您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2021-05-21 17:02
隨著汽車變成我們出行的主流交通工具,咱們普通老百姓的生活里當然離不開它。所以在購車時,我們最關注的是什么呢?除了汽車漂亮的外觀、渾厚的動力之外,我覺得最能打動消費者的莫過于汽車的內飾。畢竟外表是給別人看的,但是內飾是自己每天都要打交道的。
汽車內飾系統是汽車車身的重要組成部分,而且內飾系統的設計工作量占到車造型設計工作量的60%以上,遠超過汽車外形,是車身最重要的部分之一。每個整車廠通常都有一個龐大的汽車內飾團隊,來完成與內飾相關的大量工程工作。
隨著汽車成為人民生活不可缺少的部分,汽車內飾中塑料散發也受到人們的關注,散發出來的有害物質物質會對人們的身體健康造成嚴重威脅。霧化測試是衡量汽車內飾材料和產品質量控制的一個重要手段,為了探究汽車內飾材料中增強材料對霧化測試結果的影響因素,通過過程控制和測試條件的改變得出影響增強聚丙烯霧化測試結果差異的因素。
霧化測試
霧化指的是內飾材料揮發出的有機物,冷凝后凝結在擋風玻璃或車窗上,形成一層“霧膜”,影響駕駛員和乘客的視線。
其原理為:一定面積的材料,一定溫度下加熱一定時間后揮發物凝結在鋁箔或玻璃板上,通過加熱前后鋁箔的重量差(重量法)或玻璃板的光澤反射率比值(反射法)來考察材料霧化性能的優劣。
重量法就是鋁箔測試前后的重量差,就是冷凝在鋁箔上的有機物的重量。反射法就是當揮發物凝結在玻璃板上后,測試前后對光的反射的變化,通過這個來考察霧化性能的優劣。
影響霧化重量法的測試結果有很多,主要可以歸納成兩方面的因素。一方面是材料自身的原因,因為材料中添加助劑,高溫析出,成為霧化凝結的重要影響因素。一方面,是測試的自身測試條件,因為樣品的實際應用領域不同,所應對的工況也不一樣,所以霧化試驗條件模擬材料實際使用環境,進行選擇實驗條件,得出主要影響因素。
實驗部分
1.1試樣制備
選用長玻纖增強聚丙烯(GFPP-L30)和短玻纖增強聚丙烯(GFPP-30)準備三種條件樣品,分別為塑料粒子,加工工藝為230 ℃時注塑成型的Φ80圓片和250 ℃時注塑成型的Φ80圓片。注塑過程不添加脫模劑,丟棄注塑出來的前幾片樣品,防止注塑機有之前其他材料殘留污染測試樣品。
1.2測試條件
采用控制變量法對不同測試條件進行設計,測試條件分為三個維度:測試溫度、測試時間、平衡時間。分別為:溫度(80、100、110、120 ℃) ,時間(4、8、16、18 h),測試后平衡時間(0、4、24、48 h)。
結果與討論
2.1不同樣品狀態對重量法霧化結果的影響
測試溫度100 ℃測試時間16 h,平衡時間為4 h,測試結果如表3所示。由表3可知,材料GFPP-L30粒子的測試結果比Φ80(230 ℃)圓片和Φ80(250 ℃)圓片的測試結果高,由于粒子表面積更大,相對于圓板的表面散發,粒子各個面均可以散發,導致測試結果偏大。注塑溫度250 ℃的工藝注塑出來的Φ80圓片也比230 ℃工藝的結果高,原因是注塑溫度高造成樣品更大的分解,產生小分子物質,影響散發結果。想要霧化結果有可比性,還需要保持一致的樣品狀態。GFPP-30材料有同等規律。
表1 不同樣品狀態的霧化結果(mg)

2.2測試溫度對重量法霧化結果的影響
為防止粒子的大小和均勻度不夠,驗證測試溫度選擇統一在加工工藝為250 ℃的注塑成型的Φ80圓片。在測試溫度80、100、110和120 ℃的條件測試16 h,平衡時間為4 h,測試結果如圖1所示。由圖1可知,GFPP-L30在加熱16 h測試時間下重量法霧化在80、100、110和120 ℃測試結果分別為0.25、2.11、2.76、5.44 mg,隨溫度升高都有明顯的增長,且溫度越高,霧化值越高,散發越嚴重。輔助揮發性有機化合物(VOC)測試,如圖2所示,90 ℃和120 ℃從12~43 min揮發出來的物質幾乎一致,只是含量不同,120 ℃明顯偏高,側面印證重量法霧化實驗溫度越高,揮發性越高的規律。GFPP-30材料也具有隨溫度升高重量法霧化測試結果增大的同樣規律。
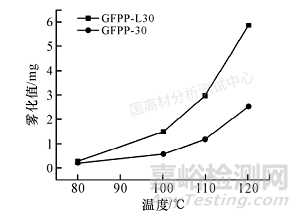
圖1 不同的溫度對霧化值的影響

圖2 不同的溫度對揮發性有機化合物的影響
2.3測試時間對重量法霧化結果的影響
在溫度100 ℃分別測試4、16和18 h后,測試結果如圖3所示。由圖3可知,GFPP-L30在100 ℃分別測試4、8、16和18 h下重量法霧化的測試結果分別為0.39、0.91、1.62、1.71 mg,隨測試時間的增長測試結果也逐漸增大,從增長的趨勢可以看出,測試結果和時間有相應的線性關系,后期研究可以根據測試時間的長短推算出大概結果規律,可以清楚分辨出異常數據,提高測試正確率,排除異常因素。GFPP-30材料也具有隨溫度升高重量法霧化測試結果增大的同樣規律。
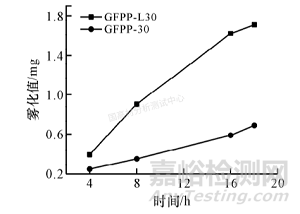
圖3 不同的加熱時間對霧化值的影響
2.4不同材料對重量法霧化測試結果的影響
通過以上幾種影響因素,對比測試結果可以發現,短玻纖增強的GFPP-30牌號的霧化值要遠遠低于長玻纖增強的GFPP-L30牌號,這是因為兩種材料生產工藝的差異,長玻纖增強PP采用熔融浸漬的方法加工而成,模頭溫度更高,在高溫下,聚丙烯有了一定的分解,揮發出大量的小分子物質,而短玻纖采用雙螺桿加工的方法,螺筒溫度偏低并且配有一定的抽真空工藝,所以散發物質較少,表現為霧化值較低。
2.5加熱后平衡時間對重量法霧化結果的影響
選擇GFPP-L30材料在測試溫度80、100、110和120 ℃的條件測試16 h后,對測試后鋁箔進行調節和稱重,測試結果如圖4所示。由圖4可知,加熱16 h的霧化試驗結果隨測試后調節時間越長,霧化測試的值逐漸變低。高溫120 ℃揮發量多,調節時間越長,變化越大,較高溫80 ℃的揮發量少,所以調節時間對測試結果影響偏小。
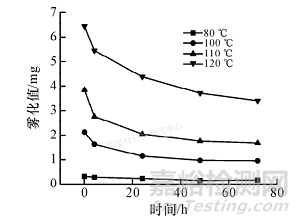
圖4 加熱后放置時間對霧化值的影響
結論
增強PP重量法霧化的測試結果會隨著溫度和時間的增加而升高,測試后的放置時間越長,小分子類物質會逐漸揮發,揮發物的數值會逐漸降低。研究內容對重量法測試霧化值具有一定的指導意義。

來源:國高材分析測試中心


