您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2019-06-11 10:48
某石油鉆具有限公司在鉆桿接頭毛坯調質熱處理后的車外圓、內孔工序中發現,一公接頭內壁上存在肉眼可見的橫向裂紋,裂紋形貌異于普通淬火裂紋。此后對該批接頭逐一進行肉眼宏觀檢查,結果發現此批接頭毛坯中只有一個公接頭存在類似周向裂紋。
現在,就讓我們一起來看看究竟是什么原因導致了裂紋的產生吧。
理化檢驗
1、宏觀觀察
鉆桿接頭主要加工工藝過程如下:鋸切→中頻感應加熱→初煅制坯(壓力機鍛造)→終鍛→余熱退火→粗加工→調質熱處理→檢驗→車外圓、內孔→車螺紋。
接頭毛坯型號為NC38,材料為37CrMnMo鋼。
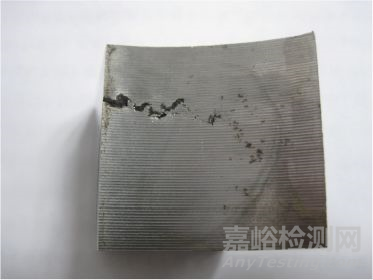
裂紋位于接頭內壁,外壁未見開裂,裂紋位置靠近螺紋根部的臺肩面附近,如圖1所示。
圖1 裂紋位置示意圖
裂紋沿接頭內壁周向(即接頭橫向)擴展,周向長度約為40mm。周向裂紋在接頭內壁走向曲折蜿蜒,呈波浪鋸齒狀,裂紋開裂程度寬窄不一。用10倍放大鏡觀察能發現接頭內壁裂紋周邊存在一些類似疏松、孔洞形成的間隙,裂紋內存在大量的灰黑色氧化物,如圖2所示。
圖2 接頭內壁周向裂紋形貌(局部)
將試樣沿接頭軸向剖開,發現此處接頭壁厚縱剖面上存在兩條裂紋。一條裂紋穿透了接頭內壁,在內壁上形成了上述的周向裂紋;而另一條未穿透壁厚,僅存在于接頭內部。兩條裂紋的宏觀形貌如圖3所示。
圖3 接頭壁厚縱剖面上裂紋形貌
穿透接頭內壁的裂紋與接頭內壁呈約20°夾角,裂紋長度約為23mm,裂紋最大處的寬度約為1.5mm,裂紋距接頭內壁最大深度約為6mm。未穿透壁厚的裂紋也與接頭內壁呈約20°夾角,裂紋長度約為22mm,但裂紋寬度較窄,最大寬度約為0.5mm,裂紋距接頭內壁最大深度約為9mm,最小深度約為3mm。裂紋內氧化嚴重,能觀察到大量的灰黑色氧化物。
2、化學成分分析
從裂紋附近取樣,采用直讀光譜儀對鉆桿接頭進行化學成分分析,結果見表1。
表1 接頭材料化學成分分析結果(質量分數)%
可見該接頭的化學成分符合API SPEC 5DP-2009 Specificaton for Drill Pipe的規定。
3、金相分析
對接頭取樣進行金相觀察,觀察面為鉆桿接頭縱剖面,觀察部位為裂紋的尖端。其中一條裂紋尖端形貌見圖4,可見裂紋走向不規則,裂紋兩側不平直,存在大量小凹坑,裂紋尖端圓鈍,主裂紋周邊存在若干細小的微裂紋以及孔洞,微裂紋不與主裂紋相連,裂紋最大寬度約為500μm。
圖4 裂紋尖端形貌
金相試樣經硝酸酒精溶液浸蝕后可以觀察到,其中一條裂紋的尖端周邊存在兩條明顯的白亮色條狀物,主裂紋的尖端也存在少量白亮色條狀物,其長度為200~300μm,見圖5。
圖5 裂紋尖端周邊白亮色條狀物形貌
另外,裂紋兩側也存在一些白亮物,其形狀呈短桿狀,局部沿晶界分布,見圖6。
圖6 裂紋兩側的白亮色短桿物形貌
接頭的基體顯微組織為回火索氏體,晶粒度約為7級,見圖7。
圖7 接頭基體顯微組織形貌
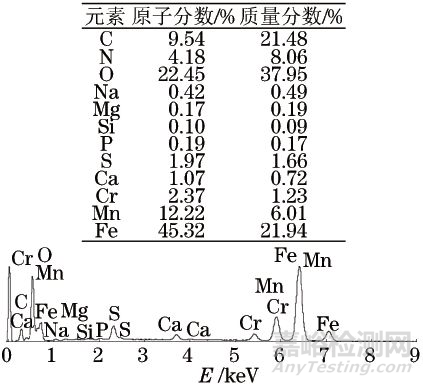
4、能譜分析
對接頭顯微組織中的白亮物在掃描電子顯微鏡下進行能譜分析。結果顯示:在金相顯微鏡下觀察到的裂紋周邊白亮物多為磷元素偏析以及部分合金元素鉬、錳偏析,見圖8和圖9。
圖8 裂紋尖端周邊白亮色條狀物能譜分析結果
圖9 裂紋兩側白亮色短桿物能譜分析結果
綜合分析
該NC38鉆桿接頭圓棒料在入廠后經過鍛造、調質熱處理等幾道主要工序,裂紋是在調質熱處理后的車外圓、內孔工序中發現的。在上述加工過程中,裂紋可能為鍛造過程中產生的折疊或是調質熱處理過程中產生的淬火裂紋,以及由于原材料本身存在缺陷而引發的裂紋,以下逐一進行分析。
接頭在壁厚內存在兩條裂紋,在接頭的縱剖面上,兩條裂紋均與內壁呈一定的夾角,一條裂紋穿透了接頭內壁,在接頭內壁上呈周向分布,另一條裂紋則未穿透壁厚,存在接頭壁厚內,由此可以推斷裂紋起源于接頭壁厚內。裂紋的走向不規則,裂紋兩側不平直,存在大量小凹坑,裂紋尖端圓鈍,也呈凹坑狀,主裂紋周邊存在若干細小的裂紋以及孔洞。根據裂紋的走向形貌可以判斷該裂紋并非在熱處理過程中產生的淬火裂紋。淬火裂紋一般是由工件的組織應力或熱應力引起的裂紋,裂紋的走向一般與工件表面相垂直,且較為平直,接頭產生的淬火裂紋一般為軸向裂紋,開口與接頭外壁相垂直,且裂紋尖端較為尖銳。
其次,裂紋的形貌特征表明裂紋起源于接頭壁厚內部,而鍛造折疊是在金屬擠壓過程中由于金屬流動性差而將外部表層金屬壓入基體內形成的裂紋,折疊大多與工件表面呈一定角度且是與工件表面相連通的。開裂接頭裂紋不僅起源于接頭內部,并有一條裂紋未穿透壁厚,故該裂紋并非是在接頭鍛造過程中產生的折疊。
由裂紋周邊的顯微組織形貌可以看出,裂紋兩側存在白亮色短桿物,白亮色短桿物呈沿晶分布的趨勢,其中一條裂紋的尖端周邊存在兩條白亮色條狀物,裂紋尖端內也存在白亮物。能譜分析結果表明,這兩條白亮色條狀物為磷元素偏析引起的合金元素鉬偏聚,其中磷元素含量較基體的高出數百倍。
裂紋兩側呈沿晶分布的白亮色短桿物也為磷、硫等有害元素偏析引起的合金元素偏聚,白亮物內錳、鉬等合金元素的含量遠大于基體的。接頭該區域磷、硫元素與合金元素偏析嚴重,為材料的冶煉缺陷,另外在裂紋周邊可以發現一些類似疏松、孔洞等缺陷。白亮物為硬脆相,在接頭毛坯進行鍛造、調質熱處理過程中,白亮物易與金屬基體發生脫離產生微裂紋,裂紋沿著材料內部已經存在的疏松或偏析富集區進一步擴展,最終造成此次接頭的開裂。存在裂紋的該區域為鋼材的偏析富集區,可以推斷出用于生產該接頭的鋼錠在切除帽口時未切除到位,縮孔殘余沒有切除干凈,帽口的偏析富集區少量殘留下來,使得該接頭的圓棒料內部存在缺陷,在接頭的后續加工工序中造成了接頭的開裂。
結論及建議
用于生產該NC38鉆桿接頭的圓棒料存在嚴重的磷、硫元素與錳、鉬等合金元素的偏析以及夾雜物聚集,導致接頭在后續的加工過程中產生開裂;接頭存在偏析富集區為鋼錠帽口未切除到位所致。建議鋼廠在鋼材冶煉時要將鋼錠帽口切除干凈,避免鋼材的偏析富集區殘留;建議接頭生產廠在圓棒料入廠時加強檢驗的力度,并納入程序,避免對已存在缺陷的圓棒料進行加工生產。
作者:余世杰,高級工程師,上海海隆石油管材研究所









來源:理化檢驗


