您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2024-10-31 15:01
導讀
某在役零件(鋁合金,牌號LC9),局部如圖1所 示,壁厚3.0~4.0mm,表面涂有較平整的漆層(厚 度約0.15mm)。
其制造過程中,A部位未圓滑過渡,產生應力集中。
使用過程中,A部位及相關部位極易產生疲勞裂紋,導致零件使用功能失效。
為保證使用安全,需對其進行監測與檢測,確定是否產生裂紋及裂紋埋深。
由于零件結構及安裝等原因,此部位的裂紋具有很強的隱蔽性,不易在通常狀態下的維護監測與檢測中被發現,對使用安全造成隱患和危害。
由于渦流檢測受漆層的影響較小,并結合考慮零件的結構、安裝等因素,在服役狀態下的監測 與檢測,選擇低頻渦流檢測法對零件表面和近表面 進行針對裂紋的檢測。

(圖1 某在役零件局部示意)
1.低頻渦流檢測試驗過程
1.1渦流儀器的選擇
選用數字化阻抗平面型渦流探傷儀,檢測信號 如圖2所示,可同時顯示幅度信息和相位信息,能綜合顯示被檢測部位阻抗的變化。
有利于對缺陷的大小、深度等信息作出較準確的判斷。
1.2頻率選擇
檢測頻率的選擇是渦流檢測的關鍵因素,與被 檢測零件的材料及透入深度密切相關。
根據定義,透入深度δ為渦流密度,為表面渦流密度的1/e時的深度,針對鋁合金零件有:

(圖2 阻抗平面信號顯示圖)
式中:δ為標準透入深度,m;f為頻率,Hz;σ為材料的電導率,S/m。
計算:材料的電導率σ為18.3MS/m,按2.6倍的標準透入深度3.0~5.0mm。
根據公式(1)計算可得頻率犳選擇范圍是0.5~1.0kHz。
從透入深度公式可知,透入深度δ與頻率f的平方根成反比,即頻率f越大,透入深度δ越小。
對檢測近表面缺陷而言,應采用較低頻率進行檢測。
即從理論計算及分析可知,使用較低頻率0.5~1.0kHz,匹配恰當探頭,選擇適應的檢測參數,便可實現對圖1所示零件A部位及相關部位近表面裂紋的檢測。
1.3探頭選擇
由于是對零件服役狀態的檢測,且可能存在一定 深度的裂紋,因此選擇探頭應主要考慮兩個方面的因 素,一方面考慮零部件的結構、安裝部位,其次考慮渦流的透入深度。
試驗選擇較大直徑的低頻探頭。
1.4對比試樣的制作
按照GJB2908-XX《渦流檢驗方法》標準要求, 渦流檢測裂紋缺陷時,采用槽型來模擬裂紋缺陷。
檢測結果借助于對比試樣中人工缺陷顯示信號的靈敏度響應。
對比試樣制作材料選用LC9鋁合金,表面涂漆 與被檢測零件相同(厚度約0.15mm,對比試樣與被檢零件具有相同的表面狀態,減少因漆層對檢測造成的影響)如圖3所示。

(圖3 不同埋深、相同裂紋深度對比試樣)
對比試樣厚度為2.0~5.0mm,刻槽深度1.5mm。
某處近表面缺陷的埋藏深度可根據探頭在對比試樣的具體位置進行測量或計算。
為防止邊緣效應對檢測的影響,獲取壁厚3.0mm和4.5mm處裂紋的真實阻抗平面顯示。
1.5檢測靈敏度的調節
首先開機進入渦流探傷阻抗平面圖模式。
經過 多次試驗,選擇可兼顧不同埋深、較低頻率的探頭,型號dt-500,檢測頻率選擇1.0~1.2kHz均可,增益范圍在70~80dB為宜,相位可按觀察習慣進行調節。
調整X-Y比例(顯示信號在水平與垂直方向的比例)、調整增益的dB值,直到裂紋信號幅度滿 足檢測要求。
以刻槽寬度0.15mm、埋深3.0mm 處的響應信號作為探傷靈敏度。
在試樣上進行靈敏度調試和 在實際的檢測操作中,應注意埋深3.0,4.5mm處與對比試樣上裂紋信號的甄別。
由于在零件表面的涂漆不均勻處,會在探頭運動時產生提離,尤其是小直徑的探頭,實際操作中應注意提離效應的影響。
1.6檢測結果
表1是針對埋深1.5~3.0mm層下裂紋調整后較理想的操作參數,其中垂直/水平參數表示的是缺陷顯示在屏幕上時,對其在垂直和水平方向上的 相對調整。

(表 1)
按上述調整的檢測靈敏度在對比試樣進行掃 查,根據缺陷信號的幅值-相位,即可對裂紋缺陷埋深做出判斷。
圖4是使用探頭DT-500在圖3所示對比試樣上的檢測結果。

(圖4 檢測圖3所示對比試樣不同埋深缺陷的阻抗信號顯示圖)
從顯示可知,埋藏深度越大相位角越大,幅值的變化也很明顯。
以上試驗結果與理論計算基本相符,理想的工 作頻率與探頭線圈密切相關。
使用較大的垂直/水平比,是為了避免因增益較大導致信噪比減小,無法區分裂紋缺陷的阻抗平面顯示。
在獲得的解決方案中,同樣也可以針對不同深 度的裂紋,制作相應的對比試樣,用于監測層下裂紋的擴展,如圖5所示。

(圖5 相同埋深、不同裂紋深度對比試樣)
對比試樣厚度:3.0~6.0mm;
刻槽深度:1.0~4.0mm;
刻槽埋深:2.0mm。
某處近表面缺陷的刻槽深度可根據探頭在對比試樣的具體位置測量或計算。
表2是對裂紋深度1.2~3.0mm層下裂紋,調整后較理想的操作參數。

(表 2)
圖6是使用探頭DT-500在圖5所示對比試樣上的檢測結果。
從顯示可知,裂紋深度越大幅值越大,因裂紋埋深相同相位基本無變化。
在實際操作中,缺陷的顯示應與對比試樣對比后進行判斷。
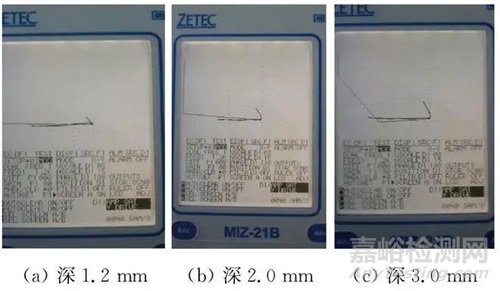
(圖6 檢測圖5所示對比試樣的 不同裂紋深度缺陷的阻抗信號顯示圖)
2. 實際應用
針對該零件的渦流檢測試驗,根據現場的實際 情況制定了專門的渦流檢測工藝,對在役零件進行了普查。
由于是在在役狀態下進行的現場檢測,存在較多的影響因素,檢測靈敏度低于試驗狀態。
共發現了3件問題零件,經分解檢查后與渦流探傷的結果基本一致。
雖然在役狀態下渦流檢測的靈敏度低于試驗狀 態,但并沒有影響對缺陷性質的判斷。
3.結論
對在役零件近表面裂紋的渦流檢測,更好的選 擇是針對檢測的具體要求,制作更適宜的專用探頭、選擇正確的工作參數等,達到對近表面裂紋缺陷的埋深及裂紋本身的深度作出正確的判斷,監測其萌生、擴展情況。

來源:Internet


