您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-01-26 13:31
利用非線性有限元軟件Marc建立含6處V型接頭的管狀電機支架模型,模擬研究了熱輸入對6處V型接頭起弧端熱循環以及焊縫區殘余應力的影響。結果表明:熱輸入越高,起弧端溫度峰值越高,接頭在加熱和冷卻過程中的受熱越均勻;熱輸入對焊縫前端和末端焊接殘余應力的影響較小;對于焊縫中段,熱輸入越大,焊接殘余應力越小,并且除了接頭Ⅱ外,其他接頭焊縫中段殘余應力均表現為拉應力。
01試驗方法
整個電機支架為環狀結構,如圖1(a)所示,其軸向截面形狀和接頭位置如圖1(b)所示,壁厚為50mm。

圖1 電機支架整體形狀和軸向截面形狀
由圖1可見,電機支架軸向從底部到頂部共有6處接頭(Ⅰ~Ⅵ),焊接方向沿環向,接頭Ⅰ~Ⅳ處的支架半徑R為1050mm,接頭Ⅴ處的支架半徑R1為1095mm,接頭Ⅵ處的支架半徑R2為1162.5mm。
電機支架母材和焊材均為Q235鋼,焊絲直徑為1.2mm,材料熱物理性能參數見表1。
表1 Q235鋼的熱物理性能參數

焊接工藝均為氣體保護焊,采用直流電源,焊絲與電源正極相連,根據電流、電壓等參數計算得到的熱輸入為56.25kJ·mm-1。接頭Ⅰ~Ⅵ連續依次施焊,每個接頭的坡口尺寸和焊接順序均與圖2中接頭Ⅰ相同,均為V型坡口,焊接10道次,對稱施焊,每條焊道高度均為5mm。

圖2 接頭Ⅰ處的V型坡口尺寸和焊接順序
采用手持式X射線殘余應力測試儀進行殘余應力測試,經過M點(如圖2所示)沿環向選取10個等距離點進行測試。
02有限元模型的建立
為了細化網格、提高計算精度,取1/3電機支架進行建模。

圖3 1/3電機支架模型中各焊接接頭的焊接方向及焊縫長度示意
由圖3可見,在1/3電機支架中,接頭Ⅰ和Ⅱ處的焊縫長度為πR/3,接頭Ⅲ和Ⅳ處的焊縫長度為2πR/3,接頭Ⅴ處的焊縫長度為πR1/3,接頭Ⅵ處的焊縫長度為2πR2/3。整個模型長度為2535mm,劃分網格后的1/3電機支架模型如圖4所示,焊縫處網格較密,熱影響區次之,母材區網格較為稀疏,單元尺寸(長×寬×高)分別為2mm×2mm×2mm, 4mm×4mm×2mm, 10mm×4mm×2mm。

圖4 1/3電機支架模型和網格劃分
網格類型選用八節點六面體單元HEX(8),單元數為157434個,節點數為30896個。模擬時焊接工藝及順序與試驗保持一致,選擇3組工藝參數:焊接電流200A,電弧電壓25V,熱效率系數0.75;焊接電流250A,焊接電壓30V,熱效率系數0.75;焊接電流300A,電弧電壓37V,熱效率系數0.75。焊接速度均為4mm·min-1,焊接時間由各焊縫長度計算得到。由焊接電流、焊接電壓等參數計算得到的焊接熱輸入分別為56.25,84.38,124.88kJ·mm-1。選擇橢球形移動熱源進行焊接模擬,其表達式為

03結果與討論
3.1模型準確性驗證
由圖5可以看出,在位置M處平行于焊接方向的路徑上,實際測試與有限元模擬得到的殘余應力均為拉應力,沿焊接方向的變化趨勢相同,最小殘余應力均出現在焊接路徑中間位置處。殘余應力測試結果與有限元分析結果的相對誤差均小于10%,吻合度較高,說明有限元模型的參數設置具有較高的準確度。
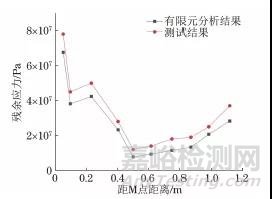
圖5 焊接接頭Ⅰ熱影響區M處殘余應力沿焊接方向的變化曲線(熱輸入56.25kJ·mm-1)
3.2熱輸入對焊接熱循環的影響
由圖6可知:在3種焊接熱輸入下,不同焊接接頭第1道焊起弧端節點的熱循環曲線變化趨勢相同。與焊接熱源直接接觸時,起弧端節點溫度從室溫瞬間升高到1500℃,達到焊材的熔點形成熔池;隨著焊接時間的推移,起弧端節點因熱源逐漸遠離,溫度下降,熔池凝固形成焊縫;在進行后續第2~10道焊時,第1道焊起弧端節點均會再次受熱而溫度升高,隨后隨著熱源的遠離溫度又下降,因此熱循環曲線出現多個溫度峰值現象(圖中方框)。隨著焊接熱輸入的升高,在焊接第2~10道時的峰值溫度升高(圖中方框),接頭加熱和冷卻時的溫度分布更加均勻,這有利于降低焊接殘余應力。

圖6 不同熱輸入下不同焊接接頭起弧端節點處的熱循環曲線
3.3熱輸入對殘余應力的影響
由圖7可以看出:不同焊接接頭第10焊道中的縱向(沿x軸方向)殘余應力沿焊接方向的變化規律基本相同;在焊縫前端和末端,焊接熱輸入對殘余應力的影響不大,在焊縫中段,殘余應力均隨熱輸入的增加而減小。接頭Ⅰ和接頭Ⅵ處除了在焊縫前端出現殘余壓應力外,其余位置均為拉應力;接頭Ⅱ除了在焊縫前端和末端出現拉應力外,其余位置都是壓應力;接頭Ⅲ和接頭Ⅵ則相反,除了在焊縫前端和近末端處出現壓應力外,其余位置都是拉應力;接頭Ⅴ第10焊道中的殘余應力全是拉應力。

圖7 不同熱輸入下不同焊接接頭第10焊道中縱向殘余應力沿焊接方向的變化曲線
04結 論
(1) 建立含6處V型接頭的電機支架模型,通過有限元模擬得到其接頭Ⅰ處熱影響區的殘余應力與實測殘余應力沿焊接方向的變化趨勢相同,且殘余應力的相對誤差均小于10%,模型準確。
(2) 模擬得到電機支架上6處接頭焊縫的縱向焊接殘余應力的變化規律:對于焊縫前端和末端,熱輸入對焊接殘余應力的影響較小;對于焊縫中段,熱輸入越大,焊接殘余應力越小,并且除了接頭Ⅱ外,其他接頭均表現為拉應力。
(3) 在進行多層多道焊時,熱輸入越大,起弧端峰值溫度越高,接頭在加熱和冷卻過程中的溫度越均勻,這有利于減小殘余應力。

來源:機械工程材料


