您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-11-03 23:19
藥品的包裝系統具有多種功能,如便于產品使用(包括避免不正確使用)、避光、保持密閉、維持無菌環境等。
藥品的包裝系統應能夠在貨架期內保證藥品免受各種可能導致質量下降因素的影響,如光照、溶劑損失、暴露于活性氣體(如氧氣)、水汽吸濕和微生物污染等。
包裝系統經密封后應保持足夠的密封性來防止微生物污染,因而應采用適當的且經過驗證的工藝進行藥品生產和包裝。
對于無菌產品,包裝系統密封性與防止微生物污染相關。
《藥品生產質量管理規范》2010年修訂版明確規定,無菌藥品包裝容器的密封性應當經過驗證,避免產品遭受污染。
2020年5月國家藥品監督管理局藥品審評中心發布的《化學藥品注射劑仿制藥質量和療效一致性評價技術要求》己明確密封性檢測方法需經適當的驗證;在穩定性考察部分中明確穩定性考察初期和末期進行無菌檢查,其他時間點可采用包裝系統密封性替代。包裝系統密封性可采用物理完整性測試方法(如壓力/真空衰減等)進行檢測,并進行方法學驗證。
《美國藥典》(USB)<1207>無菌藥品包裝系統密封性評估指導原則包括3個章節:<1207.1>產品生命周期的包裝系統密封性檢查檢測方法的選擇與驗證、<1207.2>密封性泄漏檢測技術(package integrity leak test technologies)、<1207.3>包裝密封質量檢測技術(package seal quality test technologies)。
USP<1207>系列指導原則對于包裝系統密封性相關研究和評價工作具有較高的借鑒意義。本文參考該系列指導原則,對無菌藥品包裝系統密封性的概念、范圍、檢測方法和驗證等相關內容進行介紹和梳理。
1、概念與范圍
包裝系統密封性(package integrity),又稱容器密封完整性(container-closure integrity),是指藥品的包裝系統防止產品損失、微生物侵入以及有害氣體或其他物質進入,從而使藥品持續滿足必要安全與質量要求的能力。
包裝系統密封性檢查(package integrity test),或稱為容器密封完整性檢查(container-closure integrity test,CCIT),是指檢測任何破裂或縫隙的包裝泄漏檢測(包括理化或微生物檢測方法),檢查可以確定泄漏的尺寸和/或位置。
通常,包裝系統密封性合格意味著包裝系統已經通過或能夠通過微生物挑戰測試。而包裝系統密封性更廣義的定義為不存在任何影響藥品質量的泄漏,即如果一個包裝系統的泄漏量不超過其最大允許泄漏限度(maximum allowable leakage limit,MALL),則認為該包裝系統密封性良好。
MALL是指產品允許的最大泄漏率或泄漏尺寸,即在這個泄漏率或泄漏尺寸下,不存在所有影響藥品質量的泄漏,可保證藥品在儲藏和使用過程中能夠滿足相應的理化及微生物屬性,如保持產品無菌、限制產品內容物(包括具有保護作用的頂空氣體)的損失、防止有害氣體或其他物質進入等。
一般而言,泄漏孔徑越小,內容物逸出的可能性越小,微生物或其他污染物進入的可能性越小。但要求包裝系統不存在任何泄漏是不切實際的,而是需要考慮與產品質量有關的泄漏風險,也就是說,保證產品包裝系統存在的實際泄漏不超過產品的最大允許泄漏限度即可。
在確定包裝系統的最大允許泄漏限度時,通常應考慮包裝系統的材料、組件、密封機理及泄漏風險類型,還應考慮包裝內容物以及產品在其生命周期中可能暴露的環境等。
例如,就密封機理而言,采用組件表面緊密物理配合閉合的西林瓶/膠塞,與采用物化作用進行熔封的安瓿相比,泄漏風險和控制要求會有所不同。
如果產品不僅要求無菌,還要求維持頂空氣體保護,那么此類產品的最大允許泄漏限度可能要求更嚴格,同時可能還要考慮包裝材料的阻隔性。
從無菌藥品的質量風險分析,無菌藥品包裝系統的泄漏類型主要包括3類:
①微生物的侵入,會導致產品無菌質量屬性失效。②藥品逸出或外部液體/固體的侵入,會影響產品理化質量屬性。③氣體頂空組成和/或含量改變,影響產品理化屬性或使用,例如頂空惰性氣體(如氮氣)或真空的損失,和/或外部氣體(如氧氣、水蒸氣、空氣)的進入。
依據無菌藥品包裝系統類型及泄漏類型,密封性的質量要求可分為以下3類:
①需維持無菌屬性和產品組分含量,而無需維持頂空氣體。此類包裝需防止產品組分泄漏以及產品被外部液體、固體物質或微生物污染。
②無菌屬性、產品組分含量和頂空氣體都需維持。此類包裝除防止產品組分泄漏以及產品被外部液體、固體物質或微生物污染外,還需保持頂空氣體的含量或絕對壓力,以保持產品的物理化學穩定性。
③要求維持無菌的多劑量包裝。此類包裝被打開后,允許藥物被多次獲取和使用,因而需防止藥品使用過程中微生物侵入和藥品的泄漏。
2、貫穿產品生命周期的包裝系統密封性研究
產品包裝系統密封性研究開始于產品的開發階段,并持續貫穿整個產品生命周期,包含日常的生產和保存期間的穩定性評價。
具體研究內容可能涉及:包裝的設計與選擇、包裝質量的控制、產品生產過程的控制(如密封質量關鍵工藝參數)、密封性檢查方法的開發和驗證,以及產品貨架期內運輸、儲藏、使用中的穩定性考察等各個方面,貫穿產品生命周期的包裝系統密封性評估是一個持續的質量確認過程。
USP<1207.1>分3個階段提出了產品生命周期中的包裝密封性確認要求,分別為:
①包裝開發、生產和組裝。②產品生產。③商業化產品貨架期穩定性評估。
筆者參考上述不同產品生命周期階段的密封性要求,結合自身對密封性研究的理解,將產品生命周期階段進行重新劃分:
①開發與確認階段。②產品生產階段。③穩定性考察階段。
2.1 開發與確認階段
包裝密封系統的選擇應基于產品的質量需求(user requirements specification,URS),如產品的無菌性、頂空氣體的維持等,考慮包裝內容物、生產工藝、穩定性、儲存和分發環境、產品最終使用方式等。
包裝密封系統選擇的前期研究,應包括包裝部件來源、物理指標、部件尺寸、匹配性考察等,并對生產商或供應商進行評估,建立包裝的入廠標準。
開發和確認階段的首要目的就是采用可靠的工藝,在規定的運行參數下,持續生產滿足URS的產品(包括其包裝)。
無菌制劑包裝系統的密封性應當經過驗證,保證良好的密封性,與包裝、產品本身、生產工藝(特別是影響包裝密封性的關鍵工藝參數)等均有關,因而為了達到驗證的目的,即保證可靠的工藝在規定的運行參數下持續生產質量符合要求的產品,需要模擬工藝最差條件進行生產(如滅菌工序的滅菌溫度和滅菌頻次、密封工序的軋蓋壓力或焊接溫度等),提供在最嚴格條件下密封完整性的證據,這個具體的工藝條件需要基于包裝、產品本身、生產工藝等各方面綜合評估。
2.2 產品生產階段
良好的產品包裝系統密封性主要取決于良好的產品設計(包裝的選擇)及產品生產過程的控制,而不僅僅依靠在線性能測試或最終產品檢驗,因為并非所有包裝系統密封性缺陷都可以被輕易檢測到。
任何在線或最終產品檢測都不能代替對包裝或密封工序關鍵工藝參數的控制和監測。過程控制的指標設定基于對各個單元操作參數性能的控制,如密封操作的時間、溫度和壓力等。在整個工藝開發和生產過程中,應持續進行泄漏和密封性測試并積累數據,從而有益于發現和規避損害包裝密封性的操作。
若在藥品開發階段對包裝進行良好的設計,在藥品生產階段對關鍵工藝進行合理的控制,則對最終產品的密封性檢測要求可相應減少。
對于可以進行100%在線檢測,且檢測結果接近或低于最大允許泄漏限度的包裝系統,不再需要額外的容器密封性檢測。
總體而言,包裝系統密封性可采用的檢測包括:包裝泄漏檢測、密封質量檢測和目視檢查等,亦可將這些測試項目進行組合而形成適當的綜合控制策略;而采取何種控制策略很大程度上取決于前期生產驗證過程中發現的包裝密封性失效案例,以及包裝開發階段獲得的研究數據。
上文中的包裝泄漏檢測,即密封性檢查方法,將在后文中進行介紹。
而密封質量檢測不同于包裝泄漏檢測之處在于并不直接提供保證實際包裝完整性的證據;而是通過表征和監測密封參數的質量狀況,如保證包裝材料/組件的質量屬性和/或裝配密封過程均處于既定的標準范圍或受控狀態,進而為包裝系統維持密封能力提供保障。
常見的密封質量檢測技術包括:扭矩測試、包裝爆裂實驗、包裝密封強度測試(俗稱剝離力測試)、殘存密封力(RSF)測試等,具體檢測技術介紹可參見USP<1207.3>。
一個包裝即使滿足了密封質量檢測的要求,也還存在泄漏的風險。例如,滿足扭矩測試要求的包裝可能由于瓶表面的刻痕(孔隙)而導致泄漏。因此,還需采取合適的密封性檢查方法對包裝產品進行泄漏檢測。
2.3 穩定性考察階段
包裝密封性測試已被推薦納入商業化產品的穩定性研究方案中,作為無菌檢查的替代選項(包裝密封性測試并不取代產品放行中的無菌檢測,穩定性初期和末期仍需進行無菌檢查),即除穩定性考察初期和末期外,其他時間點可采用包裝系統密封性替代無菌檢查。
但對于一些產品,僅采用無菌檢查確認包裝密封性可能存在局限,例如對于需頂空氣體保護的產品,即便確認沒有微生物侵入,也不能保證頂空氣體含量的維持滿足產品質量要求。
因此,對于此類產品可能需根據產品特性和質量控制風險,采用適當的檢測方法對包裝密封性進行周期性驗證。例如,對于需維持頂空氣體的產品,按適當預定時間間隔測試留樣產品的頂空氣體維持能力。
除上述3個產品生命周期階段外,密封性研究驗證需貫穿生命周期管理的理念,產品獲準上市后,當包裝設計、包裝材料、生產工藝條件等變更可能影響包裝密封性時(如包裝材料廠家變更、軋蓋或灌封設備變更等),應考慮對產品包裝系統密封性進行再評估和/或再驗證;對于特定產品,如商業化生產目前無法采用經驗證的方法進行密封性檢查,則需根據產品特性和生產質量控制風險,對包裝密封性進行周期性驗證。
3、密封性檢查方法的選擇和介紹
包裝密封性檢查,即包裝泄漏檢測,理想狀況下,應能夠檢測到給定包裝產品所不能接受的最小泄漏。換言之,包裝產品所能接受的最大泄漏水平應在檢測范圍內。然而,沒有哪一種方法適用于所有產品包裝的泄漏檢測,最適用于特定包裝產品的檢測技術也許并不能探測到所要求的最小泄漏。
例如,蛋白質或鹽等包裝內容物會堵塞漏孔,導致氣流類型的檢測方法(如真空衰減法或質量提取法)被干擾。因此,應注意檢測方法的適用性,實際研究中所采用的檢測方法應進行適當的驗證,排除包裝產品和所選取方法之間存在的干擾。
USP<1207.1>列舉了方法選擇的主要關注點,包括:
①包裝內容物,如液體或固體內容物、頂空氣等。
②包裝設計、材料組件,如硬質包裝或軟袋包裝。
③密封方式和機理,如物理密封(如組件表面緊密閉合)與物化作用結合(如融封)。
④MALL。
⑤確定性檢測方法和概率性檢測方法,通常優先選擇能檢測出產品MALL的確定性方法。
⑥理化檢測方法與微生物檢測方法。
⑦結果的輸出形式,如漏孔存在檢測、漏孔位置的確認、泄漏速率的測定等。
⑧定量檢測方法與定性檢測方法。
⑨方法檢測限。
⑩方法的檢測范圍,如能檢測的最小或最大的泄漏尺寸(或泄漏速率)。
?非破壞性檢測方法與破壞性檢測方法。
?在線(on-line)檢測方法與離線(off-line)檢測方法。
包裝密封性檢查應考慮包裝的類型、材料組件和密封機制,根據產品自身特點、生產工藝和產品生命周期的不同階段,結合檢查方法的靈敏度和適用性等,進行方法的選擇和適當的驗證,并建立泄漏的可接受標準。
USP<1207>提出在產品生命周期內,通常采用1種以上方法進行密封性檢測,可以理解為在產品開發、產品生產過程控制、產品放行或穩定性考察等階段,相應的檢漏要求會有所不同。例如,用于剔除破損或組裝不良的產品包裝的快速在線測試,并不需要確認包裝所有可能存在的泄漏,即并不要求檢測方法的靈敏度達到產品的MALL。
密封性檢查方法應結合產品的質量和穩定性要求,優先選擇能檢測出產品MALL的確定性方法(一般為理化檢測方法)。
關于MALL,Guazzo等研究表明,剛性包裝上直徑約0.1μm的孔徑,液體泄漏的風險很小;直徑0.3μm的孔徑會有微生物侵入的風險。產品剛性包裝可采納的最大允許泄漏限度為6×10^6mbar·L·s^-1,相當于直徑介于0.1~0.3μm的孔,選擇這個保守的MALL可確保微生物侵入及液體泄漏的風險較低,因此可不再進行額外的用于表征漏洞尺寸的研究,如微生物或液體侵入挑戰實驗。
但大多數情況下,產品的MALL無法確定(如采用柔性材料或具有復雜冗長的密封接口的包裝)或者密封性檢查方法的靈敏度達不到要求(如0.1~0.3μm孔徑的保守值),此時就需要采用2種方法(其中1種推薦微生物挑戰法)進行比較研究。
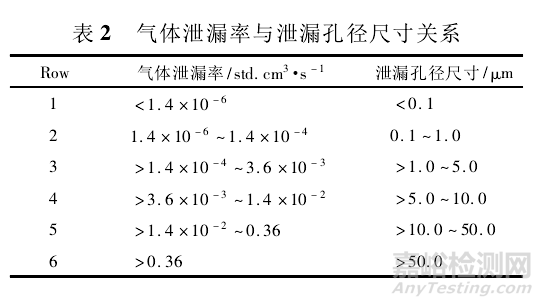
本部分參考USP<1207>列舉了常用產品包裝密封性的檢測手段(見表1);USP<1207>針對各常用檢測方法給出了對應的參考檢測限范圍(見表2),提供了各檢測方法的理論氣體泄漏率和相對應的泄漏孔徑尺寸的數據。

如表1和表2所示,微生物挑戰法和色水法的檢測限為Row4,即理論上能夠檢出的泄漏孔徑范圍為5~10μm。但應注意,此處提供的檢測方法的檢測限為理論值,而非絕對值,具體數值會隨產品包裝、檢測儀器、檢測方法參數和測試樣品制備等不同而變化。
4、密封性檢查方法的驗證
首先應進行檢測設備確認,主要包括:①儀器設備的功能評估。②采用適當的校準工具或標準品模擬泄漏條件,測試分析儀器的檢測能力。
檢測設備確認之后,可對檢測方法進行適當的方法學驗證,重點關注檢測限(靈敏度)、系統適應性、精密度等驗證項目,還需從方法與微生物侵入風險比較、陰性和陽性對照設置等方面考慮,保證該方法可以滿足對特定包裝產品相關的密封性檢查要求。
4.1 檢測限
檢測限,是方法能夠可靠檢測的最小泄漏率或泄漏尺寸。
采用USP<1225>中的原則,檢測限的確認通過挑戰性重復測試存在和不存在泄漏缺陷的包裝來實現,重復方式包括多人多天。
未識別到泄漏的假陰性結果和錯誤判定有漏洞的假陽性結果,都可能給微小泄漏檢測帶來挑戰。例如,痕量氣體法檢測到的穿透容器壁的氣體可能被誤讀為容器存在泄漏,導致假陽性結果。
另一方面,泄漏檢測信號的缺失可能被誤讀為不存在泄漏。例如,泄漏通道被空氣、產品或碎片堵塞等多種因素可導致痕量液體法(如色水法)無法可靠地檢測出微小的泄漏。
因此,方法的檢測限通常通過對比存在泄漏的包裝(陽性對照)和不存在泄漏的包裝(陰性對照)來確定。
檢測限的確認,目的在于找出微生物侵入或液體/氣體泄漏風險與泄漏孔隙類型/尺寸之間的關系,進而明確檢測方法檢出能力與微生物侵入或液體/氣體泄漏風險之間的關系。
由于包裝形式及檢測方法的種類繁多,在描述方法的檢測限時,應說明所采用的陰性和陽性對照(如合適的泄漏孔隙尺度)情況,并對檢測結果(如偏差水平)進行總結。
4.2 系統適用性
系統適用性對于各種檢測方法都很重要,特別是對各種變量更為敏感的概率性檢測方法,需要考察更多的方法變量,采用更多的挑戰性樣品(即陰性和陽性對照)。
4.3 微生物侵入風險比較
密封性檢查通常優先選擇能檢測出產品MALL的確定性方法(一般為理化檢測方法)。
對于剛性材質包裝,可選擇0.1~0.3μm這一保守的MALL,從而確保微生物侵入及液體泄漏的風險較低。
也就是說對于剛性材質包裝,如果采用的密封性檢查方法的檢測限低于包裝產品MALL,即方法可檢出包裝存在的直徑介于0.1~0.3μm的泄漏孔隙,則方法驗證研究時可不需要與微生物挑戰法進行比較研究。
但在多數情況下,包裝產品的MALL尚未明確,或者方法的檢測限顯著高于MALL(如0.1~0.3μm)時,需采用微生物挑戰法與理化檢測方法對檢測結果(靈敏度等)進行比較或間接評估確認,從而理解理化檢測方法的檢測能力與微生物侵入風險之間的關系。
在開展微生物侵入風險評估研究時,需要注意微生物挑戰法是一種概率性方法。為獲得有意義的數據,應適當設計和完善測試方案,使用大量陰性及陽性對照樣品(具備系列不同泄漏孔徑的樣品)驗證方法靈敏度,并充分考慮可能影響測試結果的諸多因素和變量。
4.4 陰性及陽性對照
陰性對照系指不存在已知泄漏孔隙的包裝容器,而陽性對照系指帶有故意制造或已知泄漏孔隙的包裝容器。
為了更好地理解檢出概率與泄漏孔隙尺寸間的關系,具有較大孔隙尺寸范圍的陽性對照樣品(如多個不同孔隙尺寸的陽性對照樣品2,5,10,20μm等)對概率性檢測方法尤其重要。
用于檢測方法開發和驗證的陰性及陽性對照品,在設計和組裝時應考慮容器密封系統的設計、制備材料、預期的泄漏特性和內容物對檢測結果的影響。
陰性和陽性對照品應采用正常工藝處理的組件,按待測產品的典型方式進行組裝,區別僅在于陽性對照樣品帶有刻意制造的泄漏孔隙。
4.5 泄漏孔隙的制備方法
在制備泄漏孔隙時需要注意泄漏的動力學與孔隙的類型及構成材料之間的關系。
有多種方法可以用來制備泄漏孔隙,比較常見的是在包裝外壁上開孔或制造破損,包括激光打孔、微管/毛細管刺入法、埋線法等。
激光打孔不需要引入外源性物質,目前,硬質玻璃或塑料組件上的激光穿孔泄漏直徑可以小到2~3μm,或在柔韌的厚包裝材料上制造直徑5~10μm的漏洞。但需要注意的是,激光得到的孔洞通常為非規則的直筒形,可能是由曲折的縫隙組成,并存在打孔方向的正反表面,建議測定激光制備泄漏孔隙的實際孔徑。
微管(也稱毛細管)刺入包裝壁并密封是另一種制備陽性對照樣品的常用方式。微管可以削減到任意長度,截面直徑可以狹窄到2μm。當采用氣流檢測方法時,微管常用來代替細小且較短的孔隙通道,但微生物通過泄漏孔隙侵入時則更多受到孔隙通道內是否存在液體的影響,而不是完全受孔隙通道內徑決定的物理阻礙所影響,因此應盡可能模擬包裝的實際情況。
埋線法是在封口位置植入微絲或薄片,或在包裝表面黏附帶孔洞的薄金屬片等,一般用于制備泄漏尺寸較大的陽性對照樣品,適用于檢測方法可行性研究或考察檢測方法范圍的上限。需要注意的是,采用外來物(如針、薄片、金屬絲等)可能導致氣體、液體或微生物的泄漏動力學不同于真實情況。
5、小結
無菌藥品的包裝系統應能在整個藥品有效期內保持完好的密封性。
包裝系統密封性評估應是基于包裝系統設計、密封組件生產、產品生產控制、密封性驗證、穩定性考察等的持續質量確證過程,貫穿于整個產品生命周期。
藥品包裝密封材料和密封機理決定著密封泄漏類型,而不同的密封泄漏類型對應著不同的密封控制要求,包裝系統密封性的評估應考慮包裝的類型、材料/組件和密封機理等,根據產品自身特點、生產工藝和藥品生命周期的不同階段,結合檢查方法的靈敏度和適用性等,基于風險進行密封性檢查方法的研究和適當的驗證。
與密封性有關的工藝參數應經過確認并進行適當控制,并采用經過驗證的方法對商業化產品進行密封性檢查。

來源:銘研醫藥


