您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-06-27 21:18
液晶高分子(LCP)材料是近年來研究較多的一種功能高分子,它是兼有液體和晶體兩種性質的一種中間過渡態聚合物。電子電氣的表面裝配焊接技術對材料的尺寸穩定性和耐熱性有很高的要求(能經受表面裝配技術中使用的氣相焊接和紅外焊接),成為LCP的主要應用領域,另外還有柔性印刷電路板、人造衛星電子部件、噴氣發動機零件、汽車機械零件、醫療等領域都用到了LCP材料。
那么LCP的具體物理性能特點如何?在實際模具設計、注塑加工中又有那些需要注意的工藝條件呢?
LCP的分子結構和功能特性
LCP的基本結構是一種全芳族聚酯,它的主要單體是對-羥基苯甲酸(p-HBA),其分子結構如圖所示。

p-HBA的分子結構
實踐證明,由p-HBA單體聚合得到的LCP材料不能熔化,因此也不能被加工。但是,如果將該單體與其他不同的單體進行共聚,從而在熔態和液晶態中找到一種平衡,這種LCP材料就可以被加工,而且還具有良好的加工性能,可以進行注塑、擠出、拉伸、成膜等。
p-HBA和不同單體的共聚產物分為主鏈型和側鏈型兩種,而從應用的角度又可分為熱致型和溶致型兩大類。但這兩種分類方法是相互交叉的,即主鏈型LCP包括熱致型和溶致型兩種,而熱致型LCP同樣存在主鏈型和側鏈型。這種p-HBA與不同單體的聚合,也給LCP新材料的不斷開發提供了無限發展空間。
在LCP成型時,由于熔融狀態下分子間的纏結很少,所以只需很輕微的剪切應力就可以使其沿流動方向取向,從而產生自增強效果。特別是在流動方向上,LCP材料的線性膨脹系數與金屬相當。另外LCP材料厚度越薄,其表面取向層所占的比例就越大且越接近表壁,材料就越能獲得高強度和高模量,同時材料還具有優異的振動吸收特性。
1 物理性質
LCP的吸濕性非常小,在23℃和相對濕度50%的條件下,其吸水率為0.03%左右。所以成型前原料最好在140~160℃的溫度下干燥4h以上(最長可達24h)。下圖為LCP材料的干燥曲線(140℃)和吸濕曲線(40℃/相對濕度80%)。

LCP材料的干燥、吸濕曲線
盡管LCP材料的熔點相對比較低,但由于其所具有的特殊結晶結構,材料仍然具有良好的熱穩定性。LCP材料的熱變形溫度為160~340℃,連續使用溫度220~240℃,耐焊錫溫度為260~310℃(焊接時間10s)。
2 熔體流動性
LCP的流動性測試可采用棒式流動性測試法,該方法與阿基米德螺線測定法相似。圖3為幾種不同等級的LCP(牌號分別為S475、E473i、T130、S135和A130,其中,英文字母T代表超高耐熱和高熔點,S代表超高耐熱和高剛性,E代表高耐熱和高流動性,A代表標準型,英文后數字1代表的是該系列的玻璃纖維標準型,而4代表的則是低翹曲性),在模具型腔厚度(t)分別為0.2和0.3mm時的流動長度-注射速度關系曲線。測試條件:機筒溫度300~380℃,模具溫度80℃。

幾種不同等級LCP的流動長度
可以看出,與通用工程塑料相比,LCP的棒流動長度相當長,即使當t為0.2mm時,也可輕松獲得30mm以上的流動長度,而在t為0.3mm時,流動長度甚至可以達到50mm以上,所以LCP材料非 常適用于生產薄壁制品。
3 成型收縮率
下表為相同測試條件下(樣品尺寸80mm×80 mm×1 mm,澆口尺寸2mm×2 mm×1 mm,注射壓力60 MPa,150℃退火2h)得到的不同等級LCP材料的成型收縮率。可以看出,LCP材料總體上收縮率都很小,但同樣遵循高分子材料收縮的規則,即:在流動方向上收縮率小,在垂直方向上收縮率大。
表2 不同等級LCP的成型收縮率

另外,退火溫度對LCP制品的收縮率亦有所影響。對LCP樣品進行退火處理時,處理溫度高反而會導致收縮率增大;但對于不同退火溫度的樣品,當退火時間超過2h后,樣品的后收縮均達到飽和狀態。因此如對LCP制品有特殊要求,一定要合理設定工藝條件。
LCP制品模具設計
由于LCP為各向異性,故LCP制品的物性受其自身及填充材料取向的支配,而這種取向是由材料熔體在流動時受到的剪切應力所決定的。因此在模具設計時,必須將型腔內材料的流動狀態,結合制品所要求的具體性能進行綜合考慮。一般情況下,LCP制品的厚度越薄,其取向性就越顯著;而LCP制品的接縫部分對其強度有很大影響,所以在模具設計時,應盡可能避免產生熔接縫。
1 流道
流道按加工難易程度依次分為半圓形、梯形和圓形,而從截面積和壓力損失的角度由好到壞則依次為圓形、梯形和半圓形,因此建議使用圓形或梯形流道。
對于LCP模具的流道直徑設計,須考慮流道長度、塑件尺寸及經濟性等多個因素,但通常可將流道直徑設計為2~5mm。另外,流道長度原則上應盡量縮短,其中對于多型腔模具,為了減少模腔間的差異,最好使到各個模腔的距離保持相等。
如果主流道尺寸遠大于注射機的噴嘴孔徑,主流道內就容易出現噴射痕,還可能卷入空氣,從而使制品產生氣泡。因此最好把主流道的最小直徑,設計成比噴嘴孔徑大0.5mm左右,并將斜度設為0.5~1°。
LCP不但具有良好的脫模性,而且也具有很好的流動性。如果在模具表面出現劃痕,就會影響制品的脫模性。因此須對直接澆口和流道進行研磨拋光,并且在直接澆口和流道的末端設置冷料穴結構。
2 澆口
在LCP的模具設計中,澆口設計尤為重要。由于LCP具有各向異性,因此必須在考慮填充方式的基礎上來確定澆口形式和澆口位置。另外為充分發揮LCP所具有的優異特性,原則上須將澆口設置在熔體流動方向上。

側澆口
如果制品形狀復雜,那么在熔體流動方向上就容易產生亂流。這時可以忽略澆口位置對LCP分子排列產生的影響,只能采取調整速度和壓力的方法來補救。LCP模具設計中,一般可采用側澆口、 點澆口和潛伏式澆口的澆口形式。
3 排氣槽
LCP在成型時可產生微量氣體。為了更好地填充型腔,有必要設置排氣槽。排氣槽(長100~200 mm)深度以1~2mm為宜,如果低于這個深度,排氣槽的截面積就會更小,從而達到氣體流動的下限, 可能會造成排氣不暢。因此凡是在氣體容易滯留 之處都應該設置排氣槽。

LCP的成型加工工藝
1 加工溫度
冷料或塑化不充分,都會造成LCP成型制品力學性能的下降,這時須提高機筒溫度。雖然LCP熔料在機筒中滯留時間過長不會引起材料老化或產生腐蝕性氣體,但當間隔時間超過30min時,應將成型溫度調低50℃,而當再次成型時最好排出一些存料。為了防止噴嘴流涎,噴嘴溫度可比通常設定溫度低10℃,也可以根據實際情況,進行平直設定和反向設定。
LCP成型溫度設置(℃)
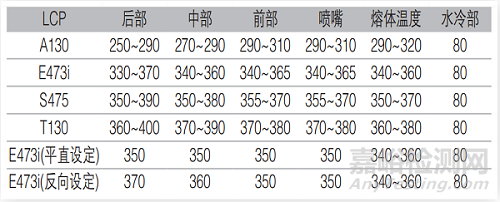
需要注意的是,熔體溫度過高雖然對LCP物性不會產生影響,但可使其分子呈劇烈運動狀態,這將不利于分子取向,實踐證明,高溫對LCP加工反而不利
2 模具溫度
一般注塑模具溫度設定原則是,將模溫控制在低于熔體溫度100~150℃為宜。而對于LCP材料,通常將模具溫度設定在70~110℃的范圍內。
為了縮短成型周期、防止飛邊及變形,應選擇較低的模具溫度。如果要求制品尺寸穩定,特別是用于高溫條件下的制品,為減少熔接痕及解決充填不足等問題時,則應提高模具溫度。
3 可塑性
如果原料中含有玻璃纖維或碳纖維,為防止纖維被剪切斷,注塑成型時應該選擇比較低的螺桿轉速(通常為100r/min),背壓也盡可能低一點(為防止流涎和纖維折損,宜將背壓設為0~2 MPa)。當原料中沒有添加物時,也可采用高轉速,以加快循環和提高計量穩定性。
LCP具有固化速度快、脫模性好的特點。為充分發揮這一優勢以縮短成型周期,應盡量選用塑化能力強的注射機;另外,噴嘴直徑須為1~2mm,并且配有完好的止逆閥,噴嘴前端須設置大功率加熱圈(前端設有熱電偶)。
4 注射壓力和注射速度
LCP成型時需要一定的注射壓力,但壓力及成型速率不宜過高,否則將導致熔體流動不均、制品出現瑕疵以及增加內應力。注塑成型中,注射壓力與注射容積有關,一般注射容積宜設置為機筒容積的50%~70%。
最佳注射壓力的設定取決于材料、制品形狀、模具設計(特別是澆口和流道)以及其他一些成型條件。但LCP(所有等級)的熔體黏度都非常低,所以其成型時的注射壓力明顯低于普通熱可塑性樹脂。
當LCP成型時,開始須采用低注射壓,然后再慢慢增大壓力。對于一般成型品,在15~45 MPa的注射壓力下即可成型。由于LCP固化較快,所以加快注射速度有利于取得較好的成型效果。
5 成型周期
成型周期取決于成型品的大小、形狀、厚薄、模 具結構及成型條件。由于LCP熔體具有良好的流動性,所以其填充時間比較短,另外由于其固化速 度也比較快,因此可以取得較短的成型周期。代表性的LCP成型周期為10~30s。
LCP不僅具有其他高分子不可比擬的物理性能和力學性能,而且熱致型LCP還具有良好的加工性。目前,熱致型LCP已成為電子電氣中高精密、 高性能、特殊注塑件的首選材料。LCP制件的模具和塑件設計異于其他通用工程塑料制品,而且其性能與成型工藝參數成函數關系,所以壓力、溫度、時間等參數也應相互匹配,這樣才能生產出合格的產品。

來源:Internet


