摘要:目的 針對汽車高強鋼SG1000焊接接頭惡化等問題,研究了SG1000激光復合焊接的力學性能。方法 選用等強匹配焊絲MG90-G對高強鋼SG1000進行激光復合焊接,對焊接接頭進行拉伸和低溫沖擊韌性試驗,并結合掃描和硬度監測等手段對焊縫組織和斷口形貌進行分析。結果 由于激光的預熱作用,高強鋼SG1000激光復合焊接成形件的焊縫美觀,焊接過程穩定可靠,焊接熔池深度較大,有效改善了傳統焊接的咬邊、飛濺、氣孔等缺陷。焊縫組織主要由板條馬氏體和奧氏體晶粒組成,熱影響區的過熱區內部板條馬氏體和奧氏體晶粒比較粗大,而焊接母材主要為細小的板條馬氏體和奧氏體晶粒。焊接拉伸斷口主要為細小且較淺的韌窩,且韌窩底部存在第二相粒子及夾雜物,焊接拉伸斷口斷裂于熱影響區且微觀形貌為韌性斷裂;沖擊微觀形貌主要由準解理小平面及河流花樣組成,且存在一定數量大小不一的韌窩交錯分布,焊接沖擊斷口斷裂于熱影響區且微觀形貌也為韌性斷裂。結論 焊縫熱影響區的晶粒比非熱影響區的晶粒粗大,拉伸和沖擊斷裂均發生于熱影響區;隨著激光功率的增大,復合焊接接頭的力學性能呈現逐漸增強的趨勢;隨著焊接速度的增大,復合焊接接頭的力學性能呈現先增強后削弱的趨勢。高強鋼SG1000激光復合焊接最佳工藝參數如下:激光功率為9.5 kW,焊接速度為0.8 m/min,對應屈服強度為1 072 MPa,抗拉強度為1 175 MPa,斷裂伸長率為13.5%,沖擊斷裂吸收的能量為30.8 J、焊縫中心顯微硬度為342 HV。
關鍵詞:汽車高強鋼SG1000;激光復合焊接;焊接熔池;焊縫組織;力學性能
高強鋼板作為汽車、工程機械等領域的重要原材料,其質量及綜合力學性能的好壞直接影響了相關產品的使用壽命。為了提升高強鋼板的焊接質量、焊接效率并控制焊接變形量,一種新型高效、高質激光復合焊接技術應運而生。國內外學者對高強鋼板的焊接及激光復合焊接特性進行了較為深入的研究。羅應明等[1]以水電站用800 MPa級高強鋼板SX780CF為研究對象,開發了低焊接裂紋敏感性特殊鋼。賈朋剛等[2]以某型抽蓄機組高強鋼板為研究對象,對其焊接接頭的斷裂韌性進行了研究。趙鵬等[3]運用試驗的方法對某水電站壓力管道高強鋼開孔封焊及其風險進行了分析。董現春等[4]對Q690CFD高強鋼板及NM450耐磨鋼板在150 t自卸礦車上的輕量化應用進行了研究。趙國昌等[5]研究了500 MPa級S500QL調質高強鋼板的在線直接淬火(DQ)工藝及該工藝在實際生產中的應用。王麗敏等[6]對調質高強度Q890D鋼板制備工藝及其焊接特性進行了研究。郭明星等[7]對烏東德800 MPa級高強鋼蝸殼焊接的關鍵技術進行了研究。祝小龍等[8]運用試驗的方法對27SiMn高強鋼板拉伸應力-應變全曲線和破壞形態進行了研究。王寬貴等[9]以白鶴灘水電站800 MPa高強鋼為研究對象,對其焊接性能進行了分析。程惠等[10]研究了多次返修對白鶴灘水電站800 MPa高強鋼板焊接接頭組織及性能的影響。宋新華等[11-12]運用數值模擬與試驗的方法對復合阻尼鋼板激光深熔焊接特性進行了研究。姚遠等[13]對后橋鋼板激光-MIG復合焊接進行了優化分析。江國梁等[14]對薄板拼板激光復合焊接工藝進行了研究。趙艷秋等[15]研究了激光功率對2195鋁鋰合金光纖-半導體激光復合焊接形貌與氣孔的影響。史亞貝等[16]對藍光半導體與光纖激光復合焊接紫銅工藝進行了研究。曹忠民等[17]研究了Nd:YAG激光與半導體激光復合焊接對鋁合金焊縫組織和性能的影響。趙孔標等[18]對激光-MAG復合焊接工藝及焊接接頭性能進行了分析。劉昊等[19]對電子銅箔和液晶聚合物的激光復合焊接進行了研究。馬彥龍等[20]對1 000 MPa級超高強鋼激光復合焊接頭力學性能進行了研究。王志鵬[21]對Q355C激光-MAG復合焊接工藝及接頭性能進行了研究。張瑜[22]對船用高強度鋼Q355的激光復合焊接工藝進行了探究與優化。王琳[23]對大功率激光復合焊接匙孔形態及其對焊縫成形的影響進行了研究。周愿愿等[24]對殼體激光復合焊接設備進行了設計與仿真分析。吳虎[25]對中厚板Q345B鋼的激光復合焊接頭微觀組織與力學性能進行了研究。溫鵬等[26]對擺動光纖激光-CMT復合焊接6A01- T5鋁合金型材接頭的氣孔特征及組織性能進行了研究。李斌等[27]對BS960E高強鋼激光-電弧復合高速焊接接頭的組織及性能進行了研究。眾多學者對高強鋼焊接性能及激光復合焊接進行了研究,但是對高強鋼板激光復合焊接的研究比較少。基于此,本文以汽車高強鋼SG1000為研究對象,對其激光復合焊接特性進行了研究,以期為提升汽車高強鋼產品焊接質量和焊接效率及減小焊接變形等方面提供理論依據及技術支持。
1、 試驗
焊接設備由額定功率為10 000 W的光纖激光器、福尼斯焊機、法蘭克機器人及采集和控制系統等組成,激光復合焊接試驗設備如圖1所示。激光復合焊接預先采用激光引導的方式,且以二氧化碳為激光頭保護氣;焊接電弧保護氣體為體積分數80%的氬氣+體積分數20%的二氧化碳,激光復合焊接及焊縫激光識別原理如圖2所示。
由圖1和圖2可知,與激光焊接相比,激光復合焊接具有獨特的優勢,由于復合焊接系統增加了電弧熱源,激光束對電弧有一定的引導和吸引作用,所以在焊接工藝參數相同的情況下可以獲得更深的焊縫熔池。
圖1 激光復合焊接試驗設備
Fig.1 Laser composite welding test equipment
圖2 激光復合焊接及焊縫激光識別原理
Fig.2 Principle of laser composite welding and weld laser identification: a) laser composite welding; b) weld laser identification
試驗材料為6 mm厚的高強鋼SG1000,試樣尺寸為200 mm×30 mm×6 mm,采用對接接頭,對接間隙為1 mm。焊接填充材料為直徑1.2 mm的實芯MG90-G,焊接母材SG1000鋼及焊絲填充材料的化學成分如表1所示,對應的力學性能如表2所示。結合表1、表2與激光復合焊接試驗原理,設計激光復合焊接工藝參數,如表3所示。
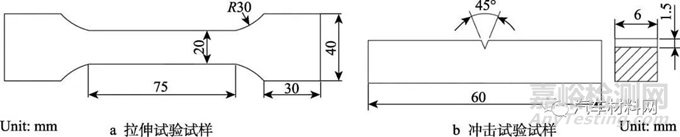
利用表3中的激光復合焊接工藝參數進行高強鋼SG1000激光復合焊接試驗。焊接前先對板材進行打磨處理再用酒精清洗。按照GB/T 2651—2008《焊接接頭拉伸試驗方法》和GB/T 2650—2008《焊接接頭沖擊試驗方法》對焊接完成后的試樣進行加工拉伸和沖擊試驗,所有試驗樣均為6 mm鋼板,相關試樣如圖3所示。每種試樣測試5組數據,去掉最大值和最小值后,取3組數據的平均值作為最終試驗結果。拉伸試驗在DNS-300型電子萬能拉伸機上進行,沖擊試驗在JBN-300型沖擊試驗機上進行。采用AXio Scope A1光學顯微鏡和EVO18型掃描電子顯微鏡及WILSON VH11.2維氏硬度計對試樣微觀組織、沖擊斷口及維氏硬度進行掃描和測量,試樣微觀組織、沖擊斷口及維氏硬度試驗設備如圖4所示。
表1 母材SG1000鋼及焊絲填充材料的化學成分
Tab.1 Chemical compositions of base metal SG1000 steel and welding wire filler material wt.%
表2 母材SG1000鋼及焊絲填充材料的力學性能
Tab.2 Mechanical properties of base metal SG1000 steel and welding wire filler material
表3 激光復合焊接工藝參數
Tab.3 Process parameters of laser composite welding
圖3 激光復合焊接拉伸、沖擊試驗試樣
Fig.3 Laser composite welding tensile and impact test specimens: a) tensile test specimens; b) impact test specimens
圖4 試樣微觀組織、沖擊斷口及維氏硬度試驗設備
Fig.4 Specimen microstructure, impact fracture, and Vickers hardness testing equipment: a) Axio Scope A1 optical microscope; b) EVO18 scanning electron microscope; c) WILSON VH11.2 Vickers hardness tester
2、 結果與分析
在不同焊接工藝條件下,采用激光復合焊接實現焊接對接接頭的雙面成形,當激光功率不同、焊接速度為0.8 m/min時,高強鋼SG1000激光復合焊接宏觀形貌如圖5所示。
圖5 激光功率不同、焊接速度為0.8 m/min時的高強鋼SG1000激光復合焊接宏觀形貌
Fig.5 Macro morphology of laser composite welding of high-strength steel SG1000 at different laser power when the welding speed is 0.8 m/min:
由圖5可知,當激光功率為9.5 kW、焊接速度為0.8 m/min時,高強鋼SG1000激光復合焊接成形件的焊縫美觀且其可靠性優于激光功率為8 kW、焊接速度為0.8 m/min時焊縫的。高強鋼SG1000激光復合焊接成形件的焊縫美觀,焊接過程穩定可靠,主要原因為在激光復合焊接過程中,激光的預熱作用導致焊接的能量損失大大減少,更多的熱量作用在焊接母材上,熔敷金屬流動到焊縫兩邊及底部,導致熔池深度增大,從而有效改善了傳統焊接的咬邊、飛濺、氣孔等缺陷。試驗得到的激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接對接接口及接口形貌如圖6所示。
由圖6可知,高強鋼SG1000激光復合焊接成形件對接接口的焊縫美觀,焊接熔池較深且無氣孔和咬邊等不良現象。焊縫正面雙端為焊接電弧作用區即圖6中橫線上部區域,中間橢圓形區域的深熔池為激光作用區,焊縫與母材接觸區域即矩形區域為焊接熱影響區。試驗得到的激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊縫探傷結果如圖7所示。由圖7可知,高強鋼SG1000激光復合焊縫基本不存在可見氣孔,氣孔產生率極低,焊接匙孔穩定性好,無塌陷等缺陷。
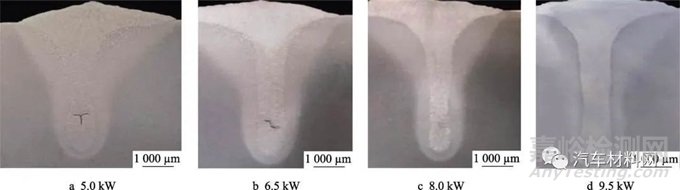
為了研究不同激光功率對高強鋼SG1000激光復合焊接焊縫熔池的影響,通過試驗得到不同激光功率下高強鋼SG1000激光復合焊接焊縫熔池形貌,如圖8所示。可知,在激光復合焊接其他工藝參數不變的情況下,激光功率越大,焊縫越均勻,焊縫余高過渡段越圓滑,焊縫熔池深度和寬度越大且焊縫缺陷也越少。這主要是因為隨著激光功率的增大,激光密度和能量增大,焊接的穩定性和成形性逐漸上升。
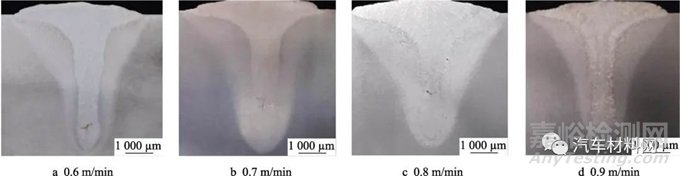
為了研究焊接速度對高強鋼SG1000激光復合焊接焊縫熔池的影響,通過試驗得到不同焊接速度下高強鋼SG1000激光復合焊接焊縫熔池形貌,如圖9所示。可知,在激光復合焊接其他工藝參數不變的情況下,隨著焊接速度的增大,焊縫缺陷等呈現先增加后減少的趨勢,這主要是因為在焊接速度較低時,激光和焊接電弧對一定長度的焊縫熔池作用的時間較長,焊接能量較大,導致焊接過程不穩定,焊接不美觀,且存在氣孔等不良缺陷;當焊接速度較高時,焊縫熔池深度明顯減小。
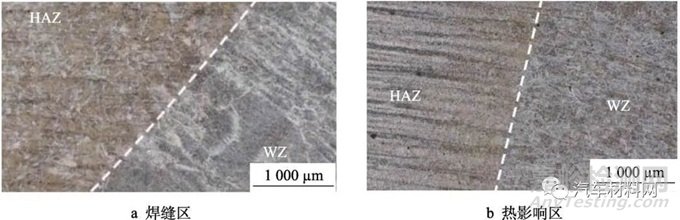
試驗得到的激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接焊縫與熱影響邊界組織形貌如圖10所示,其中HAZ為激光作用區,WZ為電弧作用區。可知,高強鋼SG1000激光復合焊接的熱影響區與焊縫區的組織存在明顯區別且界限清晰,電弧作用區的熱影響區比激光作用區的寬,電弧作用區的晶粒比激光作用區的粗大。
圖6 激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接對接接口及接口形貌
Fig.6 Docking interface and interface morphology of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min: a) docking interface; b) docking interface morphology
圖7 激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊縫探傷結果
Fig.7 Flaw detection results of weld seams of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min
圖8 不同激光功率下高強鋼SG1000激光復合焊接焊縫的熔池形貌
Fig.8 Welding pool morphology of weld seams of high-strength steel SG1000 laser composite welding under different laser power
圖9 不同焊接速度下高強鋼SG1000激光復合焊接焊縫熔池形貌
Fig.9 Welding pool morphology of weld seams of high-strength steel SG1000 laser composite welding under different welding speeds
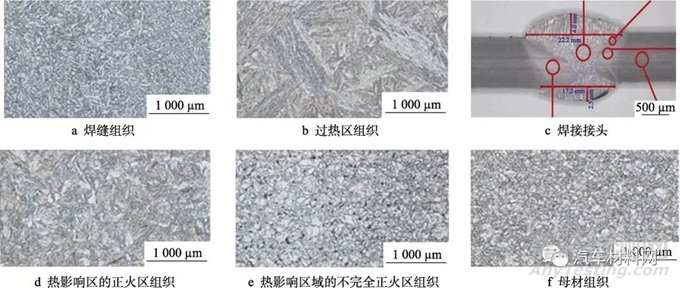
試驗得到的激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接內部形貌如圖11所示。可知,高強鋼SG1000激光復合焊接焊縫組織主要由板條馬氏體和奧氏體晶粒組成,熱影響區中過熱區內部的板條馬氏體和奧氏體晶粒都比較粗大,熱影響區中正火區和不完全正火區內部的板條馬氏體比較粗大而奧氏體晶粒比較細小,而焊接母材主要為細小的板條馬氏體和奧氏體晶粒。
試驗得到的不同激光功率、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接拉伸、沖擊斷口SEM形貌如圖12所示。可知,高強鋼SG1000激光復合焊接拉伸斷口主要為細小且較淺的韌窩,且韌窩底部存在第二相粒子及夾雜物,焊接拉伸斷口斷裂于熱影響區且其微觀形貌為韌性斷裂,激光功率為9.5 kW時的韌窩比8 kW時的韌窩細小;沖擊微觀形貌主要由準解理小平面及河流花樣組成,且存在一定數量大小不一的韌窩交錯分布,焊接沖擊斷口斷裂于熱影響區且微觀形貌也為韌性斷裂,激光功率為9.5 kW時的韌窩也比8 kW時的韌窩細小。
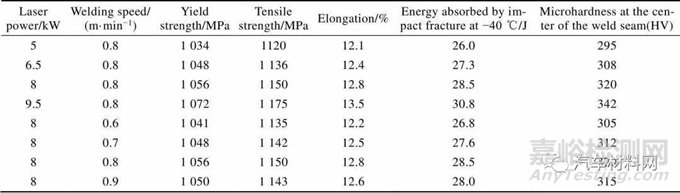
為了研究激光功率、焊接速度對屈服強度、抗拉強度、斷裂伸長率、沖擊斷裂韌性、焊縫中心顯微硬度等特性的影響,通過試驗得到不同激光功率、焊接速度下,復合焊接接頭的力學性能,如表4所示。可知,在焊接其他參數不變的情況下,隨著激光功率的增大,復合焊接接頭的力學性能呈現逐漸增強的趨勢;隨著焊接速度的增大,復合焊接接頭的力學性能呈現先增強后削弱的趨勢。綜上可得,高強鋼SG1000激光復合焊接的最佳工藝參數如下:激光功率為9.5 kW,焊接速度為0.8 m/min,對應屈服強度為1 072 MPa,抗拉強度為1 175 MPa,斷裂伸長率為13.5%,在−40 ℃下沖擊斷裂吸收的能量為30.8 J,焊縫中心顯微硬度為342HV。
圖10 高強鋼SG1000激光復合焊接熱影響邊界組織形貌
Fig.10 Microstructure and morphology of heat affected zone boundary in high-strength steel SG1000 laser composite welding: a) weld seam zone; b) heat affected zone
圖11 激光功率為9.5 kW、焊接速度為0.8 m/min的高強鋼SG1000激光復合焊接內部形貌
Fig.11 Internal morphology of high-strength steel SG1000 laser composite welding when the laser power is 9.5 kW and the welding speed is 0.8 m/min: a) microstructure of weld seam; b) morphology of over heated zone; c) welded joint; d) normalized zone microstructure of heat affected zone; e) incomplete normalized zone microstructure of heat affected zone; f) base metal microstructure
圖12 焊接速度為0.8m/min時的高強鋼SG1000激光復合焊接斷口SEM形貌
Fig.12 SEM morphology of fracture surface of high-strength steel SG1000 laser composite welding when the welding speed of 0.8 m/min: a) tensile test (8 kW); b) tensile test (9.5 kW); c) impact test (8 kW); d) impact test (9.5 kW)
表4 不同激光功率、焊接速度激光下,復合焊接接頭的力學性能
Tab.4 Mechanical properties of composite welded joints under different laser power and welding speeds
3、 結論
高強鋼SG1000激光焊接接頭拉伸、沖擊試驗均斷于熱影響區,表明母材的延伸率較好。激光熱源對焊接母材有預熱作用,會導致焊接的能量損失大大減少,熔池深度增大,從而有效改善了傳統焊接的咬邊、飛濺、氣孔等缺陷。高強鋼SG1000激光復合焊接的熱影響區與焊縫區的組織存在明顯區別且界限清晰,電弧作用區的熱影響區比激光作用區的寬,電弧作用區的晶粒比激光作用區的晶粒粗大。焊縫組織主要由板條馬氏體和奧氏體晶粒組成,熱影響區的過熱區內部板條馬氏體和奧氏體晶粒比較粗大,而焊接母材主要為細小的板條馬氏體和奧氏體晶粒。隨著激光功率的增大,復合焊接接頭的力學性能呈現逐漸增強的趨勢;隨著焊接速度的增大,復合焊接接頭的力學性能呈現先增強后削弱的趨勢。綜上研究表明,在對接焊接接頭下,激光復合焊接件的成形性性良好,無咬邊、飛濺、氣孔等缺陷,激光復合焊接大大提高了生產效率并降低了生產成本。但是高強鋼SG1000激光焊接成形件的低溫沖擊性能依然比較薄弱,有待進一步研究。未來獲得綜合力學性能更加優異的高強鋼激光復合焊接件,需要開發相匹配的焊絲,同時結合激光復合焊接熱源對焊接工藝參數進行優化,激光復合焊接新技術在各行各業中的應用必將有良好的發展前景。
參考文獻:
[1] 羅應明, 王九清, 龐輝勇, 等. 水電站用800 MPa級低焊接裂紋敏感性高強鋼板SX780CF的開發[J]. 特殊鋼, 2022, 43(3): 21-24.LUO Ying-ming, WANG Jiu-qing, PANG Hui-yong, et al. Development of 800 MPa Low Welding Crack Sensitivity High-strength Steel Plate SX780CF for Hydropower Stations[J]. Special Steel, 2022, 43(3): 21-24.
[2] 賈朋剛, 盧從義, 霍巖, 等. 抽蓄機組高強鋼板焊接接頭的斷裂韌性研究[J]. 上海大中型電機, 2021(4): 34-38. JIA Peng-gang, LU Cong-yi, HUO Yan, et al. Study on Fracture Toughness of Welded Joints of High-strength Steel Plates for Pumping and Storage Units[J]. Shanghai Medium and Large Electrical Machines, 2021(4): 34-38.
[3] 趙鵬, 吳疆, 徐江濤. 某水電站壓力管道高強鋼開孔封焊試驗及風險分析[J]. 小水電, 2021(6): 64-67. ZHAO Peng, WU Jiang, XU Jiang-tao. Opening and Sealing Welding Test and Risk Analysis of High- Strength Steel Pressure Pipes for a Hydropower Station[J]. Small Hydro Power, 2021(6): 64-67.
[4] 董現春, 張永青, 黃家武, 等. NM450耐磨鋼板及Q690CFD高強鋼板在150 t自卸礦車上的輕量化應用[J]. 礦山機械, 2021, 49(6): 15-21. DONG Xian-chun, ZHANG Yong-qing, HUANG Jia-wu, et al. The Lightweight Application of NM450 Wear-resistant Steel Plate and Q690CFD High-Strength Steel Plate on 150 t Dump Trucks[J]. Mining & Processing Equipment, 2021, 49(6): 15-21.
[5] 趙國昌, 張海軍, 劉生, 等. 500 MPa級S500QL調質高強鋼板在線直接淬火(DQ)工藝研究及應用[J]. 特殊鋼, 2021, 42(3): 57-62. ZHAO Guo-chang, ZHANG Hai-jun, LIU Sheng, et al. Research and Application of Online Direct Quenching (DQ) Process for 500 MPa Grade S500QL Quenched and Tempered High-Strength Steel Plate[J]. Special Steel, 2021, 42(3): 57-62.
[6] 王麗敏. 調質高強度Q890D鋼板制備工藝及其焊接特性研究[D]. 邯鄲: 河北工程大學, 2021: 8-10. WANG Li-min. Study on the Preparation Process and Welding Characteristics of Quenched and Tempered High Strength Q890D Steel Plate[D]. Handan: Hebei University of Engineering, 2021: 8-10.
[7] 郭明星, 王志勇, 杜瓊. 烏東德800 MPa級高強鋼蝸殼焊接關鍵技術[J]. 人民黃河, 2019, 41(S2): 203-206. GUO Ming-xing, WANG Zhi-yong, DU Qiong. Key Technology for Welding of 800 MPa High Strength Steel Spiral Case in Wudongde[J]. Yellow River, 2019, 41(S2): 203-206.
[8] 祝小龍, 陳力, 鄭宇宙, 等. 27SiMn高強鋼板拉伸應力-應變全曲線和破壞形態試驗研究[C]// 第28屆全國結構工程學術會議論文集(第Ⅲ冊), 2019: 151-161. ZHU Xiao-long, CHEN Li, ZHENG Yu-zhou, et al. Experimental Study on Tensile Stress-Strain Curves and Failure Modes of 27SiMn High Strength Steel Plates[C]// Proceedings of the 28th National Academic Conference on Structural Engineering (Volume Ⅲ), 2019: 151-161.
[9] 王寬貴, 王永華, 張建中, 等. 白鶴灘水電站800 MPa高強鋼焊接性能研究[J]. 低碳世界, 2019, 9(9): 50-51. WANG Kuan-gui, WANG Yong-hua, ZHANG Jian-zhong, et al. Study on the Weldability of 800 MPa High-strength Steel for Baihetan Hydropower Station[J]. Low Carbon World, 2019, 9(9): 50-51.
[10] 程惠, 邊俊軍, 王永華, 等. 白鶴灘水電站800 MPa高強鋼板多次返修對焊接接頭組織及性能的影響[J]. 低碳世界, 2019, 9(9): 63-64. CHENG Hui, BIAN Jun-jun, WANG Yong-hua, et al. The Effect of Multiple Repairs of 800 MPa High- Strength Steel Plate for Baihetan Hydropower Station on the Microstructure and Properties of Welded Joints[J]. Low Carbon World, 2019, 9(9): 63-64.
[11] 宋新華. 復合阻尼鋼板激光深熔焊接數值模擬與試驗研究[D]. 長沙: 湖南大學, 2014: 10-16. SONG Xin-hua. Numerical Simulation and Experimental Study on Laser Deep Penetration Welding of Composite Damping Steel Plate[D]. Changsha: Hunan University, 2014: 10-16.
[12] 宋新華, 金湘中, 修騰飛, 等. 復合阻尼鋼板激光深熔焊接數值模擬[J]. 熱加工工藝, 2014, 43(7): 164- 166. SONG Xin-hua, JIN Xiang-zhong, XIU Teng-fei, et al. Numerical Simulation of Laser Deep Penetration Welding of Composite Damping Steel Plate[J]. Hot Working Technology, 2014, 43(7): 164-166.
[13] 姚遠, WOUTERS M, POWELL J, 等. 后橋鋼板激光- MIG復合焊接優化研究[J]. 汽車技術, 2008(1): 54-57. YAO Yuan, WOUTERS M, POWELL J, et al. Optimization of Laser MIG Hybrid Welding of Rear Axle Steel Plates[J]. Automotive Technology, 2008(1): 54-57.
[14] 江國梁, 韋青嵩, 劉博, 等. 薄板拼板激光復合焊接工藝研究[J]. 廣東造船, 2023, 42(1): 49-51. JIANG Guo-liang, WEI Qing-song, LIU Bo, et al. Research on Laser Composite Welding Process for Thin Plate Splicing[J]. Guangdong Shipbuilding, 2023, 42(1): 49-51.
[15] 趙艷秋, 李響, 劉志強, 等. 激光功率對2195鋁鋰合金光纖-半導體激光復合焊接形貌與氣孔的影響[J]. 焊接學報, 2023, 44(1): 99-106. ZHAO Yan-qiu, LI Xiang, LIU Zhi-qiang, et al. The Effect of Laser Power on the Morphology and Porosity of 2195 Aluminum Lithium Alloy Fiber Semiconductor Laser Composite Welding[J]. Transactions of the China Welding Institution, 2023, 44(1): 99-106.
[16] 史亞貝, 田輝. 藍光半導體與光纖激光復合焊接紫銅工藝研究[J]. 應用激光, 2022, 42(11): 22-28. SHI Ya-bei, TIAN Hui. Research on the Composite Welding Process of Blue Semiconductor and Fiber Laser for Copper[J]. Applied Laser, 2022, 42(11): 22-28.
[17] 曹忠民, 劉笑笑, 李宏策. Nd: YAG激光與半導體激光復合焊接對鋁合金焊縫組織和性能的影響[J]. 精密成形工程, 2022, 14(8): 127-133. CAO Zhong-min, LIU Xiao-xiao, LI Hong-ce. Effect of Nd: YAG Laser and Semiconductor Laser Composite Welding on the Microstructure and Properties of Aluminum Alloy Welds[J]. Journal of Netshape Forming Engineering, 2022, 14(8): 127-133.
[18] 趙孔標, 李利娜. 激光-MAG復合焊接工藝及焊接接頭性能分析[J]. 合成材料老化與應用, 2021, 50(6): 93-96. ZHAO Kong-biao, LI Li-na. Analysis of Laser MAG Composite Welding Process and Welding Joint Performance[J]. Synthetic Materials Aging and Application, 2021, 50(6): 93-96.
[19] 劉昊, 楊海峰, 賀海東, 等. 電子銅箔和液晶聚合物的激光復合焊接[J]. 中國激光, 2022, 49(2): 116-128. LIU Hao, YANG Hai-feng, HE Hai-dong, et al. Laser Hybrid Welding of Electronic Copper Foil and Liquid Crystal Polymer[J]. Chinese Journal of Lasers, 2022, 49(2): 116-128.
[20] 馬彥龍, 陳輝, 趙旭, 等. 1 000 MPa級超高強鋼激光復合焊接頭力學性能研究[J]. 中國激光, 2021, 48(6): 163-174. MA Yan-long, CHEN Hui, ZHAO Xu, et al. Study on the Mechanical Properties of Laser Composite Welded Joints of 1 000 MPa Grade Ultra-High Strength Steel[J]. Chinese Journal of Lasers, 2021, 48(6): 163-174.
[21] 王志鵬. Q355C激光-MAG復合焊接工藝及接頭性能研究[D]. 蘭州: 蘭州理工大學, 2021: 12-20. WANG Zhi-peng. Research on Q355C Laser MAG Composite Welding Process and Joint Performance[D]. Lanzhou: Lanzhou University of Technology, 2021: 12-20.
[22] 張瑜. 船用高強度鋼Q355的激光復合焊接工藝的探究與優化[J]. 艦船科學技術, 2021, 43(2): 205-207. ZHANG Yu. Exploration and Optimization of Laser Composite Welding Process for High-Strength Steel Q355 in Ships[J]. Ship Science and Technology, 2021, 43(2): 205-207.
[23] 王琳. 大功率激光復合焊接匙孔形態及其對焊縫成形影響的研究[D]. 廣州: 廣東工業大學, 2020: 16-25. WANG Lin. A Study on the Keyhole Morphology of High Power Laser Composite Welding and Its Influence on Weld Forming[D]. Guangzhou: Guangdong University of Technology, 2020: 16-25.
[24] 周愿愿, 袁楨棣, 李曉慶, 等. 殼體激光復合焊接設備設計與分析[J]. 機床與液壓, 2020, 48(21): 127-133. ZHOU Yuan-yuan, YUAN Zhen-di, LI Xiao-qing, et al. Design and Analysis of Shell Laser Composite Welding Equipment[J]. Machine Tool & Hydraulics, 2020, 48(21): 127-133.
[25] 吳虎. 中厚板Q345B鋼激光復合焊接頭微觀組織與力學性能研究[J]. 焊接技術, 2020, 49(9): 10-12. WU Hu. Study on the Microstructure and Mechanical Properties of Laser Composite Welded Joints of Q345B Steel for Medium and Thick Plates[J]. Welding Technology, 2020, 49(9): 10-12.
[26] 溫鵬, 栗忠秀, 張松, 等. 擺動光纖激光-CMT復合焊接6A01-T5鋁合金型材接頭的氣孔特征及組織性能研究[J]. 中國激光, 2020, 47(8): 61-71. WEN Peng, LI Zhong-xiu, ZHANG Song, et al. Study on the Pore Characteristics and Microstructure Properties of 6A01-T5 Aluminum Alloy Profile Joints Welded by Swinging Fiber Laser CMT Composite Welding[J]. Chinese Journal of Lasers, 2020, 47(8): 61-71.
[27] 李斌, 朱勇輝, 鄧林, 等. BS960E高強鋼激光-電弧復合高速焊接接頭組織及性能研究[J]. 電焊機, 2020, 50(5): 72-76. LI Bin, ZHU Yong-hui, DENG Lin, et al. Study on the Microstructure and Properties of Laser Arc Composite High-Speed Welding Joints of BS960E High-Strength Steel[J]. Electric Welding Machine, 2020, 50(5): 72-76.
來源:《精密成形工程》 2023年第10期 P177-186
作者:倪晉尚(常州工程職業技術學院智能制造學院)