您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-09-29 18:12
在對某柴油機出油點進行常規檢查時,發現其缸內連桿螺栓出現斷裂現象,斷裂螺栓模型及其宏觀形貌如圖1所示。該類型螺栓的生產工藝路線主要為:原材料→鍛造→粗加工→熱處理→精加工→磁粉檢測(100%檢測)→磷化(包括酸洗及磷化工序)→入庫。
來自上海材料研究所的陸慧采用一系列理化檢驗方法對其斷裂原因進行了分析。

1 理化檢驗
1.1 宏觀觀察

斷裂連桿螺栓斷口的宏觀形貌如圖2所示,由圖2可知:斷口上可見月牙形的深暗色區域;緊鄰深暗色區域末端可見臺階特征,為疲勞裂紋起始區域;瞬斷區為圖2所示的剪切唇區域。
1.2 化學成分分析
在斷裂的連桿螺栓上取樣,對其進行化學成分分析,根據結果可知其化學成分符合圖紙的技術要求。
1.3 力學性能測試
在連桿螺栓上取樣,對其進行力學性能測試,結果如表1所示,可知其力學性能符合圖紙的技術要求。
表1 連桿螺栓的力學性能測試結果

1.4 掃描電鏡(SEM)及能譜分析


將斷口置于掃描電子顯微鏡下觀察,圖3為斷口深暗色區域與疲勞區域交界處的SEM形貌,疲勞裂紋起源于圖3中深暗色區域末端,具有多源臺階特征,擴展區可見貝紋線,符合疲勞斷裂的微觀形貌特征。斷口深暗色區域SEM形貌如圖4所示,可見較為致密的覆蓋物,無法觀察開裂面的原始形貌。采用能譜儀對斷口的深暗色區域進行能譜分析,結果如圖5所示,由圖5可知:斷口上覆蓋層的P,Zn元素以及腐蝕性元素O,Cl的含量較高。斷口表面磷化處理涂層能譜分析位置及其能譜圖如圖6所示,可知與圖5中的分析結果接近。


裂紋擴展區SEM形貌如圖7所示,可見大致平行的疲勞輝紋;瞬斷區剪切唇SEM形貌如圖8所示,可見其呈韌窩特征。

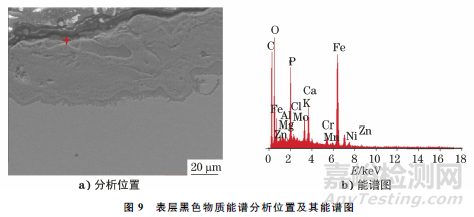
垂直于斷口剖面截取試樣,經鑲嵌、磨拋后將其置于SEM下觀察,并對其進行能譜分析,結果如圖9~11所示。由圖9~10可知:深暗色區域斷口表面覆蓋物有3層,最表層黑色物質為滲入的磷化涂層,中間層為氧化物層,最接近基體的為腐蝕作用層,其氯離子質量分數最高,說明裂紋形成于表面磷化以及酸洗工藝之前,屬于陳舊性裂紋,酸洗后的腐蝕性介質滲入裂紋內部,裂紋產生了氧化腐蝕,由于氯離子的穿透能力強,故容易穿透氧化膜內極小的孔隙到達金屬表面。

1.5 金相檢驗
截取垂直于斷口的剖面試樣,經鑲嵌、磨拋后將其置于光學顯微鏡下觀察,斷口剖面拋光態微觀形貌如圖12所示。圖13a)為斷口深暗色區域(陳舊性裂紋)剖面顯微組織形貌,其表面可見覆蓋層;圖13b)為疲勞擴展區剖面顯微組織形貌,其表面無覆蓋層。按GB/T 10561—2005 《鋼中非金屬夾雜物含量的測定 標準評級圖顯微檢驗法》中實際檢驗A法評定其夾雜物等級為:A0.5,B0,C0,D0.5,D0.5e。試樣經化學試劑侵蝕后,將其置于光學顯微鏡下觀察,發現斷口處顯微組織均勻,未發現偏析、脫碳、過燒等顯微組織缺陷,顯微組織為回火索氏體,為調質熱處理的正常顯微組織。


2 綜合分析
連桿螺栓的化學成分、抗拉強度、屈服強度、斷后伸長率及沖擊吸收能量均符合技術要求,連桿螺栓顯微組織為回火索氏體,為調質處理的正常顯微組織。
由斷口的宏觀形貌和SEM形貌可知,斷裂部位為圖1所示過渡處,斷裂性質為疲勞斷裂,疲勞裂紋起源于深暗色區域(陳舊性裂紋)末端,可見多處臺階形貌,為多源特征,裂紋作為應力集中點,在高強度的服役過程中成為裂紋源并不斷疲勞擴展,進而導致螺栓發生疲勞斷裂。由裂紋區域的斷口及斷口剖面的能譜分析結果可知:裂紋區覆蓋層有較高含量的P和Zn元素,這些元素與螺栓表面鍍層成分匹配,說明裂紋在螺栓進行表面磷化處理前就已經存在了;同時覆蓋層中還檢出了腐蝕性元素O和Cl,這是因為磷化處理前、酸洗時殘留酸液滲入裂紋內部,從而發生了氧化腐蝕。
3 結論
(1) 連桿螺栓材料符合圖紙技術要求。
(2) 連桿螺栓斷裂性質為疲勞斷裂,疲勞裂紋起源于深暗色(陳舊性裂紋)區域的末端,在服役過程中,陳舊性裂紋末端是應力集中的疲勞裂紋源,引發了疲勞斷裂。
(3) 斷口上的陳舊性裂紋形成于酸洗之前。

來源:理化檢驗物理分冊


