您當(dāng)前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網(wǎng) 2024-11-18 11:38
導(dǎo)讀
為了準(zhǔn)確識別帶墊板焊縫進行超聲波檢測時出現(xiàn)的真假反射回波信號,對帶墊板的單面焊雙面成形焊縫(包括管道對接環(huán)焊縫、T形和角接焊縫)超聲檢測的反射回波信號的產(chǎn)生原因及特點進行了分析,并分別提出了識別真假回波信號的技術(shù)方法。
分析認為,精確校準(zhǔn)距離軸線(時基掃描線),尋找回波源的最佳反射角,精確確定回波源的坐標(biāo),是正確判斷焊縫真假缺陷的關(guān)鍵,同時指出超聲檢測人員應(yīng)熟悉焊接結(jié)構(gòu)和焊接工藝,有助于進行正確的判斷。
1.問題的提出
在部分工程結(jié)構(gòu)施工中,如管道的環(huán)焊縫對接、鋼結(jié)構(gòu)鋼管工程最終拼接焊縫的對接、鋼結(jié)構(gòu)工程的T形和角接焊縫的對接等,采用全位置無墊板單面焊接容易出現(xiàn)焊接缺陷,因為坡口背面無墊板,熔池金屬無外部支撐,容易下淌,且現(xiàn)場安裝焊接屬于全位置焊,焊接過程中熔池金屬受力狀態(tài)不斷變化,根部焊縫成形控制難度非常大,因此焊縫根部特別是立焊位置容易出現(xiàn)縮孔或其他缺陷。
如果采用鋼墊板的單面對接焊工藝,焊接質(zhì)量就容易保證。
對帶墊板焊縫進行超聲檢測時,墊板反射回波也會顯示在熒光屏上,在聲波入射到探頭對側(cè)的焊角時,會在熒光屏上顯示出焊角和墊板兩個回波,如圖1所示。
相關(guān)標(biāo)準(zhǔn)規(guī)定焊縫不允許存在裂紋、未焊透和未熔合等缺陷,如何正確判斷帶墊板焊縫真假缺陷回波就尤為重要,因此許多超聲檢測人員認為鋼墊板的存在對焊縫的超聲檢測是一個妨礙。
筆者通過對不同形式的帶墊板接頭焊縫的分析,判斷各種反射回波,以期找到識別真假回波信號的技術(shù)方法。
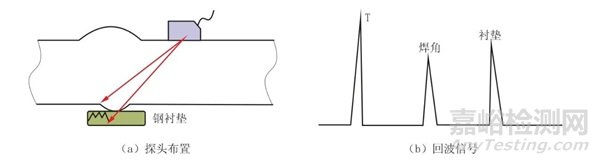
(圖1 單面墊板焊縫超聲檢測示意圖)
2.T形或角接接頭焊縫檢測回波的識別
2.1 90°T形或角接接頭焊縫
帶鋼墊板的90°T形或角接接頭焊縫根部間隙和熔透如圖2所示,圖2中鋼墊板端部將起到一反射體“R”的作用,“R”反射回波定位將等于一個相當(dāng)于來自“D”點的焊接缺陷的聲程距離。對于這種反射回波,可通過如下方法綜合解決:
(1)從“C”點用直探頭檢測來確定是否存在缺陷“D”的反射回波(如果“C”點位置可以進行檢測)。
(2)確定在焊接接頭長度上該回波顯示是否是連續(xù)不斷的,一般來自墊板的反射回波很高,當(dāng)探頭沿著焊縫方向移動時此類波形就一直伴隨,相對而言,大多數(shù)焊接缺陷并不均勻連續(xù)。
(3)采用多次波反射法從“B”點對焊縫進行檢測,來確定缺陷“D”是否存在。這時可能要對“F”點打磨平整,以保證超聲束能覆蓋到“D”點。
(4)增加探頭角度(即更換大角度探頭),以保證聲束能更好地覆蓋到“D”點。
(5)清除掉一小塊墊板使聲波不能達到“R”位置,從而確定“D”是否是缺陷存在或證實回波是來源于“R”處。
(6)選擇一處最大的反射回波位置進行打磨或刨槽后進行表面檢測(磁粉或滲透)來確定缺陷“D”是否存在。
2.2 夾角<90°或>90°的斜T形或角接接頭焊縫
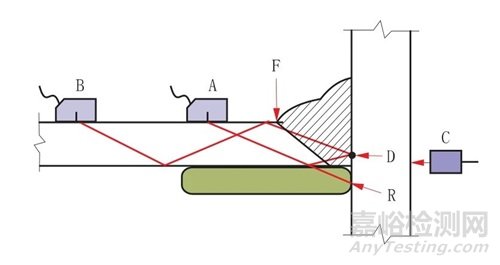
(圖2 帶鋼墊板的90°T形或角接接頭焊縫檢測示意圖)
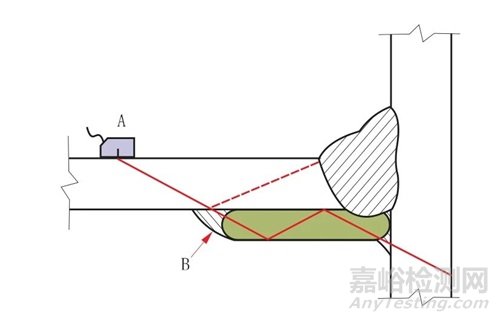
帶鋼墊板的斜T形或角接接頭焊縫檢測如圖3所示,從圖3(a)可以看出,“R”的反射回波也可以視為焊道下裂紋“C”的回波;在圖3(b)中,隨著夾角角度>90°,“R”就和缺陷“D”的回波聲程距離相等。
這些條件的分辨與90°T形或角接接頭相同。
因為接頭夾角角度改變,所以來自接頭的反射回波的解釋就變得比較復(fù)雜,這是因為鋼墊板反射的增加和墊板端部焊縫焊趾位置的相互影響。

(圖3 帶鋼墊板的斜T形或角接接頭焊縫檢測示意圖)
3.對接接頭焊縫檢測回波的識別
3.1 墊板和接頭間脫開的情況
通常的假回波指示“R”是由于連接接頭的錯邊(如鋼管橢圓度大、焊接變形等導(dǎo)致的裝配質(zhì)量問題)或由于兩個不同厚度板材連接時在鋼墊板和板材間貼合面的分離產(chǎn)生的。
圖4為墊板和接頭分離的對接接頭焊縫檢測示意圖,根據(jù)聲程距離和波束傳播路徑,當(dāng)從“A”點檢測時,回波看起來就像裂紋或未熔合等根部缺陷。
對于這種反射回波,可通過采取如下方法綜合判斷解決:
(1)準(zhǔn)確標(biāo)記好反射回波指示部位(如圖中 “L”位置)。
(2)從單面對側(cè)“A1”位置重復(fù)超聲檢測。
(3)如果從“A1”點檢測,同樣可以得到“L”位置回波反射指示則證實在根部存在缺陷。
(4)如果從“A1”點檢測不到“L”位置反射回波,則可能是“R”產(chǎn)生的假缺陷反射回波顯示。

(圖4 墊板和接頭分離的對接接頭焊縫檢測示意圖)
3.2 表面形狀和墊板具有類似聲程的情況
另一個引起混淆的假反射回波原因是焊縫表面成形與鋼墊板導(dǎo)致的反射有相同的聲程距離。
圖5為不同寬度根部間隙的對接接頭焊縫檢測示意圖,圖5(a)的焊接接頭焊縫底部足夠大,從而使聲波傳輸?shù)戒搲|板而導(dǎo)致從“R”邊角處反射并得到一個大的反射回波顯示;
圖5(b)焊縫底部窄一些,且聲波進入處離焊縫稍遠了一些,這就導(dǎo)致從焊縫余高位置“WR”產(chǎn)生聲波反射和出現(xiàn)大的反射回波。

(圖5 不同寬度根部間隙的對接接頭焊縫檢測示意圖)
對于這一種情況,對反射回波的解釋變得更加復(fù)雜。
圖5(a)和圖5(b)的聲程距離相同,究竟是表面缺陷的反射,還是焊縫余高的反射,或者是墊板邊緣的反射,就需要仔細的分析判斷。
對于這種反射回波,可通過如下方法綜合判斷:
(1)從單面對側(cè)“A1”點對圖5(a)焊縫進行檢測,以確定“WR”區(qū)域是否存在缺陷反射回波。
(2)對“WR”區(qū)域的任何回波顯示可以進行打磨檢查,來確定缺陷的存在。
(3)如果從單面對側(cè)的“A1”位置沒有反射回波指示,則再從“A”進行檢測。
確定從“WR”來的反射回波是否是焊縫余高引起。首先操作探頭直到得到最大的反射回波高度,然后用手指蘸耦合劑觸摸“WR”處,如果“WR”是焊縫余高反射,那么隨著手指的觸動反射回波會出現(xiàn)跳動。
(4)如果“WR”不是反射體,按照如下方法,來驗證鋼墊板是否是反射源,將探頭放在“A1”或“A”處以得到最大的反射回波高度,測量從探頭入射點到反射體的投射表面距離,標(biāo)記探頭從焊縫對側(cè)的尺寸記為“L”,測量從“L”到“WR”的尺寸,這一尺寸應(yīng)為鋼墊板寬度(如果超聲設(shè)備經(jīng)過精確校準(zhǔn)的話)。因此超聲檢測人員在檢測前應(yīng)詳細了解所用鋼墊板的尺寸和基本的根部間隙尺寸情況,它可以排除一些關(guān)于反射源的問題(這也是超聲檢測人員需要熟悉焊接結(jié)構(gòu)的主要原因)。
(5)如圖5(b)所示,按中心線“CL”將焊縫分為兩部分,從探頭所在的焊縫相同側(cè)對反射體進行判斷,使假反射回波信號降低到最小。
4.密封焊鋼墊板檢測回波的識別
合同雙方可以要求對所有鋼墊板進行密封焊接,密封的焊縫使超聲波不能通過坡口焊縫的整個橫截面,超聲檢測人員應(yīng)在制作之前確定鋼墊板的最適用寬度以及適于檢測的最佳橫波探頭角度。
密封焊的鋼墊板對接接頭焊縫檢測如圖6所示,從圖6可以看出,鋼墊板端部是關(guān)鍵部位,因為它影響聲波反射到接頭焊縫的上部。
通常,在鋼墊板端部,“B”至“B1”部位導(dǎo)致聲波進入鋼墊板,“R”處信號被探頭接收返回,或者如“A1”探頭那樣完全接收不到返回信號回波。

(圖6 密封焊的鋼墊板對接接頭焊縫檢測示意圖)
圖7 為密封焊的鋼墊板T形和角接接頭焊縫檢測示意圖,與圖6存在相同的狀態(tài),即當(dāng)聲波在“B”處進入鋼墊板并且通過墊板板繼續(xù)傳播并進入腹板中。
如在屏幕上看到這一反射回波,它很可能是假回波顯示。
針對這一反射回波,應(yīng)采取增加密封焊接鋼墊板的寬度尺寸或者更換較小角度探頭的方法進行檢測。
(圖7 密封焊的鋼墊板T形和角接接頭焊縫檢測示意圖)
5.結(jié)論
(1)對帶墊板的焊縫進行超聲檢測時,應(yīng)精確校準(zhǔn)距離軸線(時基掃描線),從結(jié)構(gòu)中獲得信號的精確信息參數(shù),以利于準(zhǔn)確判定。尋找回波源的最佳反射角,使其產(chǎn)生最高回波,從而計算其水平和深度位置,精確確定回波源的坐標(biāo)。通過仔細辨別反射回波的來源,分析回波的傳播路徑和反射特性,可以正確判斷真假缺陷。
(2)超聲檢測人員應(yīng)熟悉焊接結(jié)構(gòu)和焊接工藝,通過準(zhǔn)確的反射回波定位才能進行正確的判斷。

來源:Internet


