1、前言
目前我國汽車生產(chǎn)總量逐年增加,同時(shí)保持多年全球汽車銷量第一。汽車的需求量增加直接導(dǎo)致汽車產(chǎn)量和報(bào)廢車數(shù)量的增加,間接對(duì)汽車生產(chǎn)工藝、環(huán)境、能源、材料方面都帶來了巨大挑戰(zhàn)[1,2]。
汽車車身質(zhì)量在整個(gè)汽車的總質(zhì)量中占比約40%~50%。從汽車外形來看,汽車的車身在面積上基本覆蓋了整個(gè)汽車[3]。因?yàn)槠囓嚿頍o論是在質(zhì)量方面還是在汽車覆蓋面積方面都分別占據(jù)了整個(gè)汽車質(zhì)量和面積的絕大部分。所以在汽車研發(fā)過程對(duì)車身的研發(fā)會(huì)需要很多投入,而車身生產(chǎn)過程中也會(huì)耗費(fèi)大量能源,因此在汽車車身生產(chǎn)技術(shù)的傳承的基礎(chǔ)上,車身技術(shù)發(fā)展需要加快新技術(shù)突破[4]。
2、車身覆蓋件發(fā)展現(xiàn)狀
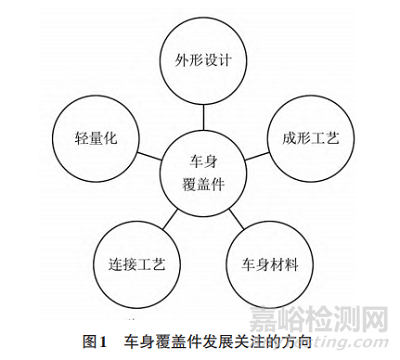
目前看來,國內(nèi)外對(duì)車身覆蓋件的關(guān)注情況還是熱度不減,主要集中在以下5個(gè)方面,如圖1所示。其中,輕量化是多種發(fā)展方向共同追求的目的。文章圍繞發(fā)動(dòng)機(jī)罩蓋、行李箱蓋以及車門的外形、連接技術(shù)、材料進(jìn)行現(xiàn)狀概述,著重對(duì)沖壓和壓鑄工藝進(jìn)行概述和未來發(fā)展趨勢研究。
2.1覆蓋件外形
汽車車身覆蓋件是汽車與空氣接觸面積最大的部分,車身覆蓋件的設(shè)計(jì)讓汽車外形更加貼合汽車空氣動(dòng)力學(xué),讓汽車外形更具有科技感,同時(shí)迎合大眾審美。陳承杰等[5]設(shè)計(jì)了一種類似孔雀開屏的汽車尾翼,通過CFD模擬驗(yàn)證了該尾翼在汽車行駛過程中產(chǎn)生下壓力的效果,做出了性能評(píng)價(jià)。張震等[6]通過對(duì)現(xiàn)有跑車外形進(jìn)行三維建模和對(duì)模型進(jìn)行空氣動(dòng)力學(xué)仿真,通過局部優(yōu)化達(dá)到了降低空氣阻力的目的。Alessandro Ferraris等[7]通過設(shè)定位于汽車輪罩的空氣流量控制裝置,通過風(fēng)洞試驗(yàn)的方式對(duì)城市客車空氣動(dòng)力學(xué)進(jìn)行改進(jìn)優(yōu)化。在空氣動(dòng)力學(xué)方面,主要通過優(yōu)化汽車覆蓋件外形、增加尾翼、局部增加裝置調(diào)整空氣阻力、隱藏式門把手、電子后視鏡的方式優(yōu)化汽車空氣動(dòng)力學(xué)。
汽車覆蓋件中發(fā)動(dòng)機(jī)罩蓋和尾廂蓋板外形發(fā)展來看,最初的發(fā)動(dòng)機(jī)罩蓋和行李箱蓋屬于方正外形,如來自1930年的雪鐵龍Traction Avant宣傳海報(bào)上的雪鐵龍Traction汽車的發(fā)動(dòng)機(jī)罩蓋,如圖2a所示。雪鐵龍C6車型,如圖2b所示。雪鐵龍C6汽車發(fā)動(dòng)機(jī)罩蓋在外形上更符合汽車空氣動(dòng)力學(xué),設(shè)計(jì)趨向低趴、扁平和過渡光順。
在滿足結(jié)構(gòu)和功能性的前提下,提升對(duì)汽車外形審美的設(shè)計(jì)水平。以轎車為列,如國內(nèi)某自主汽車廠商的2012款車型到2022款新車型,在發(fā)動(dòng)機(jī)罩蓋和行李箱蓋方面都有呈現(xiàn)向過渡光順、低趴式的趨勢發(fā)展,車型上溜背汽車外形更加突出和采用了開口空間更大的掀背式尾門,通過邊緣檢測,如圖3所示[9,10,11]。


此外,科技感也很重要,部分車輛外形部件增加科技感,比如帶顯示功能的車燈、隱藏式后視鏡等。
2.2輕量化
在2016年10月中國汽車工程學(xué)會(huì)年會(huì)上發(fā)布的《節(jié)能與新能源汽車技術(shù)路線圖》中顯示,到2030年要大幅度增加高強(qiáng)度鋼應(yīng)用,單車用鋁合金超過350 kg,碳纖維超過總質(zhì)量的5%,此次會(huì)議上展示了輕量化技術(shù),預(yù)計(jì)從2015年到2030年,實(shí)現(xiàn)從18%到40%的減重目標(biāo)。在2020年修訂的《節(jié)能與新能源汽車技術(shù)路線圖2.0》中,輕量化被列為九大技術(shù)方向之一,預(yù)計(jì)2035年燃油乘用車整車輕量化系數(shù)降低25%,純電動(dòng)乘用車整車輕量化系數(shù)降低35%[12]。
車身輕量化通過降低車身的質(zhì)量達(dá)到降低能源消耗和降低產(chǎn)生污染物的目的,輕量化研究方向主要圍繞輕質(zhì)材料、結(jié)構(gòu)優(yōu)化、制造技術(shù)、鋁合金和高強(qiáng)度鋼以及塑料應(yīng)用進(jìn)行展開[13]。王童等[14]通過建立城市客車車身模型,對(duì)其進(jìn)行多工況分析以及多方向結(jié)構(gòu)優(yōu)化達(dá)到輕量化的目的。韋學(xué)軍等[15]基于碰撞角度,從碰撞結(jié)果對(duì)車身結(jié)構(gòu)進(jìn)行輕量化結(jié)構(gòu)優(yōu)化,這樣既得到了安全性,又達(dá)到了輕量化目的。高豐嶺等[16]通過將碳纖維復(fù)合材料應(yīng)用到汽車車身,達(dá)到了降低車身質(zhì)量的目的。Martin Ivanjko通過使用新型高強(qiáng)韌鋼材(Twinning Induced Plasticity Steel,TWIP),同時(shí)應(yīng)用新型連接釘進(jìn)行連接,二者共同配合達(dá)到降低了車身質(zhì)量的目的[17]。采用全鋁車身相對(duì)于鋼材可以達(dá)到減重40%以上。輕質(zhì)材料的制造工藝研究和輕質(zhì)材料典型部件的系列化、標(biāo)準(zhǔn)化和研究相關(guān)輕量化指數(shù)都可以作為研究的方向[18]。
2.3沖壓及壓鑄技術(shù)
車身覆蓋件多數(shù)由內(nèi)外板組成,外板通常為A面,對(duì)表面質(zhì)量要求高,目前由于沖壓技術(shù)的相對(duì)成熟、沖壓設(shè)備的完善和模具生產(chǎn)設(shè)備的完善,所以車身覆蓋件成形工藝最多的仍然是沖壓成形。為了優(yōu)化沖壓產(chǎn)品的減薄率情況以及表面起皺情況,主要集中在對(duì)沖壓成形工藝參數(shù)、回彈方面進(jìn)行研究。王康康等[19]將正交試驗(yàn)和神經(jīng)網(wǎng)絡(luò)引入汽車行李箱蓋沖壓成形過程中,神經(jīng)網(wǎng)絡(luò)對(duì)沖壓參數(shù)進(jìn)行學(xué)習(xí)和遺傳算法優(yōu)化,獲得了提高沖壓成形產(chǎn)品質(zhì)量的多參數(shù)組合結(jié)果。曹琳琳等[20]針對(duì)U形較薄產(chǎn)品進(jìn)行沖壓成形回彈控制,確定了影響回彈的主要因素,同時(shí)對(duì)這些因素進(jìn)行控制,最終降低了回彈。沖壓仿真過程主要還是集中在對(duì)壓邊力、摩擦系數(shù)、沖壓速度、沖壓深度和拉延筋布局方面的調(diào)整,通過正交試驗(yàn)和神經(jīng)網(wǎng)絡(luò)優(yōu)化算法以達(dá)到降低起皺和優(yōu)化減薄率的目的。
壓鑄技術(shù)出現(xiàn)約在19世紀(jì)20年代,因?yàn)槠浔旧砜梢灾苯颖苊鉀_壓過程中遇到的起皺、R角、負(fù)角和模具出現(xiàn)互相干涉的問題,所以對(duì)壓鑄的研究也是在逐漸深入。因?yàn)閴鸿T主要研究方向集中在優(yōu)化壓鑄產(chǎn)品的成形內(nèi)部質(zhì)量和表面質(zhì)量,所以主要研究壓鑄的工藝參數(shù)、壓鑄流道、模具和冷卻。
如今特斯拉公司和沃爾沃汽車公司開始將其壓鑄技術(shù)引入國內(nèi),在國內(nèi)建立大型壓鑄車間,用于生產(chǎn)汽車零部件,并且有意愿應(yīng)用于一體式汽車車身生產(chǎn)[21]。Kurtulus等[22]通過建模和設(shè)定隨形冷卻的模具結(jié)構(gòu),獲取到了更加均勻分布的模具表面溫度,相對(duì)降低了冷卻時(shí)間,獲得了擁有更好質(zhì)量的成形產(chǎn)品。牛志超等[23]將高壓壓鑄應(yīng)用于薄壁件進(jìn)行了可鑄造性、缺陷和力學(xué)性能方面的研究,得到了產(chǎn)品屈服強(qiáng)度和延伸率二者與澆道遠(yuǎn)近的位置關(guān)系,并且得到了大型薄壁件壓鑄產(chǎn)品容易在力學(xué)性能不均勻性方面出現(xiàn)問題的結(jié)論。總體而言,本文在車身覆蓋件成形技術(shù)方面分析結(jié)構(gòu)圖如圖4所示。
2.4連接技術(shù)
汽車車身目前還是采用多零件拼接而成,因此需要較好的連接工藝。提升連接工藝的技術(shù)手段也可以達(dá)到輕量化的目的、降低材料成本、人力成本和時(shí)間成本。
目前,汽車車身連接主要采用焊接、鉚接、粘接方式進(jìn)行連接,同時(shí)采用多種焊接結(jié)合的方式,在最新一代的奧迪A8全鋁汽車上應(yīng)用了14種焊接技術(shù),其中包括激光焊等8種熱連接技術(shù)和沖鉚連接等6種冷連接技術(shù)。
車身焊接主要包含電阻焊、電弧焊、激光焊接等。電阻焊通過局部電流產(chǎn)生電阻熱的方式將局部工件熔化,熔化的部位進(jìn)行熔化焊接,具有焊接質(zhì)量好和焊接速度快的優(yōu)點(diǎn)。電弧焊通過電焊絲與部件之間的電弧作為熱源進(jìn)行焊接,并且同時(shí)需要一定的保護(hù)氣體,比如二氧化碳。激光焊接是一種較新的焊接技術(shù),利用激光束作為熱源進(jìn)行焊接。因?yàn)槠浜附淤|(zhì)量好、耗時(shí)短、節(jié)省材料、焊接件不易變形的優(yōu)勢被廣泛使用于汽車車身焊接[24]。
焊接也會(huì)對(duì)產(chǎn)品造成一定的質(zhì)量影響,因此對(duì)焊接也進(jìn)行一定的技術(shù)優(yōu)化。趙建姣等[25]將激光飛行焊接技術(shù)應(yīng)用到白車身車門,飛行焊接指的是激光焊頭通過CAN總線的方式與機(jī)器人通訊,實(shí)現(xiàn)激光飛行焊接的功能。通過試驗(yàn)證明了飛行激光焊接的可行性,也獲取了相應(yīng)的影響參數(shù),為此技術(shù)的發(fā)展提供了優(yōu)化方向。
鉚接比焊接在車身上的應(yīng)用較少,主要有自穿釘鉚接、無鉚釘自穿鉚接和壓力穿刺鉚。目前中國重汽集團(tuán)將螺母沖鉚工藝應(yīng)用到汽車白車身連接工藝中,驗(yàn)證了此工藝裝配精度高、工件變形小、節(jié)能環(huán)保、易于實(shí)現(xiàn)自動(dòng)化目的。
粘接車身技術(shù)是用結(jié)構(gòu)膠粘實(shí)現(xiàn)車身粘接。結(jié)構(gòu)膠指強(qiáng)度高、能承受較大荷載,且耐老化、耐疲勞、耐腐蝕,并在預(yù)期壽命內(nèi)性能穩(wěn)定、適用于承受大載荷結(jié)構(gòu)件粘接的膠粘劑[26]。張士展等[27]對(duì)車身結(jié)構(gòu)膠性能進(jìn)行了仿真,通過多種試驗(yàn)對(duì)結(jié)構(gòu)膠失效進(jìn)行模擬驗(yàn)證。結(jié)構(gòu)膠常常用于車上的塑料件粘接,在車身連接制造技術(shù)上的應(yīng)用仍處于探索階段。
2.5材料
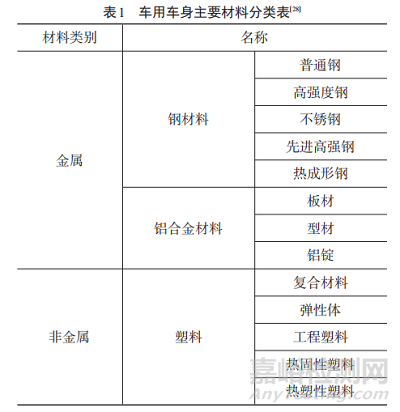
汽車車身使用材料以鋼材、有色金屬鋁材料、非金屬為主要使用材料,汽車車身用主要材料分類如下表1。
車身材料從最初的鐵質(zhì)材料,已經(jīng)發(fā)展到鋁質(zhì)材料和合金材料。研究汽車車身材料主要為了提高車身的力學(xué)性能以及降低車身質(zhì)量[29]。汽車車身材料主要為鋼、常規(guī)合金、工程塑料和復(fù)合材料。現(xiàn)階段車身使用量最大的材料是鋼板,并且針對(duì)車身不同部件采用不同的鋼板。對(duì)車身面部件采用延伸性、耐腐蝕、抗凹陷性都較好的鋼材,對(duì)結(jié)構(gòu)件采用吸能性好、同時(shí)還具有一定剛性、耐腐蝕好的材料,將這些構(gòu)件良好地組合在一起可以達(dá)到輕量化和提升力學(xué)性能的效果。
有色金屬中的鋁合金最大的優(yōu)點(diǎn)就是密度低,能夠大幅度降低車身質(zhì)量,同時(shí)在結(jié)構(gòu)布局合理的前提下,還能滿足一定的力學(xué)性能,相對(duì)鋼制產(chǎn)品還會(huì)具有更好的吸能性能。鋁合金車身在目前應(yīng)用于全鋁車身車型,比如特斯拉Model S、路虎攬勝、ES8,凱迪拉克CT6則采用鋼和鋁合金混合車身,如寶馬6系發(fā)動(dòng)機(jī)罩蓋等開閉合件為鋁,其余結(jié)構(gòu)為鋼材。劉雅芳等[30]將代號(hào)為6082的鋁合金材料應(yīng)用于車門,通過碰撞分析軟件對(duì)其模型進(jìn)行碰撞受力分析,最終達(dá)到了降低產(chǎn)品質(zhì)量的目的,符合國家標(biāo)準(zhǔn),比原鋼制產(chǎn)品具有更好的吸能效果。
當(dāng)前汽車車身覆蓋件已經(jīng)采用了部分塑料件,比如保險(xiǎn)杠、前擋板、門板框等。工程塑料因其具有質(zhì)量輕、耐腐蝕、耐熱和耐寒、可塑性強(qiáng)的優(yōu)勢,所以考慮將其使用在汽車車身,目的主要是為了汽車輕量化[31]。工程塑料在解決成本問題之后,在輕量化方面明顯優(yōu)于現(xiàn)有車身材料。現(xiàn)階段國外通用汽車已經(jīng)研發(fā)出適合車身板料的工程塑料。沃爾沃汽車一直堅(jiān)持環(huán)保,曾宣稱2025年再生塑料在汽車上應(yīng)用將達(dá)到25%。2018年在哥德堡舉行的沃爾沃環(huán)球帆船賽中,演示的汽車中包含170個(gè)組件,由總計(jì)60 kg的再生塑料制成[32]。
復(fù)合材料種類繁多,車身上使用的復(fù)合材料主要是指的是碳纖維復(fù)合材料,碳纖維具有輕量化、強(qiáng)度高的優(yōu)點(diǎn)。碳纖維材料現(xiàn)在最大的難點(diǎn)就是成本問題,需要在碳纖維材料的生產(chǎn)技術(shù)方面加大研究力度。徐作文等[33]將碳纖維復(fù)合材料應(yīng)用到汽車車門,對(duì)碳纖維材料進(jìn)行了層次化結(jié)構(gòu)設(shè)計(jì)與鋪層,對(duì)模型進(jìn)行力學(xué)性能仿真,驗(yàn)證了剛度、強(qiáng)度方面的提升效果,達(dá)到了輕量化目標(biāo)。
3、成形技術(shù)
車身覆蓋件成形工藝是降低生產(chǎn)節(jié)拍、減少人工成本、減少原材料浪費(fèi)、減少模具使用套數(shù)、提高產(chǎn)品質(zhì)量和實(shí)現(xiàn)輕量化目標(biāo)的關(guān)鍵技術(shù)之一。
雖然沖壓技術(shù)比較成熟,但是沖壓技術(shù)存在工序繁瑣、模具套數(shù)較多、材料利用率相對(duì)不夠高的缺點(diǎn)[34]。沖壓技術(shù)圍繞研究壓邊力、摩擦因數(shù)、沖壓速度相關(guān)工藝參數(shù),采用正交試驗(yàn)或者傳統(tǒng)神經(jīng)網(wǎng)絡(luò)結(jié)合的遺傳算法以及其它多目標(biāo)優(yōu)化算法,獲取工藝參數(shù)之間的最優(yōu)組合來達(dá)到優(yōu)化產(chǎn)品質(zhì)量的目的。沖壓過程不僅涉及提升產(chǎn)品質(zhì)量,同時(shí)應(yīng)該從模具方面入手,對(duì)模具成本進(jìn)行控制,可采用拓?fù)鋬?yōu)化手段對(duì)模具進(jìn)行輕量化優(yōu)化,研究低成本模具材料,可將部分強(qiáng)度較高的塑料引入制造受力較小的模具。
從壓鑄工藝來看,壓鑄可以避免工序復(fù)雜和模具套數(shù)較多和材料利用率低的問題。壓鑄技術(shù)在尺寸參數(shù)方面對(duì)壓鑄對(duì)象要求高,所以對(duì)于薄壁件而言,壓鑄應(yīng)用還是相對(duì)較少的。壓鑄技術(shù)目前還是多應(yīng)用于強(qiáng)度要求較高的汽車部件,壓鑄技術(shù)在大型薄壁部件內(nèi)部質(zhì)量控制和模具制造技術(shù)方面還需要加大研發(fā)力度。在壓鑄工藝參數(shù)優(yōu)化方面與沖壓技術(shù)類似,通過優(yōu)化技術(shù)對(duì)壓鑄溫度、壓射速度、模具溫度的參數(shù)進(jìn)行組合優(yōu)化。壓鑄技術(shù)可以與合金材料結(jié)合,包含鋁合金、鎂合金、鈦合金和這些合金的半固態(tài)材料,研究提升壓鑄合金的流動(dòng)性能、力學(xué)性能是提高壓鑄產(chǎn)品質(zhì)量的關(guān)鍵。
連續(xù)變截面板(Tailor Rolled Blank,TRB)技術(shù)在生產(chǎn)車輛框架結(jié)構(gòu)A柱、B柱和縱梁的成形有顯著成效,能夠讓這些部位工件的力學(xué)性質(zhì)在成形后能得到均勻分布。目前,部分車商已經(jīng)開始將TRB應(yīng)用于汽車車身生產(chǎn),如圖5所示。奧迪新Q5的車底縱梁、A柱、B柱都由TRB熱成形鋼材制成,在保證部件強(qiáng)度的同時(shí)減輕部件質(zhì)量。
當(dāng)前,車身覆蓋件這樣較大、較薄(厚度小于1 mm)部件以及對(duì)表面要求較高的部件采用沖壓技術(shù)為主,比如車門外板、發(fā)動(dòng)機(jī)罩蓋和行李箱蓋外板這樣的A面產(chǎn)品等。厚度相對(duì)較厚(厚度大于1 mm)、對(duì)表面質(zhì)量要求不高的B面和C面部件、結(jié)構(gòu)相對(duì)復(fù)雜的部件可以采用壓鑄成形,比如車身內(nèi)部的加強(qiáng)件。壓鑄技術(shù)本身在模具方面相對(duì)沖壓模具數(shù)量減少,可以降低模具成本,比如對(duì)汽車發(fā)動(dòng)機(jī)罩蓋內(nèi)外板,采用沖壓技術(shù)需要通過拉延、修邊、翻邊整形、沖孔等多工序,涉及凹模、凸模、翻邊鑲塊等多套模具,內(nèi)板加強(qiáng)件結(jié)構(gòu)復(fù)雜,需要的模具套數(shù)相對(duì)較多。若采用壓鑄對(duì)發(fā)動(dòng)機(jī)罩蓋進(jìn)行生產(chǎn),無需修邊、翻邊整形、沖孔等工序,因此壓鑄發(fā)動(dòng)機(jī)罩蓋外板只需要一套模具、內(nèi)板只需要一套模具,在模具套數(shù)方面優(yōu)勢明顯。因此,在現(xiàn)階段融合多種成形技術(shù),可以達(dá)到降低生產(chǎn)成本的目的。
當(dāng)薄壁壓鑄技術(shù)逐漸成熟時(shí)候,對(duì)于車門、發(fā)動(dòng)機(jī)罩蓋、行李箱蓋這些需要內(nèi)外板的組合件,只需要采用單板,適當(dāng)提升結(jié)構(gòu)件平均厚度,對(duì)模型進(jìn)行厚薄區(qū)域優(yōu)化,設(shè)定合理的加強(qiáng)筋和流道,最終這些內(nèi)外板結(jié)合件只需要一體式單板即可,因此未來隨著薄壁壓鑄技術(shù)成熟,一體式車身或?qū)⑦M(jìn)入大量應(yīng)用。
4、總結(jié)與展望
(1)文章分析了車身覆蓋件外形、輕量化、成形工藝、連接工藝、材料5個(gè)研究方向,分別對(duì)技術(shù)現(xiàn)狀進(jìn)行概述。
(2)對(duì)沖壓、壓鑄技術(shù)進(jìn)行了梳理,對(duì)TRB技術(shù)應(yīng)用進(jìn)行了概述。
(3)提出了根據(jù)車身覆蓋件厚度和復(fù)雜度特性進(jìn)行多技術(shù)結(jié)合的生產(chǎn)方式。
(4)汽車車身覆蓋件技術(shù)正朝著一體化、低成本、輕量化方向發(fā)展。為此,需要進(jìn)一步加強(qiáng)對(duì)車身成形工藝中壓鑄工藝以及TRB技術(shù)研究。
參考文獻(xiàn)
[1] ZHAO D T, CHEN H, LI X D, et al. Air pollution and its influential factors in China’s hot spots[J].Journal of Cleaner Production,2018(185):619-627.
[2] AL-TAAI S H H, MOHAMMED A D W A. Air Pollution:A Study of Its Concept, Causes, Sources and Effects[J].Asian Jornal of Water, Environment and Pollution, 2022, 19(1):17-22.
[3] XU B, LUO L, LIN B. A dynamic analysis of air pollution emissions in China:Evidence from nonparametric additive regression models[J]. Ecological indicators, 2016(63):346-358.
[4] 董學(xué)鋒.車身材料與車身輕量化[J].汽車工藝與材料,2017(7):1-18.
[5] 陳承杰,胡恩鍇,許圳淇,等.新型仿生折扇兩向可變汽車尾翼設(shè)計(jì)及分析[J].機(jī)電信息,2022(10):37-40.
[6] 張震,李旭,崔行振.基于CFD的某跑車外流場數(shù)值模擬[J].山東工業(yè)技術(shù),2017(12):285-287.
[7] FERRARIS A, PINHEIRO H, AIRALE A, et al.City Car Drag Reduction by mea-ns of Flow Control Devices[C]//2020 SAE Brasil Congress&Exhibition,2021.
[8] 馬爽,崔凱.東風(fēng)雪鐵龍C6[J].汽車與運(yùn)動(dòng),2016(10):30-33.
[9] 王占強(qiáng).安全的國民車長安逸動(dòng)安全性深入解析[J].世界汽車,2012(11):100-105.
[10] 本刊編輯部.品質(zhì)家轎進(jìn)化者長安逸動(dòng)PLUS[J].汽車觀察,2020(5):84.
[11] 牛小歐,朱耘.長安汽車:仰望星空很遠(yuǎn),腳踏實(shí)地有難[J].商學(xué)院,2020(10):84-87.
[12] 高馳.一文讀懂《節(jié)能與新能源汽車技術(shù)路線圖2.0》:2035年新能源市場占比超50%[J].汽車與配件, 2020(21):40-41.
[13] SUPHANUT K, PATTARAMON J, HIROSHI H A. Lightweight Bus Body Design and Optimization for Rollover Crash worthiness[J].International Journal of Automotive Technology, 2020, 21(4):981-991.
[14] 王童,杜軼群,陳軼嵩,等.基于結(jié)構(gòu)輕量化的城市客車車身生命周期評(píng)價(jià)[J].汽車工程,2022, 44(5):778-788.
[15] 韋學(xué)軍.基于碰撞安全性的汽車車身輕量化設(shè)計(jì)分析[J].中國設(shè)備工程,2021(21):82-83.
[16] 高豐嶺,雪穎,戰(zhàn)楠,等.碳纖維復(fù)合材料車用結(jié)構(gòu)設(shè)計(jì)與仿真研究綜述[J].汽車科技,2020(2):74-80.
[17] IVANJKO M, MESCHUT G. Innovative joining technology for multi-material applications with high manganese steels in lightweight car body structures[J]. Welding in the World, 2019, 63(1):97-106.
[18] 董學(xué)鋒.商用車的質(zhì)量特征及輕量化評(píng)價(jià)[J].汽車技術(shù),2018(1):10-14.
[19] 王康康,陳澤中,江楠森,等.基于GA-BP的汽車行李箱蓋內(nèi)板沖壓成形工藝優(yōu)化[J].塑性工程學(xué)報(bào),2021, 28(9):28-34.
[20] 曹琳琳,徐家川,張?jiān)疲?先進(jìn)高強(qiáng)鋼沖壓成形回彈工藝參數(shù)優(yōu)化[J].農(nóng)業(yè)裝備與車輛工程,2022, 60(5):137-140+145.
[21] 《鑄造工程》編輯部.沃爾沃新工廠將導(dǎo)入一體壓鑄工藝[J].鑄造工程,2022, 46(2):25-25.
[22] KARANI K, ALI B, AHMET C, et al. An experimental investigation of the cooling and heating performance of a gravity die casting mold with conformal cooling channels[J].Applied Thermal Engineering, 2021,194(7):117105.
[23] NIU Z C, LIU G Y, LI T, et al.Effect of high pressure die casting on the castability, defects and mechanical properties of aluminium alloys in extra-large thin-wall castings[J].Journal of Materials Processing Technology, 2022,303(5):117525.
[24] 馮永旺,孫廣豐,張剡.汽車車身連接工藝現(xiàn)狀及發(fā)展趨勢分析[J].汽車工業(yè)研究,2020(1):28-30.
[25] 趙建姣,陳沖,漢俊梅,等.白車身車門激光飛行焊接技術(shù)及工藝調(diào)試[J].汽車工藝與材料,2022(6):33-37.
[26] 劉江超,徐士杰,謝濤.結(jié)構(gòu)膠在汽車車身中的應(yīng)用[J].山東工業(yè)技術(shù),2015(13):271-271.
[27] 張士展,吳曉歡.車身結(jié)構(gòu)膠失效仿真研究[J].中國膠粘劑,2022, 31(5):38-44.
[28] 董學(xué)鋒.車身材料與車身輕量化[J].汽車工藝與材料,2017(7):1-18.
[29] CHEN X, ZHANG Y Q, JIA P, et al.Research on lightweight of thin walled beam for automobile body[C]//E3S Web of Conferences, 2021, 268:01057.
[30] 劉雅芳,董萬鵬,饒輪.基于LS-DYNA的6082鋁合金車門防撞桿輕量化設(shè)計(jì)與碰撞性能分析[J].上海工程技術(shù)大學(xué)學(xué)報(bào),2015, 29(4):312-315.
[31] 楊嶺,倪秀元.汽車塑料車身的最新發(fā)展現(xiàn)狀與對(duì)策[J].汽車工藝與材料,2004(5):11-13+20.
[32] 許江菱,鐘曉萍,朱永茂,等. 2015~2016年世界塑料工業(yè)進(jìn)展[J].塑料工業(yè),2017, 45(3):1-44+108.
[33] 徐作文,陳偉,趙春.碳纖維復(fù)合材料汽車前車門輕量化設(shè)計(jì)與分析[J].科技創(chuàng)新與應(yīng)用,2018(36):79-81.
[34] FANG Q. Numerical Simulation of Hot Stamping Forming of AZ Series Magnesium Alloys and Optimization of Die Process[J]. Journal of Chemistry, 2022,2022(5):6484242.
[35] 呂興鋒. TRB構(gòu)件在純電動(dòng)汽車車身結(jié)構(gòu)中的應(yīng)用[D].重慶:重慶交通大學(xué),2020.