您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2025-04-17 12:28
某煉油廠制氫裝置設備員在巡檢時發現某吸附塔開裂泄漏,裂紋位于母材位置,距環焊縫160 mm,該裂紋長285 mm,沿塔壁縱向擴展,外壁裂紋形貌如圖1所示。

圖1 某吸附塔外壁裂紋形貌
經查設備資料,該吸附塔材料為16MnR,直徑2800 mm,高13356 mm,壁厚30 mm,操作溫度為常溫,塔內介質主要為氫氣和少量甲烷、一氧化碳、二氧化碳。
該吸附塔長期經歷吸附、降壓、順放、逆放、沖洗、升壓等循環過程,操作壓力在0.03~2.5 MPa內循環變化,單個循環周期為40~500 s,吸附-解吸壓力曲線如圖2所示。

圖2 吸附 - 解吸壓力曲線
使用單位對該設備進行失效分析,推斷該起開裂是長期循環載荷作用導致的機械疲勞引起。經評估,裂紋起始于外壁,并向內壁擴展,最終貫穿整個塔壁,對設備的安全性造成了嚴重的影響。
從安全角度考慮,使用單位需要對其余同類疲勞工況吸附塔的開裂情況進行在線排查。由于該批吸附塔主要介質為氫氣,有易燃易爆的特點,在線運行時不具備大面積動火打磨油漆的條件,因此常規的磁粉、滲透等檢測方法難以實施,需對其在線檢測方法的有效性和準確性進行研究。
1.在線檢測技術方案
陣列渦流檢測(ECAT)采用陣列式傳感器,借助計算機對激勵次序進行快速控制和處理,可實現大面積范圍的高速檢測。陣列渦流檢測技術不需要進行表面耦合,可以隔著一定厚度的涂層對焊縫表面缺陷進行檢測,已在船舶、石化等行業廣泛應用。
相關研究表明,陣列渦流檢測技術可以對涂層下碳鋼焊縫的表面裂紋進行檢測,當涂層厚度超過1.5 mm 時,檢測信號較弱,缺陷容易漏檢,但未進一步給出漏檢裂紋的參考尺寸。
利用陣列渦流檢測技術對吸附塔進行在線檢測,需要研究涂層厚度對檢測精度的影響,且因其存在微小開裂漏檢的可能,因此需要采取其他檢測方法作為吸附塔漆層下裂紋的補充檢測手段。
聲發射(AE)是指材料中局部源能量快速釋放而產生瞬態彈性波的現象,聲發射檢測則是依據該原理檢測材料內部因結構變化而產生的瞬態彈性波信號,從而實現材料完整性及缺陷情況的評估。
相關研究表明,可以使用聲發射技術對裂紋的萌生與擴展進行檢測,但微小尺寸的裂紋在疲勞工況下開裂的聲發射信號特征規律尚不清晰,需要進一步試驗研究。
針對上述難題,研究了漆層厚度提離效應對陣列渦流檢測精度的影響,以及微小裂紋在三點彎曲載荷下開裂擴展的聲發射信號特征,對吸附塔漆層下裂紋開展陣列渦流在線檢測,并制定聲發射檢測工藝作為補充檢測手段。
2.試驗研究漆
層下裂紋的陣列渦流檢測
試驗采用Eddyfi Technologies公司的ECTANE2-E64RNM I型陣列渦流檢測儀和CUE-ECA64(SHARCK-W028-EH05S)型探頭,以碳鋼材料平板對比試塊為檢測對象,采用陣列渦流檢測方法對對比試塊進行不同涂層厚度的模擬檢測試驗。
對比試塊參考標準NB/T 47013.6-2015的要求,加工出寬度均為0.2 mm,長度均為60 mm,深度分別為2.0,1.0,0.5 mm的人工刻槽,對比試塊實物如圖3所示,分別選取1,2,3張1.0 mm厚的絕緣墊片放置在對比試塊表面,用來模擬厚度為1.0,2.0,3.0 mm的涂層。

圖3 對比試塊實物
無涂層、1.0mm涂層、2.0 mm涂層、3.0 mm涂層對比試塊的陣列渦流檢測結果如圖4所示。

(a) 無涂層

(b) 1.0 mm涂層

(c) 2.0 mm涂層

(d) 3.0 mm涂層
圖4 帶不同厚度涂層試件的陣列渦流檢測結果
從試驗結果可知,涂層厚度不超過2 mm時,對比試塊上三個刻槽的陣列渦流檢測信號均能清晰顯示,然而,隨著涂層厚度的增加,0.5 mm深的人工刻槽的顯示信號逐漸減弱,深度0.5 mm以下的微小開裂存在漏檢的可能性。涂層厚度為3 mm時,對比試塊上三個刻槽的陣列渦流檢測信號均無明顯顯示。
經現場實測,失效吸附塔的外表面涂層厚度約為0.5~1.0 mm,取最大值1.0 mm。為保護陣列渦流探頭,現場檢測時需要加套1 mm厚塑料保護膜,因此現場陣列渦流檢測的最大提離深度約為2.0 mm。
雖然陣列渦流檢測技術可以克服涂層影響,對塔的表面裂紋進行檢測,但是該檢測方法受漆層厚度影響,對0.5 mm以下微小開裂存在漏檢可能,而影響氫吸附塔的正常運行和安全性。
微小開裂的聲發射檢測
選用Vallen System公司的多通道AMSY-6式聲發射數據采集系統作為信號監測裝置,使用VS150-M 式探頭搭配AEP5式前置放大器采集聲發射信號。
試驗選定采樣頻率為10 MHz,放大器增益為34 dB,探頭工作頻率為100~400 kHz,諧振頻率為150 kHz,設定門檻值為34 dB。
利用聲發射檢測技術對吸附塔漆層下深度0.5 mm以下的微小開裂進行補充檢測,需要得到微小裂紋萌生階段的聲發射信號特征。
參照標準GB/T 232—2010的要求,加工預制V型缺口的碳鋼試塊進行三點彎曲試驗,試驗現場如圖5所示。

圖5 V型缺口試塊三點彎曲試驗現場
AE信號撞擊數隨載荷位移的變化情況如圖6所示,可以看出V型缺口處持續產生了大量的AE信號,V型缺口處裂紋萌生時,裂紋尺寸小于0.5 mm,AE信號撞擊數(活性)明顯上升并達到峰值,因此可以用AE信號撞擊數表征吸附塔微小裂紋的萌生。

圖6 AE信號撞擊數隨載荷位移的變化情況
3.在線檢測
陣列渦流檢測
現場檢測吸附塔時,對其外壁進行陣列渦流在線掃查,掃查區域包含筒體母材及焊縫。經掃查發現塔壁筒體母材上存在十余處相關顯示,其中兩處典型缺陷的陣列渦流檢測異常信號位置如圖7所示,其陣列渦流檢測信號顯示如圖8所示,分析1#和2#兩處陣列渦流檢測顯示信號,其呈現裂紋的信號特征。
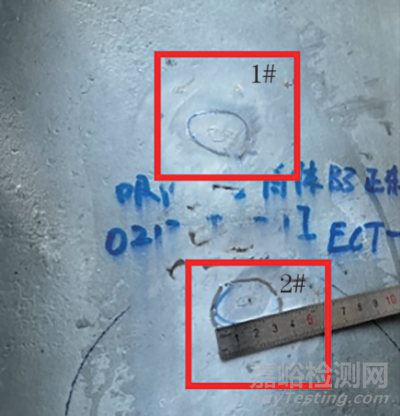
圖7 陣列渦流檢測異常信號位置示意

圖8 兩處典型缺陷的陣列渦流檢測信號
在不影響裝置運行的前提下,將該塔短暫停車并對1#位置除漆打磨,然后采用磁粉檢測方法復驗,發現裂紋類磁痕顯示,繼續打磨后發現母材表面開裂,吸附塔陣列渦流在線檢測信號異常處的現場驗證結果如圖9所示,該結果與陣列渦流檢測結果得到驗證后,依次對其余缺陷進行消缺處理。

圖9 吸附塔陣列渦流在線檢測信號異常處的現場驗證結果
聲發射檢測
陣列渦流檢出的裂紋雖已全部消除,但該方法受漆層厚度影響,漆層下微小開裂仍然存在漏檢的可能性,因此現場采用聲發射檢測技術對吸附塔進行在線補充檢測。
現場吸附塔AE 傳感器布置情況如下:筒體均勻布置5層,每層間距均為2350 mm;每層均勻布置4個傳感器,相鄰傳感器間的間距均為2245 mm;1#,9#,17#傳感器在正北方向,5#,13#傳感器在西北方向;21#,2#傳感器位于封頭頂部,聲發射傳感器布置位置如圖10所示。

圖10 聲發射傳感器布置位置示意
對傳感器的安裝部位進行表面打磨油漆處理,使其表面平整并露出金屬光澤,然后在傳感器的安裝部位涂上真空脂耦合劑,使傳感器與被檢件表面達到良好的聲耦合狀態。
將已安裝的傳感器和系統主機用電纜線連接,開機預熱至系統穩定工作狀態,對聲發射檢測系統進行初步工作參數設置并調試。
由于裝置運行時不具備人工加載的條件,此次聲發射檢測采用吸附塔的實際工作壓力作為加載程序,即吸附、降壓、順放、逆放、沖洗、升壓以及最終升壓過程(見圖2)。
經聲發射檢測,現場未發現有意義的聲發射定位源信號,即未發現正在擴展的裂紋缺陷。
結語
結合制氫吸附塔在線不打磨檢測實例,提出采用陣列渦流方法進行在線掃查,并在缺陷消除后進行利用聲發射補充檢測的組合方案,主要結論如下:
1.陣列渦流檢測技術對于制氫吸附塔漆層下開裂缺陷的在線檢測具有適用性。但是陣列渦流檢測方法受漆層厚度影響,深度0.5 mm以下微小開裂存在漏檢可能性。
2.通過提取微小裂紋聲發射信號特征,采用聲發射檢測技術對吸附塔微小開裂缺陷進行了在線補充檢測,未發現正在擴展的裂紋缺陷。
3.經檢測合格的吸附塔裝置連續運行5年未再發生泄漏的情況,提出的在線檢測方案為疲勞開裂在線不打磨檢測提供了參考和借鑒。
作者:胡振龍1,3,李秀峰1,3,鄧丹2,沈永娜1,王洋4,李文瑜1,孫愛鵬1
工作單位:1.中國特種設備檢測研究院
2.中國船級社實業有限公司
3.國家市場監管總局技術創新中心(煉油與化工裝備風險防控)
4.北方華錦聯合石化有限公司
第一作者簡介:胡振龍,碩士,高級工程師,主要從事特種設備的無損檢測工作。
來源:《無損檢測》2025年2期

來源:無損檢測NDT


