通過55℃、0℃、-20℃放電容量與基準值的比值,得到不同溫度放電性能。
1.2.2 高溫儲存性能測試
將電池以0.50C恒流充電至4.0V,轉恒壓充電,截止電流0.05C;0.50C恒流放電至1.5V,記錄第1次放電容量;再以0.50C恒流充電至4.0V,轉恒壓充電,截止電流0.05C,測試電壓、內阻;高溫60℃下存儲7d;接著,測試電壓、內阻,0.50C恒流放電至1.5V,記錄第2次放電容量;重復上述充電和放電步驟,記錄第3次放電容量。電池的電壓、內阻變化率為儲存前后差值和儲存前基準值的比值,殘余容量保持率為第2次放電容量與第1次放電容量的比值,容量恢復率為第3次放電容量與第1次放電容量的比值。
1.2.3 循環性能測試
將電池以1.00C恒流充電至4.0V,轉恒壓充電,截止電流0.05C;1.00C恒流放電至1.5V,重復上述充電和放電步驟。
2 結果與討論
2.1 N/P比對電池基礎數據的影響
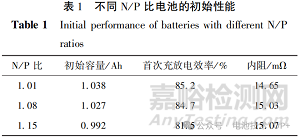
為研究正、負極容量比對電性能的影響,通過固定正極負載量和改變負極負載量,設計N/P比分別為1.01、1.08和1.15的3種電池。 電池的初始性能列于表1。
從表1可知:N/P比為1.01、1.08和1.15時,對應的初始容量分別為1.038Ah、1.027Ah和0.992Ah,首次充放電效率分別為85.2%、84.7%和81.5%。隨著N/P比的升高,初始容量和首次充放電效率均呈遞減趨勢,歸結原因是,負極負載量高,首次充電過程中用于形成固體電解質相界面(SEI)膜消耗的鈉變多,回嵌鈉變少。N/P比為1.01、1.08和1.15時,對應電池內阻分別為14.65mΩ、15.03mΩ和15.07mΩ,呈逐漸增大的趨勢。初步分析,原因可能是隨著負載量的增加,極片厚度對應變大,更不便于電解液浸潤、電子傳遞及Na+擴散。
2.2 N/P比對電池充電性能的影響
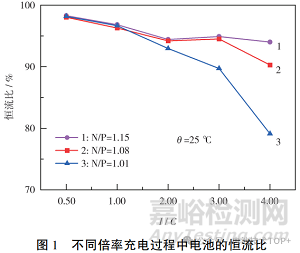
在25℃下,對電池分別進行0.50C、1.00C、2.00C、3.00C和4.00C充電,不同倍率充電過程中恒流比如圖1所示。
從圖1可知,0.50C充電,N/P比為1.01、1.08和1.15時,對應的恒流比分別為98.18%、98.05%和98.29%,幾乎無差異。隨著充電倍率增加,恒流比呈遞減趨勢,且N/P比越小,恒流比越小。當充電倍率為4.00C時,N/P比為1.01、1.08和1.15對應的恒流比分別為79.12%、90.30%和94.02%。這是因為不同倍率充電,隨著充電電流增加,電池極化變大,恒流階段充電容量變小,恒流比變小。不同N/P比電池充電,N/P比越大,表明負極可嵌入的鈉空位越多,電池阻抗越小,Na+越易嵌入,電池充電過程中極化越小,恒流比相對越大。
2.3 N/P比對電池放電性能的影響
在25℃下,對電池分別進行0.50C、1.00C、2.00C和4.00C放電,不同倍率放電容量與0.50C放電容量比值如表2所示。
從表2可知,放電倍率為1.00C、2.00C、4.00C時,當N/P比為1.01時,電池的容量與0.50C放電容量比值依次為98.36%、96.21%、93.43%,當N/P比為1.08時,相應的容量比值略有變動,分別為98.11%、96.43%、91.92%,當N/P比進一步增至1.15時,相應的容量比值依次為98.14%、96.85%、93.91%。在不同的放電倍率下,電池的性能表現相對穩定,即便N/P比有所變化,容量比值的差異并不顯著。這一結果表明,在所測試的N/P比范圍內,電池的放電性能并未受到N/P比的顯著影響,從而為電池設計和應用提供了參考依據。
在55℃、25℃、0℃和-20℃溫度下,對電池分別進行0.50C放電,不同溫度下放電容量與25℃下放電容量比值,如圖2所示。
從圖2可知,N/P比為1.01、1.08和1.15時,55℃高溫環境下,電池的放電容量與25℃放電容量比值分別為100.90%、100.83%和100.83%。這意味著在高溫環境下,電池的性能相對穩定。在0℃低溫環境下,電池的放電容量與25℃放電容量比值略有下降,分別為92.45%、94.70%和94.53%。更為極端的-20℃低溫環境下,電池的放電容量與25℃放電容量比值分別為83.32%、85.26%和84.26%。研究結果顯示,在相同溫度條件下,不同N/P比的電池放電容量沒有顯著差異。然而,在-0℃和-20℃的低溫環境下,N/P比為1.01的電池顯示出較低的容量。這可能歸因于高N/P比電池具有較大的內阻,低溫條件下放電時產生更多的熱量,導致電池歐姆內阻和極化內阻略有降低,電池在低溫環境下的放電容量得以提升。
2.4 N/P比對電池高溫存儲性能的影響
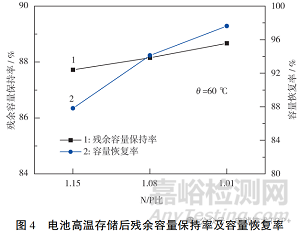
將滿電態電池高溫60℃下存儲7d,儲存后的電池電壓變化率、內阻變化率、殘余容量保持率及容量恢復率如圖3、圖4所示。
從圖3、圖4可知,N/P比為1.01、1.08和1.15時, 對應高溫存儲后電池電壓變化率分別為11.40%、12.03%和12.78%,內阻變化率則分別為4.07%、4.39%和4.87%。這表明,隨著N/P比的增加,電池的電壓變化率和內阻變化率表現出一定的規律性,均呈現上升趨勢。 此外,電池的殘余容量保持率和容量恢復率也是衡量電池性能的重要指標。N/P比為1.01、1.08和1.15時,高溫存儲后殘余容量保持率分別為88.67%、88.16%和87.73%,容量恢復率分別為97.64%、94.13%和87.83%。
不同N/P比高溫存儲性能存在差異,分析原因,可能為高溫存儲時,滿電態正極與電解液發生副反應,產生氣體,導致存儲后電壓降低,內阻變大;此外,高溫環境中負極表面SEI膜不穩定,重新生成新膜消耗活性鈉,導致SEI膜增厚,容量降低。N/P比為1.15的電池,負極設計余量最大,滿電態4.0V時正極絕對電位最高,與電解液發生副反應更劇烈。這表明,N/P比越高,高溫存儲后電壓、內阻變化率越大,殘余容量保持、容量恢復率越低。
2.5 N/P比對電池循環性能的影響
對電池進行常溫循環測試,循環性能如圖5所示。從圖5可知,N/P比為1.01、1.08、1.15的電池常溫循環210次、210次、120次,容量保持率分別為80.08%、84.04%、81.68%。
結果表明,N/P比為1.08的電池循環性能最好,N/P比為1.15,的電池循環性能最差遠低于N/P比小的電池。這與電池正極電位、內部副反應及活性材料結構穩定性相關。分析原因為:N/P比過大時,在電池充放電過程中,正極始終處于深度脫鈉狀態,易造成金屬離子溶出,正極結構坍塌,顆粒破碎;此外,高電位下正極更易與電解液發生副反應,電池呈貧液態,內部界面阻抗變大。N/P比為1.01的電池的循環性能較1.08的差,分析原因,可能是負極過量較少,隨著循環次數增加,SEI膜增厚、電解液消耗,充電極化增大,負極電位接近或低于鈉的還原電位,負極表面或邊緣出現析鈉,致使循環性能衰減。
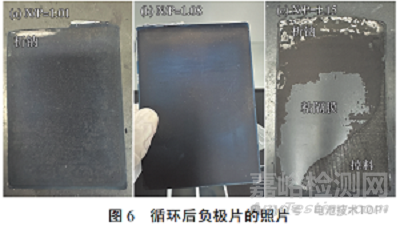
對循環結束后的滿電態電池拆解分析,拆解后負極片如圖6所示,正極片的SEM圖如圖7所示。從圖6可知,不同N/P比負極片循環后均出現不同程度的析鈉現象。N/P比為1.15的電池,負極片干燥,粘隔膜、易掉料,狀態較差,與圖5分析結果相符;N/P比為1.01的電池,負極片表面析鈉最為嚴重。
從圖7可知,不同N/P比的電池,循環后正極顆粒均出現裂紋,其中,N/P比為1.15的極片正極顆粒出現裂紋最為嚴重,材料破裂將加速與電解液的副反應,導致電池性能迅速衰減。
2.6 N/P比對電池針刺安全性能的影響
對滿電態電池進行針刺安全測試,結果如圖8所示。從圖8可知,N/P比為1.15、1.08的電池不爆炸、不起火,相比之下,N/P比為1.01的電池在針刺實驗中有1只發生了起火,表明較低的N/P比可能會降低電池在極端條件下的安全性。分析原因,可能是由于N/P比過低,導致電池內部短路放電更劇烈,從而在針刺實驗中更容易引發熱失控反應。這一發現對于電池設計和安全標準的制定具有重要的參考價值,說明在電池制造過程中需要嚴格控制N/P比,以確保產品的安全性。
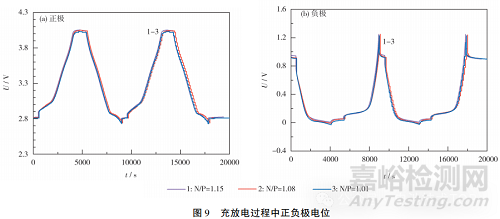
2.7 不同N/P比的電池三電極測試
對電池進行三電極測試,正負極電位變化如圖9所示。從圖9可知:N/P比為1.01、1.08、1.15的滿電態電池,正極電位分別為4.029V、4.048V、4.058V,負極電位分別為0.028V、0.047V、0.057V。
N/P比越高,滿電態正極電位越高,正極側脫出的Na+越多,正極材料越容易發生結構坍塌,且在高電位狀態下與電解液發生副反應更劇烈,從而影響電池高溫存儲和循環性能,與圖3-5中的結果一致;N/P比越低,滿電態負極電位越低,充電過程中Na+越容易還原成金屬鈉。輕微析鈉會導致電性能衰減,嚴重時則會出現安全隱患。
3 結論
本文作者以軟包裝鈉離子電池為例,設計不同N/P比,對比了電池基礎數據(初始容量、首次充放電效率、內阻)、充放電性能、高溫存儲性能、循環性能、安全性能及充放電過程中正負極電位等,得出以下結論:
當N/P比較低時,形成SEI膜所需的鈉較少,初始容量和首次充放電效率較高。隨著N/P比增加,負極的余量增大,電池的充放電性能改善,但滿電態下正極電位上升,正極金屬離子更易溶出,從而增加副反應,降低電池的高溫存儲性能和循環性能。當N/P比過低時,負極容易析出鈉,影響電池的安全性。綜合各項性能,N/P比為1.08時,電池的循環性能及其他表現最佳,因此,確定最佳N/P比的值為1.08。
文獻參考:李蒙,鞏文豪,劉德帥,張濤,王躍博,錢偉偉.N/P比對鈉離子電池性能的影響[J].電池,2025,55(2):238-244