您當前的位置:檢測資訊 > 法規標準
嘉峪檢測網 2018-05-02 09:13
工業生產中,應力與應力集中是管道、壓力容器、渦輪盤、壓縮機葉片和飛機構件等重要承載結構件發生失效的主要原因之一。承載結構件由于加工制造、 焊接變形造成的殘余應力以及在服役過程中動、靜載荷的作用下產生應力集中都會使其機械特性發生改變, 尤其會對承載結構件的力學性能、耐腐蝕性、疲勞強度和形狀精度等產生較大的影響。如何對結構件進行 應力測量、狀態評估以期盡早發現應力集中區域、快 速有效的分析測定結構件重要部分的應力與應變分布 實現對結構件的強度分析,同時評估結構件的使用狀 況和壽命實現早期診斷與監測,已成為亟需解決的問 題,也是近年來力學研究的主要方向。因此應力的測 量及其狀態評估一直是國內外研究的熱點。
1 常用應力測試方法
應力的存在與應力集中是導致材料和結構最終失效的主要原因。研究材料的應力分布及應力狀態下材 料的物理性質,能夠預防工程應用中可能出現的損壞或失效。而對于有益的物性改變,加以合理的利用可 以增強材料的機械性能,因此分析材料的應力分布及 應力狀態下的物理性質具有理論研究與實際應用價值, 應力測試方法是實現這一價值的必要手段。目前,常 用的應力測試方法有機械法、光測法、磁測法、衍射法、 超聲法及納米壓痕法。
1.1 機械法
● 1.1.1 小孔法
小孔法于1934 年由德國學者J.Mather 提出[1],并由Soete 發展完善,使其具有實用性[2]。經過數十年 的發展,美國材料試驗協會(ASTM)于1981 年頒布 了鉆孔測量法殘余應力標準(ASTM E837—1981), 并于2008 年更新為ASTM E837—08[3],將其確定為
一種標準化的測試方法。其基本原理是采用結構件表面鉆孔的方式釋放其表面應力,并用預先粘貼好的三 向應變片測量鉆孔前后的應變松弛,通過應變片測量 材料應力釋放前后的應變量,運用相應的應力學公式 計算出對應的主應力值及主應力方向。
根據鉆孔是否鉆通,小孔法可分為通孔法和盲孔法。根據鉆孔方式不同,小孔法又可分為鉆孔開孔法、 噴砂開孔法和高速透平銑孔法。其中鉆孔開孔法是小孔法測試殘余應力中最簡單的開孔方式,目前在我國 實際生產中已得到了廣泛的應用,該方法測量方便, 操作簡單,且設備便宜,但鉆孔時孔壁受到鉆頭擠壓 會發生塑性變形產生附加應變,影響殘余應力測量精 度。噴砂開孔法的特點在于開孔不受材料限制,加工 應變很小,測量精度高,但操作過程復雜,且不適用 于較軟材料或有應力梯度構件的測試。高速透平銑 孔法特點在于可在高硬度材料上銑孔,且加工應變很 小,這是由于銑孔轉速高、進刀量小以及可采用特殊 的倒錐型銑刀,同時高速銑平鉆孔裝置使用也非常方 便。因此,高速透平銑孔法是發達國家應用較多的小孔法殘余應力測試方法,并且是美國標準ASTM E837—08 推薦的小孔法鉆孔方式之一。
綜上所述,小孔法由于具有對構件破壞性小、測量精度較高、設備輕便且便宜等特點,在現場得到廣 泛應用,但在使用過程中應注意以下問題:
1) 釋放系數A 和B 。釋放系數受工件材料類型、厚度、所用應變片尺寸等因素的影響,因此對于不同 的使用條件需對釋放系數分別進行標定。在彈性范圍內,應變釋放系數A 、B 均為常數。當孔邊材料發生 屈服時,塑性應變的數值隨應力水平變化,這時需對 釋放系數進行分級處理。 通孔法應變釋放系數可由Kirsch 理論解直接計算出,盲孔法應變釋放系數則需用實驗標定,近年來有 研究將有限元法引入釋放系數的標定中,證明有限元法能對釋放系數進行有效標定,進而簡化了釋放系數標定的復雜度和難度。
2) 附加應變。鉆孔時由于刀具切削作用引起孔邊塑性擠壓,會產生附加應變。為消除其對測量結果的
影響,可結合光學方法進行測量,其優點在于可進行全場測量,并可得到靠近孔周的殘余變形信息。兩者 相結合能使小孔法的測量精度顯著提高。
3) 鉆孔偏心。在鉆孔測量時,不可避免會產生鉆孔偏心,標準[6] 提出當鉆孔中心與應變花中心的不重
合度誤差在(0.004~0.02)D ,且不可重復時,可對測試應力值進行修正。
● 1.1.2 環芯法
環芯法由Milbradt 于1951 年提出,其原理與小孔法相似,是在待測工件上貼應變花,并在應變花
周圍銑一直徑為D 的淺環槽,將其中的環芯部分從工件本體分離開來,殘留在環芯中的應力同時被釋放出 來,最終將應變花測得的應變結果帶入相應的應力計 算公式,即可得到工件待測點的主應力及其方向,其 計算公式與小孔法相同。這種方法也屬于局部破壞 測量方法,其破壞性比盲孔法大,但它的應變釋放率 高于盲孔法,且可測量近表面一定深度范圍內的殘余 應力分布,且測試精度比盲孔法高。目前已制定環芯 法測試汽輪機、汽輪發電機轉子鍛件殘余應力的相關 標準,并在這兩個領域得到廣泛應用。
環芯法測殘余應力的誤差主要來源于應變計靈敏系數、零點漂移誤差和釋放系數A 與B 的誤差及銑刀 產生的加工附加應變。其中附加應變引進的誤差可預先標定,然后在測量時扣除,以達到減少誤差的目的。 對于釋放系數A 與B 的標定,不同材料及不同的銑槽 深度需分別進行標定,標定方法可采用拉伸實驗法和 有限元法,有限元法標定系數與拉伸實驗法的誤差在 ±2% 以內,由于有限元法更為經濟簡便,因此,推薦 該方法進行釋放系數標定。
1.2 光測法
● 1.2.1 光彈性法
光彈性法是將具有雙折射效應的透明光彈性貼片粘貼在被測工件上并置于偏振光場中,當給工件加上載 荷時,貼片上產生干涉條紋圖。通過測量干涉條紋數目,可確定工件在受載情況下的應力狀態,工件應力梯度越 大,干涉條紋越密集。由于光彈性法可以顯示構件表面 的應變場條紋圖像,可研究復雜幾何形狀和載荷條件構 件的應力分布狀態,目前光彈性法廣泛應用于建筑、復 合材料等多個領域的實驗測量和應力場分析。
光彈性方法屬于非接觸測量方法,具有機械法不 能達到的全場測量優勢,既可測量表面應力,也可測量內部應力;且該方法能夠清晰地反映應力集中部位, 并可確定應力集中系數,但其不足之處體現在工藝較 復雜,測量周期比較長,需要將被測對象置于偏振光 環境中且光學系統相對復雜。
● 1.2.2 云紋干涉法
云紋干涉法是上世紀80 年代發展起來的一種現代光測力學方法,并且隨著D.Post[17] 等研究者對云紋干 涉法理論建設的完善以及試驗設備的進步,該實驗方法越來越成熟。其基本原理是將光柵粘貼在試件待測 面上,兩束相干準直光以一定入射角對稱入射到試件 柵上,在試件表面法線方向上得到干涉條紋;當試件 受力變形后,試件柵隨之變形,干涉條紋的級數和間 距將發生變化,根據彈性力學的幾何方程,可以計算 出應變場及應力。
云紋干涉法的試件柵是柵線密度為600~1200線/mm 的高密度衍射光柵,其靈敏度比傳統云紋法高 出30~120 倍。云紋干涉法的圖形與光彈性實驗相似, 但對模型材料沒有光學性能要求且計算方法不同。
云紋干涉法與電測法不同之處在于光柵(貼片)的面積大,計算點數多,能求出應變場。云紋干涉法具有高靈 敏度、條紋質量好、條紋分辨率高、大量程、實時觀測 等優點,其應用越來越廣泛,特別是在與小孔法、環芯 法等結合測試殘余應力方法取得了良好的效果。
1.3 磁測法
● 1.3.1 金屬磁記憶法
金屬磁記憶檢測方法是20 世紀90 年代,以杜波夫為代表的俄羅斯學者率先提出的鐵磁金屬材料診斷 檢測技術。其原理是從鐵磁金屬表面拾取地磁場作用下的漏磁場信息,處于地磁環境下的鐵磁構件受載 荷的作用,應力和變形集中區會發生具有磁致伸縮性 質的磁疇組織定向和不可逆的重新取向。這種不可逆 變化在工作載荷消除后會保留下來,并在應力與變形 集中區形成漏磁場感應強度H P 的變化,即H P 的切向 分量H P(x ) 具有最大值,而法向分量H P(y ) 改變符號 且具有零值點,通過檢測鐵磁構件表面磁場分布情況,如磁場法向分量H p(y ) 及梯度K =dH P(y )/dx 等特征 量,可對應力集中或缺陷進行準確推斷。
目前金屬磁記憶法的主要應用于確定設備和構件的應力應變狀態的不均勻性和應力集中區;將其與常 規無損檢測方法結合可減少檢測成本、檢測構件裂紋 (尤其是焊接裂紋);各種類型焊接的質量控制(包 括接觸焊與點焊);通過構件的不均勻性對新生產和 在役機械制造產品實施快速分類等。
金屬磁記憶法是21 世紀最具潛力的無損檢測方法,在實際應用中有諸多優點:既可以檢測宏觀缺陷, 又可以檢測微觀缺陷,并預報潛在危險;檢測時采用 非接觸方法,不需要對被檢測器件進行任何表面清理 或預處理;能實現在役設備的無損檢測,無需專門的 磁化設備;設備輕便、操作簡單、檢測效率高(能達 到100m/h 以上)。
金屬磁記憶檢測經過近20 年的發展,雖然取得了不少研究成果和檢測經驗,但仍存在許多需要解決的 問題,首先是機理尚不成熟,未形成一套系統嚴密的 理論體系;其次是打磨、環境磁場等外因素對磁記憶 檢測的影響有待進一步研究分析;對殘余應力的定量 化問題所做的研究較少。
● 1.3.2 巴克豪森噪聲法
1919 年德國科學家H.Barkhausen[31] 發現鐵磁體內可誘發出可測噪聲信號,隨后于20 世紀逐漸開發成一種新型無損檢測技術,即巴克豪森噪聲 (Barkhausen Noise,BN)技術。鐵磁材料在磁化時,會發生磁疇壁移動和磁疇內磁矩的整體轉動,并且在 磁滯曲線最陡的階段發生磁疇的不可逆運動。外磁場 強度連續緩慢的變化,使得磁感應強度的變化產生不 連續跳躍,這將在試件表面的接收線圈中產生一系列 雜亂的電脈沖信號(即BN)。作用在鐵磁材料中的 應力大小和方向不同,將影響巴克豪森噪聲信號的強 弱。因此,可通過測量巴克豪森磁噪聲的活性及各參 量來評估材料的應力狀態。
巴克豪森噪聲發展相對成熟,國內外研究主要集中在:
1) 采用零點標定技術繪制MBN- 應力標定曲線;
2) 把功率譜分析引入巴克豪森技術中,對MBN信號強度進行定量分析;
3) 應用人工神經網絡技術,建立了MBN 信號與應力的對應關系;
4) 將巴克豪森技術測量結果與傳統殘余應力測量技術( 如盲孔法和X 射線衍射法) 相比較,探討其可 行性和實用性;
5) 通過研究巴克豪森噪聲與塑性應變的關系,來評估殘余應力。
巴克豪森信號作為一種新的鐵磁性材料應力的無損檢測方法,應用前景廣闊,具有精度高、檢測速度 快等優點,但在檢測過程中應注意以下問題:
1)MBN 測量需要校準,即將信號的測量值轉換為所測應力、硬度或缺陷的絕對值。MBN 測量對材料
表面無特殊要求,但構件的表面粗糙度、氧化皮厚度等對MBN 信號都有影響。因此,校準樣品要與被測構件的表面狀況一致;
2)目前常用的巴克豪森信號的產生是由于鐵磁性材料內部最小單元磁疇在外磁場的激發下錯動產生的, 激勵磁場強度、激勵信號的頻率等都會對巴克豪森信 號產生影響。因此,需選擇合適的激勵方式;
3)巴克豪森信號的強弱不僅與材料的應力有關,還受到材料化學成分、金相組織、熱處理及冷加工過
程的影響。因此,在測試前,要使用與被測試件化學成分、金相組織和熱處理狀態均相同的標準試件,測 出磁彈性參量與應力之間的對應關系后,才能將實測 值轉換為應力值。
● 1.3.3 磁應變法
磁應變法的基本原理是基于鐵磁性材料的磁致伸縮效應,即鐵磁性材料在磁化時會發生尺寸的變化。反 之,當材料處于應力作用時,材料的磁導率也會發生相應的變化。測量時,在向磁各向異性傳感器提供恒定的 磁電動勢的條件下,磁路中磁阻的變化將引起磁通的變 化,而這種變化體現在傳感器上檢測線圈感生電動勢的 變化,從而將非電量的應力應變轉化成可以測量的電量 (如電流、電壓),達到測量應力狀態的目的。
磁應變法的研究主要是基于采用不同的傳感器設計并建立其磁輸出信號與實際應力應變之間定量的算法 關系。上世紀80 年代前蘇聯、日本等國家,用U 型探 頭測定應力,目前已有二級探頭、四級探頭、九級探頭、 三級探頭等傳感器和儀器被陸續開發出來。
基于逆磁致伸縮效應的磁各向異性進行應力測量的思想早已被提出,但真正實用化研究是近二十年的 事,并且進展較為緩慢。在該方法的實際應用中主要 存在以下幾個問題:
1)目前對材料的磁本質還沒有一個完美的解釋,無法從微觀角度為磁測法提供充分的理論依據;
2)目前的磁應變法能快速有效的檢測出試件的主應力差,但主應力σ 1、σ 2 數值則需要借助邊界條件 以及切應力差法求解。在實際測量中,很難確定邊界條件而且算法累積誤差大,影響求解精度;
3)應力與磁導率在應力<300MPa 時應力與磁導率近似線性,當應力繼續增大時,則呈非線性。因此, 磁應變法對高殘余應力構件的測試方面還需做進一步的研究。
4)數據處理過程中需對靈敏系數進行標定,目前比較完善的技術是單向應力標定法,二向應力標定技術還有待完善。
● 1.3.4 磁聲發射法
磁聲發射(Magnetic Acoustic Emission,MAE)法是1975 年美國科學家Lord 在用直流磁場作用鎳 棒時,發現鎳的磁疇壁運動產生超聲波發射。隨后,Kanji 和Kusanagi 等人相繼做了許多試驗,進一步證 實材料在應力作用下產生的磁聲發射信號強度比無應 力時所產生的磁聲發射信號要低一些,認為該技術有 可能成為無損檢測構件殘余應力和材料其它性能的新 方法,并付諸了工業應用。
磁聲發射法的基本原理是,鐵磁性材料內存在磁矩方向各異的磁疇,在外部磁場作用下,將產生磁疇 的突然運動和磁化矢量的轉動,在運動時相鄰兩磁疇內磁致伸縮不一致而出現位移便引起MAE 脈沖信號。 由于MAE 信號強烈依賴于材料所受的磁化場和應力 場。因此,可根據MAE 強度值的變化來推測構件的 受力情況。
與傳統的無損檢測技術相比,磁聲發射法檢測技術具有可實現動態無損檢測、檢測深度大、檢測靈敏 度高等優點,但目前磁聲發射的研究尚處于起步階段, 一些問題尚需進一步深入研究:
1)如何消除鋼的顯微組織、成分、熱處理狀態以及所處的應力狀態等對磁聲發射的影響;
2)現對材料在不同應力狀態下的磁聲發射特性研究主要集中在中、低碳鋼材料上,而對高強度、高合
金鋼的磁聲發射特性研究還處于空白;
3)MAE 測量有明顯的尺寸效應。通常構件尺寸越大,測量值越小。要消除尺寸效應,需通過對大小
不同試件的反復實驗獲得修正系數。
1.4 衍射法
● 1.4.1 X 射線衍射法
X 射線衍射法是殘余應力測定技術中無損檢測方法之一,是研究最為廣泛深入且成熟的應力測定方法, 被廣泛應用于科學研究和工業生產的各個領域中。X射線應力測定的基本原理是:當一束波長為λ 的射線 照射到多晶體上時,會在一定的角度上接收到反射的 X 射線強度極大值(即衍射峰)。其中,X 射線的波長、 衍射晶面間距d 和衍射角2θ 之間遵從布拉格定律: 2d sinθ=nλ (n =1,2,3……)
當應力引起晶格間距d 發生變化時,衍射角2θ隨之變化。所以要求晶面間距d 的變化,只要測得衍射角2θ 的變化即可。利用衍射角的變化,根據彈性 力學相關方程,可求出材料某一方向的應力大小。
X 射線衍射法最早由前蘇聯學者Akcehob 于1929年提出,1961 年德國學者E. Macherauch 提出sin2ψ 法, 隨后X 射線衍射法引起各國學者的廣泛關注并進行了
深入研究。歐盟標準委員會(CEN) 于2008 批準了新的X 射線衍射殘余應力測定標準EN 15305—2008。同年, 中國也頒布標準GB/T 7704—2008;美國試驗材料學 會(ASTM) 于2010 年發布了最新的X 射線衍射殘余應 力測定標準ASTM E915—2010。
X 射線檢測能成為目前最成熟且應用范圍最廣泛的測量結構表面殘余應力的方法,其獨特的優勢在于:
1)理論成熟,測量精度高,測量結果準確可靠。與其他方法相比,X 射線衍射法在應力測量的定性定 量方面可信度較高;
2)通過X 射線積分法、剝層法和多波長法可測量材料的三維殘余應力;
3)破壞性小,X 射線法基本實現對材料的無損檢測。
但同時X 射線衍射法測定殘余應力也有其局限性:
目前X 射線衍射法檢測普通碳鋼材料的殘余應力 已非常成熟,但對于鋁合金、不銹鋼、鈦合金等存在 大晶粒或織構組織的材料檢測方法還不成熟。其次X 射線測量深度只有10~30μm,因此測試時對材料的表 面處理非常嚴格,應避免使用可能削弱晶界或可能優 先腐蝕某個相的化學物質,因為它可能會導致局部應 力松弛,推薦先使用砂輪或紗布將工件表面打磨光滑, 然后再用電解拋光去除機械或磨削加工時帶入的表層 附加應力。
● 1.4.2 中子衍射法
中子衍射法應力分析始于20 世紀80 年代,是近20 年發展起來的一種無損測定殘余應力的方法,可以 測定大體積工件的三維應力分布。中子衍射測量殘余應力的基本原理與X 射線應力測定方法相似,當波長 為K 的中子束通過多晶材料樣品時,對應晶面間距d , 在滿足布拉格關系(λ= 2d sinθ ) 的位置出現衍射峰。 在應力的作用下晶面間距產生變化Δd ,則衍射峰位置 產生移動,通過測定這種移動獲取材料的應力狀態。 近年來,中子衍射測試技術多被應用于材料焊縫及周 圍熱影響區的三維殘余應力分布、宏觀部件熱加工、 熱處理和機加工后殘余應力的測量。
與常規X 射線衍射相比較,中子衍射殘余應力分析的獨特優勢是中子具有很強的穿透能力,對于大多數工程材料而言,穿透能力在厘米量級,并能監視現 實環境和加載條件下殘余應力的演化,是測量較大體 積固體材料內部殘余應力的獨特技術。
中子衍射測量殘余應力的缺點是首先中子源的流強較弱,測量時間較長;其次中子衍射測量需要樣品 的標準體積較大,且空間分辨較差,通常為10mm3, 是X 射線衍射的十分之一,因此,中子衍射不能測量 材料表層的殘余應力,只有測量在距表面100μm 及 以上區域測量,中子衍射方法才具有優勢。另外,中 子衍射殘余應力測量受中子源的限制,衍射裝置不具 有便攜性,無法在工作現場進行實時測量,且中子 源建造和運行費用昂貴,在一定程度上也限制了該方 法的商業應用。
1.5 超聲及納米壓痕法
● 1.5.1 超聲波法
S.Okada 于1940 年提出應力引起的聲雙折射現象,1953 年美國田納西大學D.S.Hughes 和J.L.Kelly 根 據有限變形理論,提出各向同性材料聲彈性理論的早期 表達形式,最先建立了超聲波在材料中傳播時速度與應 力之間的關系,由此奠定了聲彈性理論的基礎。
目前超聲波測量殘余應力的方法有多種,其中聲速測量法和頻譜分析法是應用最廣泛的兩種方法。聲 速測量法是根據聲彈性公式中構建的聲速與應力的關 系,通過測量波速變化就可以計算出材料殘余應力的 大小,聲速測量法主要有相位比較法、聲時測量法、 臨界角折射測量法等,其中聲時測量法應用最廣泛。 頻譜分析法測量應力的原理是:超聲波橫波受力時會 分解成傳播速度不同的兩束波而產生干涉效應,通過 測量接收信號的回波功率譜來計算應力值。
在應力測量中使用的波形有:橫波雙折射,優點是波形對應力最敏感;SH 波,優點是無需標定聲彈 性系數;縱波、縱波和橫波相結合等方法。20 世紀 末使用臨界折射縱波測量得到了極大的發展并已成功 用于簡單應力狀態的測量。由于表面波聲速低、可隨 頻率變化,在探測不同表面深度的應力變化方面,已 逐漸成為研究焦點。
目前超聲檢測殘余應力的工程應用主要為:鐵路工業中鐵軌車輪的應力測量,建筑行業螺栓緊固應力 的測量,制造業中焊接殘余應力的測量。其中,螺栓應力測量最為成熟,而對焊接殘余應力(復雜應力狀態)的超聲波測量方法與設備仍處于實驗室測量和探索階 段,并未真正應用于工程測量。
超聲波法作為結構內部殘余應力無損檢測的重要方法,具有測量簡便、快速、適合在線檢測等優點, 同時在應用中也存在一些問題:
1)工件中聲速對應力的響應非常小,通常兆帕級的應力只引起聲速納秒級的變化,這樣對信號處理的 要求就非常高;
2)檢測過程中由于材料組織結構( 特別是織構、粗晶) 等原因會引起一定程度的織構效應。織構效應
會引起聲速的波動,這種波動可能會超過應力引起的聲速變化;
3)對于軋制鋼板等材料,不可避免的存在各向異性。這種現象對聲速的影響可能也會超過應力對聲速 的影響,導致難以區分應力狀態。
● 1.5.2 納米壓痕法
納米壓痕(nanoindentation) 技術又被稱為深度敏感壓痕(depth sensing indentation) 技術, 是由 Oliver 等人提出并發展。該方法基于彈性接觸力 學,通過實驗得到的加載、卸載曲線的分析不僅可以 得到硬度和彈性模量,而且可以得到諸如蠕變參數、 殘余應力、相變和位錯運動等豐富的信息。
對于納米壓痕技術的研究方面,Bolshakov 等對鋁合金8009 進行了納米壓痕試驗和有限元分析,發 現硬度和彈性模量受殘余應力影響不明顯,而接觸面 積對殘余應力影響卻很敏感,由于接觸面積的測量存 在誤差較大。Swadener 等采用球形壓頭做實驗,提出 用接觸壓力代替接觸面積來計算殘余應力的模型,并 發現壓痕試驗中采用球形壓頭測殘余應力得出的結果 更為準確。隨后,為克服上述模型僅適用于等雙軸應力的缺點,Lee 等又提出了新的適用于非等雙軸表面 應力模型。
通過納米壓痕法測量殘余應力的理論模型均采用球形,圓錐形和棱形對稱壓頭,并將殘余應力假設為 等軸或不等軸的表面應力,僅能測定平均殘余應力的 大小,且殘余應力的方向和每個方向上殘余應力的大 小還無法確定。這些都阻礙了納米壓痕法測定復雜表 面殘余應力的發展。
應力的存在與應力集中是導致材料和結構最終失效的主要原因。研究材料的應力分布及應力狀態下材 料的物理性質,能夠預防工程應用中可能出現的損壞 或失效。而對于有益的物性改變,加以合理的利用可 以增強材料的機械性能,因此分析材料的應力分布及 應力狀態下的物理性質具有理論研究與實際應用價值, 應力測試方法是實現這一價值的必要手段。目前,常 用的應力測試方法有機械法、光測法、磁測法、衍射法、 超聲法及納米壓痕法。
2 常用應力測試方法比較
傳統的應力測量方法,如機械法、光測法、衍射法等,其優勢在于理論體系完備,檢測方法成熟,可以精確測量構件表面的主應力大小與方向,給出應力 分布圖,但檢測周期長,對構件表面光潔程度要求高, 大多采用接觸式測量方法,操作過程復雜。例如,機 械法對被檢測對象有破壞,只能逐點測量,精度受應 變片柵長限制;多點測量時,需反復安裝應變片,多 次調整檢測電路;光測法對光學元件及光路調整要求 較高,對被測件表面質量要求也很高,并且受檢測設備的限制,許多工業結構無法安裝光路;對于內部結 構不均勻的構件,制造模型困難,難以應用光測方法 分析應力。因此,目前這些較為成熟的應力定量檢測 方法都很難適應現代化工業生產的要求,在應用中可 將光測法與機械法相結合,可顯著提高應力測量精度。 衍射法能對應力進行準確的定量檢測,但儀器較大且 設備昂貴,不適合現場復雜條件下的應力檢測。超聲 波法和納米壓痕法因其操作的簡便性,而具有廣闊的 應用前景,但超聲波法只能測試一定距離內的平均應 力,無法對單點做定量檢測,納米壓痕法的理論模型 尚不成熟,還有待做進一步的實驗研究。
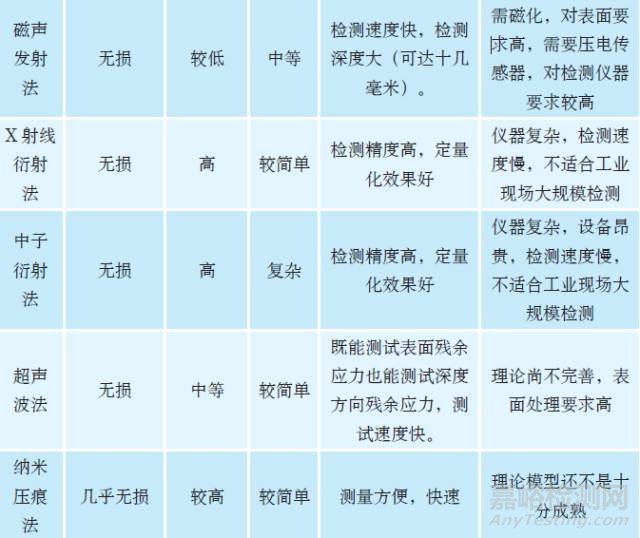
磁學應力測試方法檢測時傳感器不需要緊貼在構件表面,在一定的提離值范圍內,檢測信號強度不會 受到影響,因此檢測對構件表面狀況沒有嚴格的要求。 與其他檢測方法相比,具有操作簡單,可進行非接觸 檢測的優點,縮短了檢測時間,適合工業在線檢測的 需要,便于實現現場的快速自動化檢測;但磁學應力 測試方法的缺點在于信號產生原理復雜,定量檢測困 難,在內應力和磁化場作用下,構件內部磁疇結構的 運動機理還沒有得到更好的解釋。目前主要通過實驗 的方法,研究應力場作用下構件的各類磁參數變化, 通過科學的假設結合實驗結果研究構件內部磁疇運動 機理。目前,采用磁學方法檢測應力主要應用于定性檢測和定量化要求不高的場合,在檢測精度較高的時 候,常與其他檢測方法配合使用,該方法可以快速定 性的判斷構件應力狀況,找出應力集中或危險位置, 再進行針對性的定量測量。表1 是各應力檢測方法的 特點對比分析。


3 結束語
應力測量和狀態評價方法經過幾十年的發展和應用,已經形成了各具特色的多種檢測技術,并廣泛應 用于各個行業,成為現代工業安全保障和產品質量控 制的重要手段。然而,無論是傳統的應力測量方法, 還是新型的磁學、聲學應力測試方法,在應力的定量 檢測方面還存在一定難度,特別是隨著近年來現代工 業的快速發展和社會安全保障水平的提高,各行業各 領域對應力測量和評價方法提出了更高的要求。為了提高應力測量的檢測精度和檢測效率,兩種或兩種以 上檢測方法配合使用,成為當前應力測量和狀態評估 研究的一大發展方向。由此,尚需進一步開展的理論 和應用研究工作包括:
1)測量效率與測量精度的矛盾問題。測量方法現場應用的復雜性、便捷性、測量精度以及對被測量對象是否會造成損傷是工程實際適用性 評價主要考慮的因素,而現有的方法都難以同時滿足 快捷、準確和無損測量的要求,如何根據現場情況和檢測方法的應用領域選取多種方法進行優化組合,是 應力測量和應力狀態評價方法今后應用的一個重點研 究方向。譬如,在承壓設備的殘余應力測量和評估中, X 射線衍射法和金屬磁記憶法兩者組合大大提高了工 作的時效性和準確性,解決了傳統單一方法在量化精 度和評價速度上不能同時保證的矛盾。
2)量化測量方法的理論與實現問題。 傳感器技術和聲學、電磁學、材料學等的應用理 論研究,使得現有的聲學和電磁學應力測量評價方法 得以突破原有的理論模型瓶頸,從而成為應力測量和 評價技術的研究熱點。其主要體現在:一是如何將材 料組織結構的變化與應力的關系量化和簡化,進而與 材料的聲學和電磁學性能關聯,以獲取高精度的測量 結果;二是進一步發展高精度高敏感度的傳感器技術, 以捕捉應力應變引起的微弱的聲學或電磁學特征變化, 這為提高應力測量精度和評價效果提供了重要的技術支撐。

來源:AnyTesting


