您當(dāng)前的位置:檢測(cè)資訊 > 生產(chǎn)品管
嘉峪檢測(cè)網(wǎng) 2025-02-04 11:45
電池導(dǎo)熱膠的主要功能是將模組產(chǎn)生的熱量傳導(dǎo)到電池盒等部件,參與對(duì)整個(gè)電池包的熱管理,其不但影響電池包產(chǎn)品的性能,而且關(guān)系到電池在極端條件下(如碰撞)的熱擴(kuò)散性能,關(guān)乎人身安全。動(dòng)力電池在不同放電倍率下存在溫升發(fā)熱導(dǎo)致的溫度分布不均及過熱現(xiàn)象,使用熱物性參數(shù)較好的導(dǎo)熱膠可以顯著降低電池的溫升與溫差,電池溫度分布也更加均衡[1,2]。鑒于導(dǎo)熱膠對(duì)電池產(chǎn)品質(zhì)量具有至關(guān)重要的影響,本文開展了導(dǎo)熱膠面積覆蓋率的研究,旨在探索最優(yōu)的工藝及產(chǎn)品質(zhì)量保證方法。
Cmk是衡量生產(chǎn)過程穩(wěn)定性和產(chǎn)品質(zhì)量的重要指標(biāo),應(yīng)用Cmk方法進(jìn)行制造設(shè)備放行在機(jī)加工領(lǐng)域較為廣泛,在新能源電池制造領(lǐng)域尚不多見[3]。對(duì)于新能源電池導(dǎo)熱膠涂覆工藝,目前行業(yè)內(nèi)未調(diào)研到使用Cmk方法進(jìn)行工藝設(shè)備放行的先例,且梅賽德斯集團(tuán)海外(德國(guó)、美國(guó))電池工廠均不要求使用Cmk方法放行(通常選取一定數(shù)量的電池樣本,要求覆蓋率測(cè)量結(jié)果100%滿足公差要求)。然而,基于北京奔馳對(duì)于工藝及產(chǎn)品質(zhì)量的嚴(yán)苛要求,電池導(dǎo)熱膠涂覆工位需要進(jìn)行Cmk放行。
文章所列舉對(duì)象為本司生產(chǎn)的第二代電池產(chǎn)品,導(dǎo)熱膠覆蓋率要求嚴(yán)格、工藝技術(shù)復(fù)雜,使用Cmk方法放行面臨巨大挑戰(zhàn)。
電池導(dǎo)熱膠生產(chǎn)工藝及技術(shù)難點(diǎn)
1.電池導(dǎo)熱膠生產(chǎn)工藝
(1)導(dǎo)熱膠覆蓋率 本文研究對(duì)象為10模組電池,每個(gè)模組和電池盒之間存在間隙(理論間隙為2.075mm,見圖1),
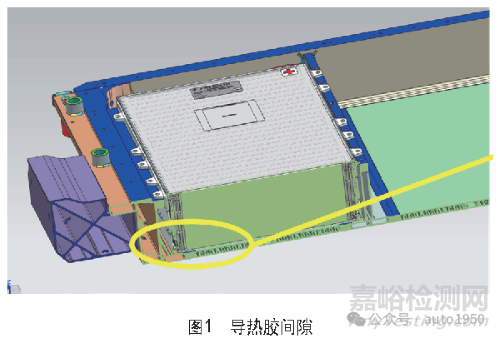
間隙內(nèi)會(huì)填充導(dǎo)熱膠,導(dǎo)熱膠的面積有嚴(yán)格的覆蓋率要求。
模組底面和電池盒底面會(huì)形成一個(gè)空腔,空腔內(nèi)涂覆18條膠,每條膠需滿足在投影平面內(nèi)的面積覆蓋率要求,如圖2所示。

對(duì)于導(dǎo)熱膠的覆蓋率,圖樣給出了詳細(xì)的要求,根據(jù)實(shí)際間隙不同,覆蓋率有不同的要求。此外,對(duì)于第1條膠(M01)、第18條膠(M18)、第2~17條膠(M02~M17)也有不同的覆蓋率要求,見表1。

(2)導(dǎo)熱膠覆蓋率的工藝形成過程 導(dǎo)熱膠覆蓋率的工藝過程包含零件測(cè)量、間隙匹配計(jì)算、涂膠參數(shù)轉(zhuǎn)化、涂膠實(shí)施、壓裝擰緊、拆解(>24h)、覆蓋率測(cè)量及數(shù)據(jù)分析。工藝形成過程如圖3所示。

電池盒測(cè)量9個(gè)點(diǎn)的深度,模組測(cè)量9個(gè)點(diǎn)的高度,二者的測(cè)量值匹配計(jì)算獲得9個(gè)間隙值。通過間隙值以及數(shù)學(xué)算法獲得間隙空腔,進(jìn)一步通過計(jì)算獲得18個(gè)膠條對(duì)應(yīng)的涂膠量(體積),并將此涂膠量的信息輸入給涂膠設(shè)備。考慮到計(jì)算所得的涂膠量與實(shí)際狀況存在偏差,且涂膠壓裝過程中膠條形狀的變化也不可控,因此,涂膠設(shè)備會(huì)設(shè)置一個(gè)體積系數(shù)來補(bǔ)償偏差及形狀變化的影響,這個(gè)體積系數(shù)稱之為涂膠系數(shù)。
除了涂膠量和涂膠系數(shù),涂膠過程的系統(tǒng)參數(shù)還包括機(jī)器人運(yùn)行軌跡、運(yùn)行速度、膠的溫度、出膠管路的壓力控制等,整個(gè)系統(tǒng)配合完成電池的涂膠過程。
模組底面涂完膠后,機(jī)器人會(huì)執(zhí)行翻轉(zhuǎn)動(dòng)作將模組壓入電池盒內(nèi),此后會(huì)執(zhí)行壓裝擰緊的工序,完成電池包的組裝。靜置24h之后,將模組進(jìn)行拆解(注:做覆蓋率測(cè)試之前,須在電池盒底面墊上一層0.1mm厚的薄膜,防止膠條與零件黏連,保證拆解后形狀完整),測(cè)量模組底面膠條的覆蓋面積,評(píng)價(jià)覆蓋率是否滿足要求(見圖4)。

2.導(dǎo)熱膠Cmk放行的技術(shù)難點(diǎn)
(1)涂膠設(shè)備分散 涂膠工位共有6套獨(dú)立的涂膠系統(tǒng)(涂膠機(jī)+模組抓取機(jī)器人+壓裝擰緊機(jī)器人),這6套設(shè)備共同完成1塊電池包產(chǎn)品的涂膠,如圖5所示。

對(duì)于Cmk放行,按照取樣標(biāo)準(zhǔn),每臺(tái)設(shè)備需選取50組樣本,要求Cmk評(píng)價(jià)的結(jié)果≥1.67,達(dá)到此目標(biāo)可完成Cmk放行。實(shí)際應(yīng)用中,如果取50塊電池做設(shè)備放行會(huì)產(chǎn)生巨大的成本,包括零件成本、生產(chǎn)工時(shí)成本、返修成本等,這還未考慮到調(diào)試實(shí)驗(yàn)階段的成本投入,因此,使用該方法做Cmk放行研究會(huì)占用相當(dāng)長(zhǎng)的一段時(shí)間周期和巨大的成本,實(shí)際生產(chǎn)中無法接受。
(2)工藝參數(shù)多樣 9點(diǎn)測(cè)量值匹配計(jì)算間隙值,9個(gè)間隙值通過數(shù)學(xué)算法生成18條涂膠間隙數(shù)據(jù),此數(shù)據(jù)與實(shí)際狀況之間的關(guān)系,需要通過樣本數(shù)據(jù)實(shí)驗(yàn)進(jìn)行循環(huán)優(yōu)化,保證算法的可靠性與一致性。
膠條壓實(shí)后,拆開模組測(cè)量涂膠面積,需考慮壓實(shí)過程中的變化規(guī)律,進(jìn)行過程參數(shù)優(yōu)化。
綜上,如何通過樣本實(shí)驗(yàn)優(yōu)化過程參數(shù),使涂膠工藝過程中的算法模型更加精確的指導(dǎo)生產(chǎn),是本項(xiàng)目的一個(gè)技術(shù)難點(diǎn)。
(3)標(biāo)準(zhǔn)要求精細(xì)化 圖樣給定的導(dǎo)熱膠覆蓋率要求,不同的間隙值對(duì)應(yīng)不同的覆蓋率要求,同一間隙范圍,不同的膠條有不同的覆蓋率要求,覆蓋率數(shù)值要求嚴(yán)格,要求的分類方式復(fù)雜。
按照Cmk的評(píng)價(jià)方法,第1條、第2~17條、第18條需要分別取樣進(jìn)行評(píng)價(jià)。此外,對(duì)于每一組,還要保證樣本數(shù)據(jù)的評(píng)價(jià)結(jié)果覆蓋所有的間隙范圍。實(shí)際生產(chǎn)中,模組和電池盒隨機(jī)組合,自然出現(xiàn)全部覆蓋3組間隙范圍樣本的概率極小,因此,通過自然匹配間隙的方式獲取Cmk放行的全部樣本是無法實(shí)現(xiàn)的。
技術(shù)方法研究
1.臺(tái)涂膠系統(tǒng)工藝一致性研究
考慮到使用50塊電池樣本進(jìn)行Cmk放行研究帶來的巨大經(jīng)濟(jì)成本和時(shí)間成本,本項(xiàng)目采用6臺(tái)涂膠系統(tǒng)整體放行(即涂膠工位整體放行)的方法。采用該方法的好處是可以保證電池包產(chǎn)品的10塊模組具有較高的涂膠一致性,保證了整體的涂膠質(zhì)量和性能。此外,該方法可大大降低成本、提高效率、縮短實(shí)驗(yàn)研究的周期。
但該方法也帶了技術(shù)上的巨大挑戰(zhàn),把6臺(tái)系統(tǒng)的數(shù)據(jù)混在一起進(jìn)行分析和評(píng)價(jià),無疑忽略了設(shè)備彼此之間的差異,如果這個(gè)差異較大的話很難實(shí)現(xiàn)Cmk整體數(shù)據(jù)的一致性。因此,首先需要進(jìn)行6臺(tái)涂膠設(shè)備的一致性研究及調(diào)整優(yōu)化。
通過試驗(yàn)數(shù)據(jù),發(fā)現(xiàn)3號(hào)模組出現(xiàn)整體偏移的情況(見圖6),

分析原因是涂膠設(shè)備的初始位置差異性所致。
將涂膠過程分解,機(jī)器人抓取模組涂膠后停在壓平前的狀態(tài),進(jìn)行樣本分析。結(jié)合圖樣的標(biāo)準(zhǔn)要求,設(shè)計(jì)并制作檢查標(biāo)準(zhǔn)板(見圖7),

通過比較膠條的中心位置(壓制前)來確定調(diào)整參數(shù)。調(diào)整涂膠設(shè)備參數(shù)并驗(yàn)證結(jié)果的有效性。
2.工藝參數(shù)研究
(1)涂膠系數(shù)研究 前文介紹了涂膠系數(shù)是為了補(bǔ)償理論涂膠量和實(shí)際狀態(tài)之間的偏差。涂膠過程中,很多影響最終覆蓋率的因素?zé)o法定量解決,只能通過優(yōu)化涂膠系數(shù)進(jìn)行綜合補(bǔ)償。這些影響因素包括但不限于設(shè)備的出膠精度、壓裝擰緊過程中的膠條形狀不規(guī)則變化、模組底面材料的影響、空腔間隙的不規(guī)則性等(見圖8)。

此外,按照簡(jiǎn)單的理解,多涂膠(即增大涂膠系數(shù))會(huì)增加覆蓋面積,但涂膠系數(shù)并不是越高越好,相反,過高的涂膠系數(shù)會(huì)導(dǎo)致覆蓋率下降以及引發(fā)氣泡問題。如圖9所示,

膠條與膠條過度擠壓形成氣泡,導(dǎo)致局部覆蓋率不足甚至引起導(dǎo)熱性能失穩(wěn)。
為了獲得一組能夠指導(dǎo)實(shí)際生產(chǎn)的有效系數(shù),本項(xiàng)目研究了樣本覆蓋率和涂膠系數(shù)之間的關(guān)系,設(shè)計(jì)多組試驗(yàn)參數(shù)并通過大量的樣本數(shù)據(jù)建立模型,循環(huán)優(yōu)化涂膠系數(shù)。最終的系數(shù)設(shè)置見表2。

(2)涂膠軌跡研究 項(xiàng)目實(shí)施過程中,發(fā)現(xiàn)第1條和第18條存在覆蓋率不足且不穩(wěn)定的狀況,即使單獨(dú)提高此2條的涂膠系數(shù),覆蓋率表現(xiàn)并無明顯提升。經(jīng)分析,涂膠起始和終止軌跡會(huì)導(dǎo)致第1條和第18條出現(xiàn)閉腔問題(見圖10),

閉腔后內(nèi)部氣體無法排除,壓裝過程該空腔內(nèi)的氣體受壓縮會(huì)擠壓周圍的膠往外擴(kuò)散,因此會(huì)導(dǎo)致此2處的覆蓋率降低。
將起始/終止軌跡從內(nèi)收改為外延形式,以防止閉腔問題的發(fā)生(見圖11)。

經(jīng)試驗(yàn)驗(yàn)證,效果良好。
(3)膠條形狀優(yōu)化 按照?qǐng)D樣要求,膠條理論形狀為矩形,實(shí)際生產(chǎn)中,膠條的涂覆軌跡是連續(xù)的(在矩形短邊處進(jìn)行轉(zhuǎn)彎),壓裝后的形狀不可能是4個(gè)規(guī)矩的直角。如果要保證壓裝后的面積覆蓋4個(gè)直角區(qū)域,那就需要膠條軌跡延長(zhǎng)一段,但零件上的邊緣并沒有足夠的空間延長(zhǎng),因此無法實(shí)現(xiàn)4個(gè)直角區(qū)域完全的覆蓋。
本項(xiàng)目提出建議給德國(guó)研發(fā)部門,膠條的形狀應(yīng)進(jìn)行優(yōu)化(見圖12所示圓角)。

德國(guó)研發(fā)部門經(jīng)過分析認(rèn)為理論上是合理的,后經(jīng)過熱擴(kuò)散實(shí)驗(yàn)驗(yàn)證,證實(shí)改成圓角對(duì)產(chǎn)品性能無任何影響,因此同意推動(dòng)此項(xiàng)變更實(shí)施。
3.大間隙樣本制作方法研究
前文闡述了導(dǎo)熱膠覆蓋率的要求,針對(duì)每一條膠,對(duì)于不同的間隙值,覆蓋率有不同的要求。如若滿足Cmk放行,樣本數(shù)據(jù)需覆蓋所有的3組間隙值,實(shí)際生產(chǎn)中,模組和電池盒的配合位置是隨機(jī)的,實(shí)際獲得的間隙值不可控。對(duì)于零件層級(jí)的生產(chǎn),模組高度和電池盒深度都會(huì)控制在尺寸公差的中值附近,也就是匹配出來的間隙值基本上不會(huì)出現(xiàn)大于3mm的情況。
為了完成本項(xiàng)目的Cmk放行,需要制造大間隙的樣本。經(jīng)過研究,本項(xiàng)目提出通過增加墊片的方法來獲得大間隙。方案如下:材料選取不易變形的鋼材,厚度控制在1.05mm,電池盒與模組所有接觸位置全部增加墊片(連接孔的位置按照?qǐng)D樣鉆孔),墊片(見圖13)

與電池盒采用膠粘的方式,避免松動(dòng),加裝墊片后驗(yàn)證測(cè)量工位是否干涉、擰緊機(jī)器人是否干涉,以及擰緊過程的扭矩控制是否報(bào)警等。
經(jīng)過試驗(yàn)驗(yàn)證,本文提出的大間隙制作樣本方法滿足Cmk放行要求。
3、Cmk放行結(jié)果
應(yīng)用上文闡述的原理和方法,本項(xiàng)目完成了電池涂膠工位Cmk整體放行(見圖14和表3)。


結(jié) 語
提出了6臺(tái)涂膠機(jī)整體Cmk放行的策略,技術(shù)上實(shí)現(xiàn)不同設(shè)備差異性研究及一致化調(diào)整,保證了過程的一致性和電池產(chǎn)品的涂膠面積覆蓋率的一致性。
涂膠系數(shù)、涂膠軌跡、膠條形狀全面優(yōu)化,保證了Cmk的通過。實(shí)現(xiàn)了最佳的涂膠系數(shù),解決了覆蓋率不足以及過量涂膠引發(fā)腔體內(nèi)爆破性氣泡的問題;涂膠軌跡優(yōu)化后可有效避免閉腔問題發(fā)生;膠條形狀對(duì)提升覆蓋率的測(cè)量結(jié)果有重要影響。
提出了增加墊片制作大間隙樣本的新方法,全面覆蓋圖樣要求的間隙范圍。增加墊片的方法,對(duì)工藝過程進(jìn)行了二次驗(yàn)證,保證了工藝過程的準(zhǔn)確性和有效性。
本項(xiàng)目的方法和經(jīng)驗(yàn)可供同行業(yè)技術(shù)工作者參考和借鑒。


來源:汽車工藝師


