您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-07-08 14:06
目前三類植入醫療器械以金屬零部件為主要組成部分,主要用的金屬材料有316LVM不銹鋼、L605和MP35N的鈷鉻合金、鎳鈦合金、鈦合金等,這些金屬材料本身在X射線下的顯影效果不佳,因此通常要配合鉑、鉑-銥合金、金、鉭等X射線不能透過的金屬材料作為顯影標記。例如用形狀記憶鎳鈦合金管材經過激光切割、熱處理定型、電解拋光工藝制成的下肢外周血管支架,其兩端通常每端需要2-4個顯影點用以在手術時顯示支架兩端的位置。通常在其由于不同金屬材料的物理性能有較大差異,加上三類植入醫療器械本身尺寸小且精度要求高,給醫療器械上異種金屬材料焊接帶來極大挑戰。
焊接材料分類和焊接過程
1.1 按照激光焊接特效對材料分類
材料通過吸收激光發熱,從固態變為熔融的液態甚至氣化為氣態,在這個過程中材料對激光的吸收效率是不同的。當材料處于固態時,不同類型材料對激光的吸收效率有較大差異;當材料從固態變為液態時,激光能量的吸收會發生巨變;當材料氣化時,入射的激光幾乎全部被有效吸收。因此選擇合適的激光功率密度是激光焊接工藝的一個關鍵點:激光功率密度不足時,激光能量不足以將固態的金屬熔化,達不到激光焊接目的;激光功率密度過高時,金屬材料直接氣化,會造成焊接孔洞等焊接缺陷。
按照材料熔化、汽化所需的功率密度,可以將材料分為三類。
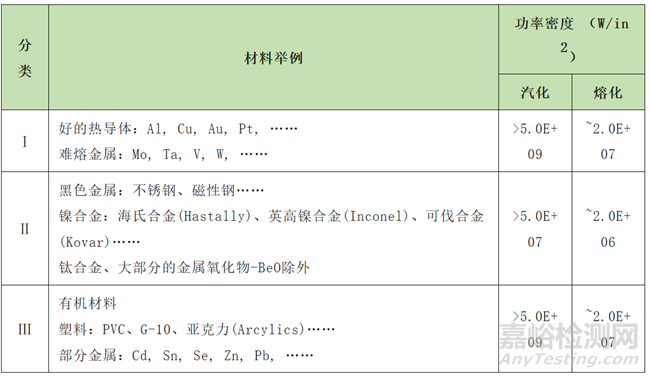
表1:材料分類
所需激光功率密度的目的是確保激光能量有效的耦合到材料表面,這個過程稱為表面耦合效應。建立此新表面通常需要幾皮秒(1.0E-12秒)的時間, 新表面的厚度通常為0.1um。表面耦合效應必須得到保證,否則部分激光能量會被反射從而不起作用。
1.2 異種材料激光可焊性的判別
步驟一:查看每種合金的組成,并將合金元素按照第一部分的三種材料類別進行歸類:
1) 如果合金元素成分屬于同一類別,則確信可以焊接。
2) 如果合金元素成分既有第一類材料又有第二類材料,仍然有可能焊接到一起。
3) 如果合金元素成分包括了全部的三種類別,則可能無法焊接。
易機加工的合金系金屬中包含某些合金元素,使得其容易進行常規機加工。這些元素常見的有S、P、Se和一些其它的Ⅲ類金屬。按照EN1011-6的要求,這些添加元素的總量要小于0.02%。其作用是在常規機加工過程中是得金屬碎片容易斷落,進而延長切割刀具的使用壽命。在激光焊接這些合金的過程中,我們會遇到由此導致的焊接缺陷。
如果要焊接的材料通過以上材料分類匹配原則,則進入下一步驟。
步驟二:設定兩塊異種金屬材料焊接性能的第二個步驟是查明它們之間熔點溫度和汽化溫度是重疊部分。
為了成功焊接,所有的金屬和合金都必須處于熔融狀態。顯然,如果其中的一種金屬或者合金成分中的一種金屬在其它金屬熔化之前就已經汽化,則會導致潛在的空隙疏松、微裂紋等焊接缺陷。
步驟三:設定兩塊異種金屬材料焊接性能的第三個步驟是檢查凝固產物。
材料在激光焊過程中冶金變化的主要驅動力是凝固時異常高的冷卻速率。這是理解激光焊接冶金學的關鍵。組織激光焊接冶金學這個學科的一個方法是去查看各種金屬合金體系。更具體的說,是去查看各個合金體系中合金的生產方法,并且嘗試去理解特別高的冷卻速率可能導致的改變
1.3典型的激光焊接步驟
1)準備焊接工件。
2)準備焊接工具。
3)設置激光參數。
4)批量焊接生產。
5)質量控制。
6)包裝。
如果功率密度I正確的話,激光熔化金屬材料的量只受每個脈沖的能量大小影響。當功率密度I保持不變的時候,熔化金屬的量與脈沖寬度、脈沖頻率、運動速度這些因素無關。
異種金屬材料激光焊接在三類醫療器械中的應用
2.1 外周支架顯影點激光焊接
該焊接的難點在與外周支架是鎳鈦形狀記憶合金材料,而顯影點是純鉭金屬材料。鉭的熔點為2996℃,而鎳鈦合金的熔點只有1310℃。并且顯影點的直徑只有0.3mm,要求激光的光斑直徑只有0.1mm。最終焊接效果如下圖所示:

2.2 導絲、彈簧圈等顯影彈簧焊接
顯影彈簧通常為Pt-W或者Pt-Ir合金,內芯導絲通常為磨削后的不銹鋼絲或鎳鈦絲:

三類醫療器械激光焊接工藝
3.1 三類醫療器械激光焊接的特點
與其它產品的激光焊接相比,三類醫療器械激光焊接具有如下特點:
(1)尺寸小
三類醫療器械通常要進入人體血管組織內,其尺寸通常是mm級別,相應的焊接位置的厚度尺寸大多為0.1mm左右,這就決定了三類醫療器械的激光焊接尺寸與其他行業的激光焊接尺寸不再一個數量級,其他行業的焊接經驗在三類醫療器械上通常不適用。
(2)不宜添加焊料進行釬焊
三類醫療器械,特別是永久植入的醫療器械,由于器械要永久植入在人體內,對器械的所包含的元素成分有嚴格的限制,這就導致其他行業常用的添加焊料進行釬焊的工藝大多不能適用于三類醫療器械上。
(3)自身散熱效果有限
對于Ⅱ類金屬材料而言,當材料厚度和焊縫熔深相當時散熱最小;當材料厚度是焊縫熔深的1.5~2.0倍時散熱中等;當材料厚度大于3倍焊縫熔深時可認為散熱是無限足夠的。對于三類醫療器械而言,通常材料厚度與焊縫熔深相當,器械本身的散熱效果有限。激光參數設置方面,在確保功率密度合適的前提下,脈寬越大,熱影響區越寬;脈寬越小,冷卻速率越快。因此,必須選擇小脈寬激光參數進行三類器械的激光焊接。同時,設計工裝夾具時要考慮通過工裝夾具與器械的接觸來增加散熱效果。
3.2 確保焊接零部件無污染
三類醫療器械零部件上典型的污染源有:
(1)鍍層(化學鍍Ni和電鍍Ni);
(2)使用冷卻液、潤滑液的機加工和成型加工;
(3)存儲導致的生銹、氧化;
(4)熱處理導致的氧化;
(5)拿取零部件時的沾污。
對于三類醫療器械零部件而言,預防、控制和清潔表面污染的方法有:
(1)指定使用電鍍;
(2)機加工和成型時不使用潤滑劑;
(3)零部件要存儲在溫濕度條件受控環境中;
(4)采用真空熱處理;
(5)拿取時必須非常小心地去保護待焊接表面;
(6)不銹鋼在焊接前進行電解拋光和鈍化處理。
3.4 優化脈沖激光焊接參數
由于三類醫療器械尺寸小散熱效果不佳,為了及時將焊接過程的熱量散發出去,通常采用脈沖激光焊接而不采用連續激光焊接。通過脈沖激光參數的優化可以達到以下結果:
(1)實現最大化的生產效率;
(2)改善焊接外觀;
(3)增加激光功率的耦合效率;
(4)糾正焊接幾何形狀問題;
(5)糾正焊接冶金問題;
(6)優化脈沖功率的上升和下降;
(7)最小化焊點附件的材料升溫。
3.5保護氣體
在激光焊接過程中使用保護氣體有兩個目的:
(1)保護激光光路的聚焦鏡片和保護鏡片,防止鏡片受到可能的焊接飛濺污染。
(2)保護熔化加熱的金屬防止受到大氣氣氛的氧化。
保護氣體的質量至關重要,對于三類醫療器械的激光焊接而言,需要使用5N純度的高純氬氣(99.999%)而不是使用4N純度的氬氣(99.99%)。同時還要注意輸送保護氣體的管道要使用金屬管道來防止保護氣體受到污染。
保護氣體的壓力流量要調控適中,使得保護氣體在焊接零部件的表面形成層流而不是紊流,以保證焊接表面不受諸如大氣中的氧氣、氮氣、二氧化碳等氣體污染影響。
焊接結果評價
4.1 焊接缺陷的主要來源
根據Simon L.Engle在激光焊接多年的顧問經驗,有以下4種主要的激光焊接缺陷來源:
(1)80%以上的焊接缺陷和激光光束質量相關。
(2)約15%的焊接缺陷與焊接接頭形貌和工具相關。
(3)不到5%的焊接缺陷與保護氣氛相關。
(4)不到5%的焊接缺陷與焊接材料本身相關。
其中,激光光束質量相關的缺陷占絕大部分。激光光束質量問題的主原因有:
(1)沒有正確的分析診斷激光焊接缺陷的源頭;
(2)沒有受過激光光束計量方面的培訓;
(3)沒有受過如何解讀激光束診斷設備數據的培訓;
(4)沒有受過如何正確調節或維修激光以及光路傳輸鏡片方面的培訓。
4.2 金相分析
激光焊接必須配備有金相鑲樣磨樣設備,這樣可以很方便地制作焊接的截面金相樣品。另外還需要100倍的顯微鏡和測量設備來測量焊核尺寸,包括測量焊縫的寬度、焊點深度,然后計算焊接焊核的深寬比:
焊核深寬比= 焊縫熔深 ÷ 熔寬
深寬比應該在0.6~1.0的范圍,脈沖激光焊接Ⅱ類金屬材料時最大深寬比約能達到1.0;低的深寬比數值可能會導致焊點表面張力過大和焊接冶金失效。
金相分析需要切割樣品,然后使用細的水磨砂紙逐步拋光,然后腐蝕拋光區域來顯現焊核。具體操作步驟有:
(1)取樣:與其他焊接工件通常使用金剛石鋸低速加冷卻切割樣品不同,三類醫療器械由于尺寸小,使用剪刀或鉗子剪斷取樣即可。
(2)鑲樣:使用金相鑲樣機進行鑲樣。當樣品尺寸不到1mm時,最好使用透明的鑲樣粉鑲樣,防止在接下來的磨樣步驟過度磨樣導致金相分析失敗。
(3)磨樣:使用240/400/600/1000/1200/2000目的氧化硅水磨砂紙逐步拋光。注意相鄰目數的砂紙磨樣時的方向要垂直,在磨樣機上磨樣時要開水冷卻。當水磨砂紙磨樣完成時,在磨樣面上應該沒有肉眼可見的劃痕。
(4)拋光:根據樣品的合金材質選擇0.5μm到5μm的金剛石研磨膏或者金剛石拋光液將要觀察的表面拋光至鏡面。
(5)使用去離子水清洗拋光表面,然后使用分析純的丙酮清潔、干燥。
(6)侵蝕:根據不同的合金材質選用不同配方的溶液進行侵蝕。常用的侵蝕劑培養有88%的去離子水 + 10%的雙氧水 + 2%的HF酸;Kroll試劑配方:10ml HF酸 + 30ml HNO3 + 50ml 去離子水等。
4.3 腐蝕電極電位測試Eb
長期植入的三類器械需要測試表征器械耐腐蝕性能的擊穿點位Eb。使用電化學工作站提供電壓電位來進行焊接后器械的耐腐蝕性能測試,耐腐蝕測試設置如圖所示。

4.4 焊接強度測試
除了常用的拉伸測試測量焊接點的強度外,三類醫療器械由于焊接形式多樣,還需要采用推力、剪切力等測試方式。
5、三類醫療器械異種材料激光焊接總結
1)根據異種材料的分類,確定是否可以進行激光焊接。
2)對焊接表面使用化學清洗或機械研磨的方法進行清潔,盡可能去除器械表面的污染殘留。清潔后用去離子水沖洗表面,再使用沾有分析純丙酮的無塵布擦拭表面。
3)激光焊接必須在完成清洗后20分鐘內進行。如果不能按此時間安排焊接,則將清洗后的零件保持到干燥的惰性氣氛中。
4)選擇或計算激光參數,使得脈沖激光焊接的深寬比為0.6以上,連續激光焊接的深寬比為1.0以上。
5)選擇合適的功率密度。
6)在焊縫頂部和背面都要有惰性氣體保護。
7)保護氣體需要層流(不能紊流),并且不受諸如氧氣、氫氣、氮氣、二氧化碳等氣體污染。
8)保持夾具和支撐板遠離焊點,以將熱轉移降到最小。

來源:小博會展服務


