您當(dāng)前的位置:檢測(cè)資訊 > 科研開(kāi)發(fā)
嘉峪檢測(cè)網(wǎng) 2021-04-12 09:55
醫(yī)用導(dǎo)管是醫(yī)生手中最常見(jiàn)的工具,像球囊類(lèi),鞘管類(lèi),輸送系統(tǒng)類(lèi),這些導(dǎo)管中都包含著一個(gè)最為基礎(chǔ)的底層技術(shù),即高分子材料的加工,其中擠出(Extrude)占據(jù)多數(shù)。
高分子以擠出工藝成型為簡(jiǎn)單的原料管材(Tube),然后再經(jīng)過(guò)后續(xù)的各類(lèi)組裝形成最終態(tài)的導(dǎo)管器械。
原料管材所代表的硬度,公差,韌性等,對(duì)應(yīng)著臨床需求的各個(gè)性能點(diǎn)。
應(yīng)該說(shuō)良好的擠出工藝可以滿(mǎn)足幾乎所有醫(yī)用導(dǎo)管的參數(shù),性能需求。
但隨著臨床對(duì)某一些器械低公差,超薄壁厚,高扭矩等的需求,擠出工藝在面對(duì)這些需求時(shí),多少有些吃力。于是,沾涂工藝(dip coating)就來(lái)到了它可以發(fā)揮力量的時(shí)候了。
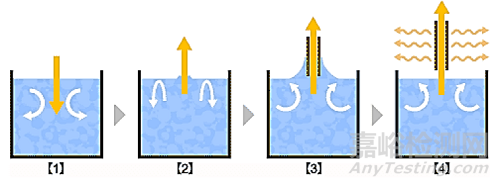
簡(jiǎn)單的理解,沾涂工藝就是將高分子材料液態(tài)化,然后通過(guò)將工具(芯軸)沾入溶液,形成原料管材的過(guò)程。形象的理解就是,像一層層刷漆似的,形成厚度,而后成為管狀。
沾涂工藝對(duì)于臨床來(lái)說(shuō),有幾個(gè)最為實(shí)用且重要的點(diǎn):
公差
所用醫(yī)生都希望使用的器械,別太大太小,尺寸正好。對(duì)于擠出和后續(xù)加工而言,+/-0.01mm的公差已是極其困難,這是難以逃避的加工現(xiàn)實(shí);可對(duì)沾涂工藝來(lái)說(shuō),極小公差是輕松就可以實(shí)現(xiàn)的。
不像擠出的一次成型,沾涂工藝下的管材,一般要經(jīng)過(guò)30-50次的沾涂才可形成1-2mm的厚度,沾涂一次形成的壁厚,可以說(shuō)極其之薄,個(gè)別材料甚至可以薄到0.0001”,其對(duì)應(yīng)的公差也是極小。
扭矩
那個(gè)醫(yī)生不希望手中的導(dǎo)管,能在血管里靈活自然,專(zhuān)業(yè)話叫扭控性好。
傳統(tǒng)工藝所制作的導(dǎo)管,可以通過(guò)設(shè)計(jì),復(fù)雜工藝向1:1的扭矩靠近,然而對(duì)于沾涂工藝而言,它是天生具備1:1屬性的。
沾涂過(guò)程中,導(dǎo)管的各個(gè)層通過(guò)液態(tài)材料的附著,與其它部分幾乎是“融合”在一起,而非物料的簡(jiǎn)單疊加。正是這種融合,讓導(dǎo)管成為一體。醫(yī)生手中的旋轉(zhuǎn)90度,體現(xiàn)在遠(yuǎn)端血管里的也是旋轉(zhuǎn)90度。
性能符合
高分子材料的性能疊加,無(wú)論是原料改性還是后續(xù)復(fù)合,都要考慮材料本身的族系和分子鏈等情形,有著相當(dāng)?shù)碾y度。可以說(shuō)這一塊一直是醫(yī)療企業(yè)都在嘗試的“無(wú)限可能地”。
對(duì)于沾涂工藝而言,只要將不同高分子液態(tài)化,然后以“你一層,我一層”的方式,將兩者的性能復(fù)合,就能實(shí)現(xiàn)較為滿(mǎn)意的綜合性能變化;同時(shí),可以通過(guò)沾涂次數(shù),調(diào)整兩者的性能比。
瓣膜導(dǎo)絲腔,泌尿器械輸送,神經(jīng)通路等,目前都是沾涂工藝發(fā)揮巨大價(jià)值的地方。應(yīng)該說(shuō)這一工藝為很多臨床的痛點(diǎn)帶來(lái)了無(wú)限的想象。
沾涂工藝并非導(dǎo)管技術(shù)的終極形態(tài),而是與當(dāng)下其它器械工藝的互補(bǔ)。只是新技術(shù)提供了新的可能性和方向,為解決臨床痛點(diǎn),提升臨床價(jià)值,開(kāi)辟了更多道路。
這是底層技術(shù)對(duì)醫(yī)療的默默貢獻(xiàn)。

來(lái)源:Internet


