您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2025-05-23 12:57
依據《醫療器械分類目錄》(總局關于發布醫療器械分類目錄的公告2017年第104號),縫合器為04骨科手術器械,序號17,一級類別:脊柱外科輔助器械;二級類別:05纖維環縫合器械;管理類別為:Ⅱ類。
一、一次性使用纖維環縫合器的結構組成與作用原理
1.結構組成
應根據產品自身特點確定結構組成,通常情況下由縫合器殼體、縫合組件、傳動組件和推結桿組件(選配)組成,無菌提供。
典型性產品分為有旋鈕和無旋鈕兩種產品。
結構示意圖如下:

1.套管 2.手柄外殼 3.旋鈕 4.活動手柄 5.傳動管 6.穿刺管 7.引線針 8.縫合線
圖1有旋鈕的一次性使用纖維環縫合器示意圖

1.套管 2.手柄外殼 3.活動手柄 4.傳動管 5.穿刺管 6.引線針 7.縫合線
圖2無旋鈕的一次性使用纖維環縫合器示意圖
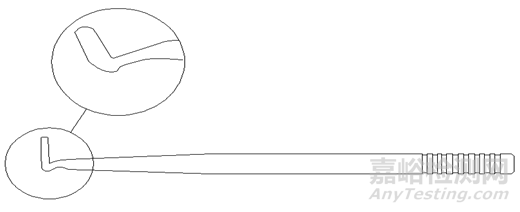
圖3一次性使用纖維環縫合器附件推結桿示意圖
2.作用原理
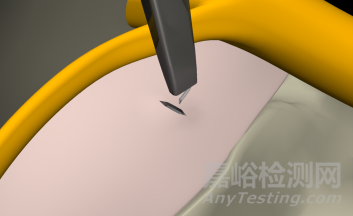
纖維環縫合器的作用原理主要是通過對纖維環的縫合使纖維環封閉。具體工作方式是在椎間盤狹小的空間里,通過縫合部件將縫合線從纖維環切口的一端傳遞至切口的另一端,最后完成打結閉合的作用。
帶旋鈕的具體工作方式為:
1.通過穿刺管穿透組織;

2.旋轉旋鈕至刻度線位置使傳動管穿透另一端組織與穿刺管位置契合;

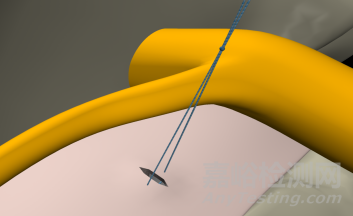
3.通過擊發手柄使引線針從穿刺管(彎管)傳遞至傳動管(直管)完成縫合線的傳遞;

4.回轉旋鈕,使傳動管回收將縫合線從組織的一邊穿透至另一邊;

5.剪斷縫線并手動打結;

6.利用推結桿(若配)完成縫合。
不帶旋鈕的具體工作方式為:
1.通過穿刺管穿透組織;
2.擊發手柄至不動為止,使引線針從穿刺管(彎管)傳遞至傳動管(直管)完成縫合線的傳遞;

3.松開手柄,使傳動管回收將縫合線從組織的一邊穿透至另一邊;
4.剪斷縫線并手動打結;

5.利用推結桿(若配)完成縫合。
二、一次性使用纖維環縫合器的相關標準
根據產品自身特點適用表1中相關標準:
表1 相關產品標準
|
標準編號 |
標準名稱 |
|
GB 18279.1-2015 |
醫療保健產品滅菌環氧乙烷第1部分:醫療器械滅菌過程的開發、確認和常規控制的要求 |
|
GB 18280.1-2015 |
醫療保健產品滅菌輻射第1部分醫療器械滅菌過程的開發、確認和常規控制要求 |
|
GB 18280.2-2015 |
醫療保健產品滅菌輻射第2部分:建立滅菌劑量 |
|
GB/T 191-2008 |
包裝儲運圖示標志 |
|
GB/T 3280-2015 |
不銹鋼冷軋鋼板和鋼帶 |
|
GB/T 12672-2009 |
丙烯腈-丁二烯-苯乙烯(ABS)樹脂 |
|
GB/T 14233.1-2008 |
醫用輸液、輸血、注射器具檢驗方法第1部分:化學分析方法 |
|
GB/T 14233.2-2005 |
醫用輸液、輸血、注射器具檢驗方法第2部分:生物學試驗方法 |
|
GB/T 16886.1-2011 |
醫療器械生物學評價第1部分:風險管理過程中的評價與試驗 |
|
GB/T 16886.5-2017 |
醫療器械生物學評價第5部分:體外細胞毒性試驗 |
|
GB/T 16886.7-2015 |
醫療器械生物學評價第7部分:環氧乙烷滅菌殘留量 |
|
GB/T 16886.10-2017 |
醫療器械生物學評價第10部分:刺激與皮膚致敏試驗 |
|
GB/T 19633.1-2015 |
最終滅菌醫療器械的包裝第1部分:材料、無菌屏障系統和包裝系統的要求 |
|
GB/T 19633.2-2015 |
最終滅菌醫療器械包裝第2部分成形、密封和裝配過程的確認的要求 |
|
YY 0167-2005 |
非吸收性外科縫線 |
|
YY/T 0043-2016 |
醫用縫合針 |
|
YY/T 0149-2006 |
不銹鋼醫用器械耐腐蝕性能試驗方法 |
|
YY/T 0171-2008 |
外科器械包裝、標志和使用說明書 |
|
YY/T 0245-2008 |
吻(縫)合器通用技術條件 |
|
YY/T 0294.1-2016 |
外科器械金屬材料第1部分:不銹鋼 |
|
YY/T 0316-2016 |
醫療器械風險管理對醫療器械的應用 |
|
YY/T 0466.1-2016 |
醫療器械用于醫療器械標簽、標記和提供信息的符號第1部分:通用要求 |
|
YY/T 0615.1-2007 |
標示“無菌”醫療器械的要求第1部分:最終滅菌醫療器械的要求 |
|
YY/T 0681.1-2009 |
無菌醫療器械包裝試驗方法第1部分:加速老化試驗指南 |
|
|
中華人民共和國藥典(2015版) |
三、一次性使用纖維環縫合器性能研究實驗要求
1.產品的性能研究
應研究的產品基本性能包括外觀、尺寸(縫合線線徑)、表面粗糙度、硬度(關鍵部件、穿刺管、傳動管)、引線針的韌性等、引線針和縫合線連接力、穿刺管和傳動管的刺穿力、引線針材料拉伸強度、靈活性(開閉靈活性、復位彈簧彈性)、裝配性、包裝密封性及包裝封口剝離強度、無菌、環氧乙烷殘留量(若適用)及其他對人體有潛在危害物質的殘留量等。
縫合線為關鍵部件,參照YY 0167-2005《非吸收性外科縫線》開展完整的研究如物理性能,化學性能(包括細菌內毒素)等。
2.生物相容性評價研究
對縫合器中與人體接觸的部件,如引線針、穿刺管、傳動管等應按照GB/T 16886《醫療器械生物學評價》系列標準對縫合器進行生物相容性評價。一般應評價的項目包括細胞毒性、致敏和刺激等。
縫合線若為采購件,應審查有效醫療器械注冊證及附件(產品技術要求);縫合線若為自制件,應按照GB/T 16886《醫療器械生物學評價》系列標準對縫合線進行生物相容性評價研究,一般包括但不限于細胞毒性、致敏、皮內反應、急性毒性、亞慢性毒性、遺傳毒性和植入后局部反應。
3.滅菌工藝研究
應明確滅菌工藝(方法和參數)及其選擇依據和無菌保證水平(SAL),并開展滅菌確認。
對于經輻照滅菌的產品,需明確輻照劑量并開展相關的驗證,具體的劑量確定依據可參照GB 18280系列標準。
對于經環氧乙烷滅菌的產品,需開展滅菌結果確認和過程控制,具體可參照GB 18279系列標準。
(2)殘留毒性:若滅菌使用的方法容易出現殘留,如環氧乙烷滅菌,應當開展研究明確殘留物信息及采取的處理方法。
4.產品有效期和包裝研究
(1)產品貨架有效期
貨架有效期包括產品有效期和包裝有效期。產品有效期驗證可采用實時老化或加速老化的研究(參考標準YY/T 0681.1)。實時老化的研究是唯一能夠反映產品在規定儲存條件下實際穩定性要求的方法。加速老化試驗選擇的環境條件的老化機制應與宣稱的真實運輸儲存條件下發生產品老化的機制相匹配。加速老化研究報告中應明確試驗溫度、濕度、加速老化時間的確定依據。最終有效期的確定應以實時老化為確定依據。
(2)產品包裝研究
可依據有關國內、國際標準進行(如GB/T 19633、ASTM F2475、ASTM D4169等)包裝研究。直接接觸產品的包裝材料的選擇應至少考慮以下因素:包裝材料的物理化學性能;包裝材料的毒理學特性;包裝材料與產品的適應性;包裝材料與成型和密封過程的適應性;包裝材料與滅菌過程的適應性;包裝材料所能提供的物理、化學和微生物屏障保護;包裝材料與使用者使用時的要求(如無菌開啟)的適應性;包裝材料與標簽系統的適應性;包裝材料與貯存運輸過程的適應性。
四、一次性使用纖維環縫合器的主要風險
縫合器的風險管理應符合YY/T 0316—2016《醫療器械風險管理對醫療器械的應用》的有關要求,審查要點包括:
(1)與產品有關的安全性特征判定可參考YY/T 0316—2016的附錄C。
(2)危害、可預見的事件序列和危害處境判斷可參考YY/T 0316—2016附錄E、I。
(3)風險控制的方案與實施、綜合剩余風險的可接受性評價及生產和生產后監視相關方法可參考YY/T 0316—2016附錄F、G、J。
(4)風險可接收準則,降低風險的措施及采取措施后風險的可接收程度,是否有新的風險產生。
以下依據YY/T 0316—2016的附錄E(表E.1)列舉了縫合器產品的危害因素。
表2初始事件和環境
|
通用類別 |
初始時間和環境示例 |
|
不完整的要求 |
——穿刺管硬度、縫合線抗拉強度等不符合要求 ——說明書未對縫合器的使用范圍進行說明 |
|
制造過程 |
——生產過程中關鍵工序控制點未進行檢測,導致部件、產品不合格 ——供方的控制不充分:外購件、外協件供方選擇不當,外購件、外協件未進行有效進貨檢驗等 |
|
滅菌 |
——滅菌不徹底 ——環氧乙烷殘留量不符合要求 |
|
運輸和貯藏 |
——不適當的包裝 |
|
處置和廢棄 |
——產品使用后處置問題等 |
|
人為因素 |
——易混淆的或缺少使用說明書 ——不正確的使用 ——說明書與操作不符合 ——與一次性使用醫療器械的再使用有關的危險(源)的警告不充分 |
|
失效模式 |
——由于老化、包裝破損導致無菌失效等 |
表3危害、可預見的事件序列、危害處境和可發生的損害之間的關系示例
|
危害 |
可預見的事件序列 |
危害處境 |
損害 |
|
機械能 |
墜落導致機械部件松動 |
引線針、縫合線脫落 |
臨床手術無法正常進行。 |
|
生物學 |
產品滅菌不完全 |
產品有菌 |
患者感染 |
|
生物 相容性 |
與患者接觸材料的化學成分未進行確認 |
材料的化學成分有毒性 |
引起細胞毒性、遲發致敏反應、皮膚刺激反應 |
|
操作錯誤 |
使用縫合器不清楚使用步驟 |
對縫合器操作錯誤 |
手術不成功 |
|
使用縫合器選擇不適用的創口 |
縫合失誤 |
手術不成功 |
|
|
不完整的說明書 |
不正確的產品貯存條件 |
器件老化,部件壽命降低 |
產品壽命降低,導致手術不成功 |

來源:嘉峪檢測網


