您當前的位置:檢測資訊 > 實驗管理
嘉峪檢測網 2024-10-11 18:55
前言
SOP(Standard Operation Procedure),即標準作業程序,就是將某一事件的標準操作步驟和要求以統一的格式描述出來,用來指導和規范日常的工作。
它就是一本傻瓜手冊,傻瓜到就算你沒有任何專業知識背景,也能完成分配給你的工作,大家之間的差別只體現在熟練度。
1、SIP和SOP的異同
SOP(Standard Operating Procedure)------標準的操作指導書。這是給操作者使用的作業標準。是作業人員的工作準則,將作業人員的工作予說明與規范,以達到作業的一致性與標準性。注:有些公司稱為(意為工作指導);我們所說的 WI Work Instruction SOP不是(即批量生產)之意。
Start of production SIP(Standard inspection Procedure)------標準的檢查(驗)指導書。這是給QC人員使用的檢查標準。
SOP是針對產品的制造過程,是指導你如何做產品,它的編制依據是產品的圖紙及工藝要求。而SIP是針對產品的檢驗過程,是指導你如何檢驗產品,它的依據是產品標準或規格。.

▲ 標準檢驗指導書(SIP)案例
SOP IE人員制作會體現出作業方法&標準,使用物料,工具&設備,標準工時;
SIP QE人員制作會體現出檢驗方法,工具&設備,抽樣標準,缺陷判斷定義。
因此,必須對作業流程、作業方法、作業條件加以規定并貫徹執行,使之標準化。
2、SOP的作用和特征
SOP的精髓,就是將細節進行量化,用更通俗的話來說,SOP就是對某一程序中的關鍵控制點進行細化和量化。
SOP的作用:
將企業積累下來的技術﹑經驗記錄在標準文件中,以免因技術人員的流動而使技術流失;
使操作人員經過短期培訓,快速掌握較為先進合 理的操作技術;
根據作業標準,易于追查不良品產生的原因;
樹立良好的生產形象,取得客戶信賴與滿意;
實現生產管理規范化、生產流程條理化、標準化、形象化、簡單化;
是企業最基本﹑最有效的管理工具和技術資料。
SOP的特征:
1、SOP是一種程序
SOP是對一個過程的描述,不是一個結果的描述。同時,SOP不是制度,也不是表單,是流程下面某個程序中關控制點如何來規范的程序。
2、SOP是一種作業程序
SOP是一種操作層面的程序,是具體可操作的,不是理念層次上的東西。如果結合ISO9000體系的標準,SOP是屬于三階文件,即作業性文件。
所謂標準,有最優化的概念,即不是隨便寫出來的操作程序都可以稱做SOP,而一定是經過不斷實踐總結出來的,在當前條件下可以實現的最優化的操作程序設計。
說得更通俗一些,所謂的標準,就是盡可能地將相關操作步驟進行細化、量化和優化,細化、量化和優化的度就是在正常條件下大家都能理解又不會產生歧義。
3、SOP不是單個的,是一個體系
雖然我們可以單獨地定義每一個SOP,但真正從企業管理來看,SOP不可能只是單個的,必然是一個整體和體系,也是企業不可或缺的,而且這個標準作業程序一定是要做到細化和量化。
大家都熟悉的麥當勞,它有許多分店,但是口味卻是一樣的美味?他們的工作標準有560頁!我想這也許是他們的秘密吧。
KFC的新奧爾良烤翅肯定好吃吧?他們規定炸好之后要放在濾油網上,不能多于七秒,因為這樣太干燥了,不能少于三秒,否則就會太油了。
3、SOP的六要素
了解了SOP的六要素是什么,才能更好地制定SOP。
1、物料名稱和數量
生產之前,必須確認本工作崗位所需材料與準備的材料是否一致,數量是否正確,材料是否經過IQC檢驗。只有在所有確認無誤之后才能開始進行上線生產。在制造過程中,決不接受劣質產品,決不制造劣質產品,決不傳播劣質產品。
2、工裝夾具
每天進行作業之前對夾具進行校驗檢查,確保工裝夾具能夠正常使用。
3、設備名稱和參數
設備操作人員必須經過系統的培訓,在培訓合格以后才能上機進行操作。在設備開啟之前,需要仔細閱讀設備說明書和設備參數的設定值,然后嚴格按照說明書的要求步驟操作機器,確定設定的參數值與所需參數值是相同的。
4、操作步驟
SOP的運作步驟是其內容里的關鍵內容,必須簡練、明了,讓人一目了然,一看就知道應該如何操作。SOP所需達到的效果是一名新員工根據SOP的步驟,一來就能獨自一人,在沒有老員工帶領的情況下進行操作,而且實用機器生產出來的產品質量符合要求,這同時也是SOP最想追求的最高境界。
5、人員配置
SOP中的每個工作崗位的人員都必須確定,以避免團隊領導每天上班時還要耗費大量的時間來分配人員。同時,員工也清楚的知道每天上線前要做什么準備工作,還能讓他們更熟練地在這個崗位工作。確定工作崗位人員的配置,不僅可以節省時間,還可以保證質量。
6、安全因素
任何操作都可能導致產品出現質量問題,因此我們再制定SOP的時候,必須包括操作所需注意的事項、檢查各項目環節和SOP中標注的一些人員安全說明。

4、SOP的制作要領
如何制作SOP(standard operation procedure/標準作業指導書),SOP是最基本的也是最重要的職責,一份完整而且最新最標準的SOP不但可以規范生產流程而且影響整個公司的運作。
很多資深的管理者這樣概括一個公司:“一個公司有兩本手冊就可以了,一本是紅本子(質量手冊),一本是藍本子(SOP),”可見SOP的延伸范圍及重要性。
1)制作前準備
A. 研讀客戶或RD提供的數據,將所有的條件及規格匯總,整成一份“作業注意事項”.
B. 針對樣品進行結構分析,將各工程段(SMT、AI、加工、插件、修補、組立)區分,并核對BOM分階是否正確。
C. 確立零件及組件的加工方式與規格;安規零件的區分。
D. 制定生產的流程,及工作站的安排并編寫流程圖。
E. 確認工站的安排是否合理,是否有達到平衡工時,是否有重復確認及防止不良流出的功能。
2)制作SOP
關于SOP的制作原則以清晰、易懂、明確為原則,使作業者可輕易研讀并明了作業的內容、順序、基準。產線的SOP區分為加工、插件、修補、組立等四個工程段。SOP的內容:
A. 機種名稱:以公司規定的機種名稱為主,如:S3359;若有客戶的機種名稱也需一并放入,如:MS-320。(重點) 不可以系列機種方式標示機種名稱,每一個機種皆須有其單獨的SOP,不可共享。公司規定的機種名稱與客戶的機種名稱須用顏色區別。
B. 作業名稱:標明此工作站的作業名稱。如:點膠,錫面檢視„。⑶. 作業段別:標明此作業位于那一工程段。如:轉子段、定子段、組裝段...。
C. 站別:標示此工作站位于工程段中第幾站,以利排線。
D. 作業內容:標示此工作站的工作項目及順序. (重點)
標明對前一工作站的作業確認(優先作業)。
作業順序的排定。
對與安規零件須標明。
E. 注意事項:標明每項工作項目的內容與要求。(重點)
關于注意事項的順序編號須與作業內容對應。
說明相對作業其客戶或設計的要求,若無要求以PH一般標準。
關于方向的標示,需使用相對位置(如“+極朝C10”),不可使用方位指示(如“上”、”、“前”、“后”),以防止有認定上的不同。
若有延伸機種,有使用類似零件,需標明其差異。
F. 圖示:以繪圖或照相的方式說明工作內容與注意事項。(重點)
用顏色框區別檢查確認該站的作業及安規零件。
標明作業順序。
圖標上的圖面方向,對象需與實際作業一致。
對于組立的工作(如:散熱片的加工、„..。)盡可能使用爆炸圖的方式或使用連續性的圖片說明。
對于有關基準的標示,須明確清楚。
G. 使用工具:標明此工作站所需使用到的工具,治具,儀器與工具的設定條件。(重點)
工具的設定條件需確認有無客戶或設計的要求,若無則以PH一般標準設定。
需標明使用的耗材,如錫絲、漆筆。
H. 使用之零件:此工程站所需使用到的零件,須標明零件料號、規格、工程位置、用量。(重點)
零件的排列需與作業順序相同。
若有代用料也需一并放入,但須于料號前加上”S”以區別。
I. 變更記事: 記錄此項作業變更的事項與原因 (重點)
需注明變更的日期及變更的人名。
若有ECN,須標明ECN編號。
對于變更的起因須標明(如:作業改善、設計變更、客戶要求、安規要求)。
關于變更事項于各字段須以記號標示,以方便對照。
J. 版本: 用以管控此項工作的指導書. (重點)
關于版本編碼的規定,用大寫的英文字標示,如:“A”、“B”„.。
若26個字母用完,則改使用兩個英文字,如:“AA”、“AB”„.。
K. 判定: 注明作業的標準. (重點)
關于判定標示的順序編號須與作業內容對應。
判定的規范以客戶的規定為優先;其次為設計的要求;再來為PH作業的規范。
關于OK與NG的界定須明確。
J. 標準工時: 標明該工作站作業的標準時間。(重點)
須標明該站”標準工時”與”平衡工時”。
5、如何評估SOP是否有效?
這里有作業指導書必備的四個評估重點,只有滿足了這四個要求,才能稱得上是好的作業指導書。
評估重點一:作業人員信任你的作業指導書
作業指導書值得信任是核心。當作業指導書是作業人員作業時唯一被遵循的指導時,這種信任才有可能建立。
然而,現實中經常發生的是,某工程師,經理來到現場,口頭對作業人員的操作提出變更要求,這些要求并沒有反映到作業指導書上。這些工程師、經理甚至把這種行為看作是自己的能力。
這樣下去,作業人員自然不會對作業指導書產生信任。
無論是誰,都應該以書面的方式傳遞現場作業的要求,否則就會毀掉員工的信任。
評估重點二:作業人員能快速理解作業指導書
一份好的作業指導書,應該能讓作業人員很快理解。應該盡可能用圖片來提供作業指導,僅輔助以很少的必要的文字。
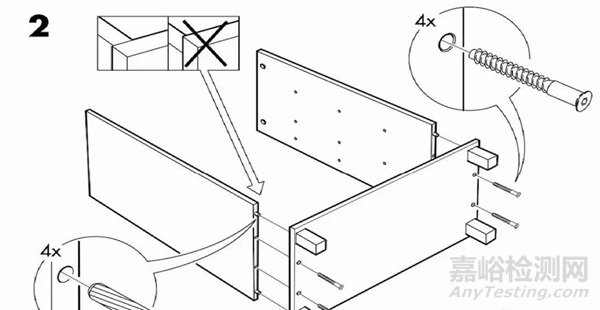
▲一個文字也沒有的IKEA組裝作業指導書
當一份作業指導書包含太多與“作業”無關的內容時,其可理解性將大大降低。一份作業指導書應該盡可能只有一頁,作業人員如果需要在多頁/多屏之間切換時,作業指導書的可用性也將大受影響。
還有,如果用一些專業術語,或只有自己才看得懂的簡寫來寫作業指導書,那么這種作業指導書在還沒發行前就已經失敗了。
評估重點三:作業指導書應該隨時可以被作業人員拿到
作業指導書是不是要時刻掛在作業人員的眼前呢?我的看法是,如果能做到時刻掛在眼前自然是最好。
即使做不到時刻掛在眼前,那么當作業人員需要參考作業指導書時,他應該能很快地拿到它,這里的“很快”指的是在幾秒鐘的時間內。為什么有這樣的要求呢?因為,如果他不能在幾秒內拿到作業指導書,那么他就可能會自己猜測,去問同伴,問組長,而那些人給他的答案也許是不正確的。
更重要的是,如果作業人員去問人而不是看作業指導書,那么將對要素一產生負面影響。
評估重點四:作業指導書要與員工的培訓保持一致
我們都會為作業人員提供培訓,這些培訓的教材可能不是寫作業指導書的人編寫的。如果培訓教材的要求、用詞與作業指導書不保持一致,那么將困擾被培訓人員。
員工的技能培訓與作業指導應該是一個體系的,保持兩者的一致性是最基本的要求。
結語:
如果缺少以作業人員為關注中心的作業指導書,作業人員將不得不使用猜測、聽說、試錯等方式來工作,這種工作方式必然導致偏差,而我們知道,偏差是一切質量問題出現的根源。
現場的質量管理任重道遠,制定一份好的作業指導書是重要的第一步。

來源:Internet


