您當前的位置:檢測資訊 > 檢測案例
嘉峪檢測網 2024-10-22 19:41
采用宏觀檢測、化學成分分析、力學性能測試、金相檢測及掃描電鏡和能譜分析等手段,對ZL101A鑄造鋁合金機器人大臂在使用過程中發生斷裂進行分析。結果表明:螺紋孔邊緣存在較多疏松、孔洞和粗大枝晶組織以及β脆性相是導致機器人大臂斷裂的主要原因,使用過程中的撞擊促進了斷裂的提前發生,并依據 檢測結果提出了改進措施。
1、 序言
ZL101A鑄造鋁合金的牌號為ZAlSi7MgA,產品加工及驗收規范執行GB/T 1173—2013《鑄造鋁合金》。該鑄造鋁合金屬于可熱處理強化材料,其化學成分與ZL101鑄造鋁合金基本相同,是 ZL101 鑄造鋁合金的改進型。該鑄造鋁合金主要采用高純 度原材料,以降低材料中各種雜質物含量,同時添加多種微量元素來細化組織,使其比Z L101鋁合金具有更高的力學性能。該鑄造鋁合金的成分簡單, 鑄造性能優良,并具有良好的耐蝕性[1]。其焊接性 和切削加工性能,均與ZL101鋁合金大致相同。
ZL101A鑄造鋁合金機器人大臂在使用過程中發生斷裂,大臂環形連接套外壁有明顯的撞擊痕跡。送檢的鋁合金大臂斷裂樣品,斷口大部分已缺失,無法復原開裂斷口的整體形貌。本文對ZL101A鑄造 鋁合金大臂斷裂失效件的化學成分、表面硬度、斷口形貌及顯微組織進行檢測,分析推斷其斷裂的原因以及開裂形成機理。
2、 宏觀檢測
鋁合金大臂材料合金代號為ZL101A,該鋁合金 大臂采用熔模鑄造,未經變質處理,大臂表面經過 噴砂處理及涂漆保護。機器人設備使用過程發生大臂斷裂,在大臂環形連接套外壁位置有明顯的撞擊痕跡(見圖1a紅色箭頭處)。為了直觀顯示撞擊部 位,客戶附上鋁合金大臂正面及背面設計圖(見圖 1b)。送檢鋁合金大臂斷裂樣品已殘缺,大臂斷裂 樣品的斷口大部分已缺失,其中左側的斷口被截取一半,右側的斷口已經完全被截取(見圖1c)。對殘留斷口樣品進行宏觀檢測,斷口呈粗大結晶狀脆性斷裂特征(見圖1d)。依據圖1所示鋁合金大臂的位置1撞擊部位,推測斷裂起始處位于位置2部位,位置2剛好位于強度最為薄弱的螺紋孔邊緣,因而首先形成拉向應力開裂[2]。大臂螺紋孔邊緣開裂后, 裂紋繼續擴展并向位置3的最大應力方向擴展。由于大臂斷裂樣品被人為截取,斷口部位已經殘缺,最 終斷裂區無法復原,因此只能對現存的斷口進行檢測和分析。
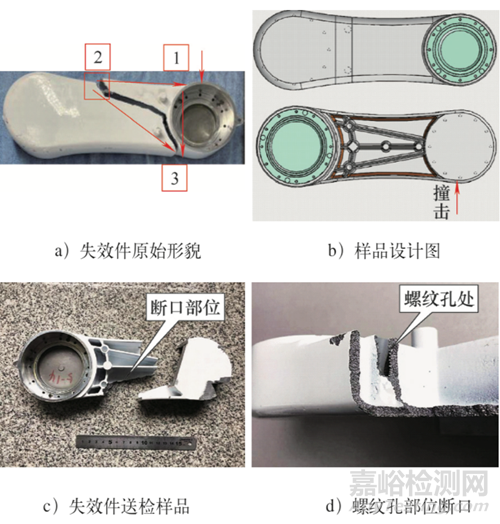
圖1 失效ZL101A鋁合金大臂形貌
3、 結果與討論
3.1 化學成分及硬度檢測
從該鋁合金大臂斷裂件上截取樣品,采用AR L8860火花放電直讀光譜儀進行化學分析,結果見表1。從表1可看出,Si、Fe、Zn元素含量均偏 高,不符合規范要求。
表1 失效件樣品化學成分(質量分數) (%)
從該鋁合金大臂斷裂件截取樣品,采用Qness Q10M數顯維氏硬度計進行表面硬度檢測,實測硬度值分別為111HV0.3、108HV0.3、106HV0.3,與 ZL101A鑄造鋁合金材料基體硬度相符。
3.2 拉伸試驗測試
客戶送檢1件拉伸試驗樣品,根據規范要求取鋁合金大臂零部件,樣品尺寸為長度190mm、寬度20mm。采用UTM5305 300kN拉伸試驗機,對鋁合金樣品進行拉伸性能測試。實測樣品材料的抗拉 強度為112MPa,客戶要求該鋁合金大臂抗拉強度> 275MP a。拉伸測試結果顯示,鋁合金大臂材料的抗拉強度偏低。由于拉伸試驗樣品未取自斷裂失效件,因此拉伸測試結果數據僅供參考。
3.3 金相組織檢測
采用Axio Observer 7m金相顯微鏡,對鋁合金大臂斷裂樣品進行檢測。螺紋孔螺牙部位附近的基 體顯示枝晶組織,并存在大量疏松及孔洞缺陷組織 (見圖2a、b)。螺牙部位的顯微組織為α(A l)固 溶相+粗大(α+Si)共晶相,基體中同時含有較多針狀β(Al9Fe2Si2)脆性相。螺牙頂部存在疏松及 孔洞缺陷,鑄件中存在任何形態的縮孔或縮松,都 會減少其有效受力面積,在縮孔和縮松的尖角處產生應力集中,導致裂紋的出現,從而使鑄件的力學 性能顯著降低。樣品表層及心部同樣存在粗大枝晶組織及β(Al9Fe2Si2)脆性相,由此可見,鋁合金大臂的材料強度低且脆性大(見圖2c、d)。

圖2 螺紋孔及擴展部位金相組織
失效件樣品經過混合酸腐蝕劑浸蝕,針狀β 相(Al9Fe2Si2)色澤明顯加深,粗大(α+Si) 共晶相仍呈淺灰色,樣品浸蝕后螺紋孔及基體組 織如圖3所示。由圖3a可看出,螺牙頂部沿黑色β相(Al9Fe2Si2)產生開裂并造成齒頂剝落。由圖3a可看出,粗大(α+Si)共晶相及脆性β (Al9Fe2Si2)相,割斷了基體的連續性,顯著降低材料強韌性[3](見圖3a、b)。

圖3 樣品浸蝕后螺紋孔及基體組織
3.4 斷口掃描檢測
采用SIGMA 300掃描電子顯微鏡進行檢測,大臂斷裂的起始部位剛好位于強度最薄弱的螺紋孔部 位。表面剝層斷口人字紋收斂處指向螺紋孔邊緣, 推斷螺紋孔邊緣屬于斷口起始部位[4]。螺紋孔邊緣存在較多疏松及孔洞,使得薄壁的螺紋孔強度進一 步降低。斷口顯示粗大沿晶及二次裂紋,并存在粗大脆性相[5](見圖4a、b)。螺紋孔的螺牙頂部已斷裂,螺牙底部仍存在較多疏松及孔洞,斷口顯示粗大沿晶及二次裂紋(見圖4c、d)。

圖4 螺紋孔及擴展部位斷口形貌
3.5 金相掃描檢測
采用SIGMA 300掃描電子顯微鏡,對螺紋孔部位進行檢測和分析。疏松及孔洞顯示圓弧狀自由表 面,表明疏松及孔洞形成于鑄造過程的氣泡聚集[6]。受到螺紋加工過程影響,部分孔洞已經擠壓變形, 形成孔洞邊緣連接的彎曲狀折疊裂紋。螺牙頂部兩側凸起的尖角,驗證了螺紋加工的擠壓變形過程。該疏松孔洞及折疊裂紋的缺陷組織,顯著降低材料性能(見圖5a、b)。

圖5 螺紋孔及擴展部位掃描圖片
樣品表層及心部的顯微組織均為α(A l)固溶 相+(α+Si)共晶相+針狀β相(Al9Fe2Si2), 其中灰白色粗大(α+Si)共晶相組織,是 材料強度降低的主要原因[7]。細長的深黑色 β相(Al9Fe2Si2)特征形貌尤為明顯,該β (Al9Fe2Si2)脆性相割斷基體的連續性,使材料強度進一步降低,脆性增大(見圖5c、d)。
3.6 微區能譜分析
能譜分析結果見表2。
表2 失效件樣品能譜分析結果(質量分數) (%)
采用INCA X-MAX 20能譜儀,對失效件樣品 的基體組織進行能譜分析。檢測1區為針狀黑色相 (見圖6a),針狀黑色相含有大量的Al、Fe、Si等 元素,推斷為β(Al9Fe2Si2)相(見圖6b)。檢 測2區為灰色相(見圖6c),灰色相中Si元素含量近 98%,推斷為(α+S i)共晶相(見圖6d)。檢測 3區為基體相(見圖6e),基體相中Al元素含量近 99%,推斷為α(Al)固溶相(見圖6f)。

圖6 微區能譜測試結果
綜上所述,表面剝層斷口人字紋收斂處指向螺 紋孔,推斷螺紋孔邊緣屬于斷裂起始部位[8]。螺紋 孔邊緣存在較多疏松及孔洞,使得薄壁螺紋孔強度降低。斷口顯示疏松及孔洞及二次裂紋,表明材料存在鑄造缺陷,并存在脆性相[9]。螺牙部位受擠壓形成折疊裂紋。螺牙頂部兩側凸起的尖角,驗證螺紋加工的擠壓變形過程[10]。該枝晶組織、β脆性相及疏松孔洞,顯著降低材料強韌性,導致螺紋孔部 位率先形成拉伸應力開裂。
理化檢測結果表明:鋁合金大臂采用熔模鑄造,鑄造過程未經過變質處理;材料基體產生粗大枝晶組織、β脆性相及疏松孔洞,材料強度低且脆性大,鋁合金大臂在外加撞擊應力作用下造成斷裂;基體產生粗大枝晶的原因是鋁液澆注溫度高; 基體產生β脆性相的原因是鋁合金鑄件冷卻速度慢;基體產生疏松孔洞的原因是鋁液澆注通道不順暢 [11]。
4、 結束語
鋁合金大臂斷裂的外部因素是外加撞擊作用 力;內部因素是基體存在粗大枝晶、β脆性相及疏 松孔洞,材料強度低且脆性大。外加撞擊過程無法 復現,但實際生產過程可以防范和避免。粗大枝 晶、β脆性相及疏松孔洞等缺陷組織是影響鋁合金 大臂使用性能的主要因素。
為了避免鋁合金大臂撞擊事件再次發生,必須 制定設備運行過程的安全措施及操作規程,同時做 好生產現場的6S管理。然而,從根本上解決鋁合金 大臂材料性能降低的原因才是關鍵所在,應重新設 計斷裂起始區的螺紋孔,增加螺紋孔壁厚,并使該 處澆道通暢,減少疏松孔洞缺陷,提高材料抗破斷 強度。采用壓力鑄造可細化枝晶組織,必要時進行 鑄前變質處理,并增加鑄件的鑄后冷卻速度,進一 步提高鋁合金大臂材料的強韌性。
參考文獻:
[1] 李學朝.鋁合金材料組織與金相圖譜[M].北京: 冶金工業出版社,2010:249-257.
[2] 吳振海.常用模具鋼熱處理性能[M].北京:中國 水利水電出版社,2006:122-126.
[3] 趙志遠,蔣紅明,沈紅霞,等.鋁合金牌號與金相圖譜應用手冊[M].北京:中國知識出版社,
2005:205-208.
[4] 鐘群鵬,趙子華.斷口學[M].北京:高等教育出版社,2005:338-341.
[5] 陳君才.金屬構件的失效分析[M].四川:成都科技大學出版社,1987:77-85.
[6] 呂炎.鍛件缺陷分析與對策[M].北京:機械工業出版社, 1999: 154-156.
[7] 李春勝,黃德彬.金屬材料手冊[M].北京:化學工業出版社,2005:262-268.
[8] 孫盛玉,戴雅康.熱處理裂紋分析圖譜[M].大連:大連出版社,2002:75-78.
[9] 張大同.掃描電鏡與能譜儀分析技術[M].廣東:華南理工大學出版社,2008:129-134.
[10] 宋余九.金屬的晶界與強度[M].西安:西安交通大學出版社,1987:101-105.
[11] 馬愛斌,蔣建清,陳紹麟.金屬熱處理及質量檢驗[M].南京:東南大學出版社,2001:26-29.

來源:工業機器人


