您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-07-06 20:11
引 言
聚氯乙烯樹脂(PVC)是由聚氯乙烯、增塑劑和其他助劑混合形成的一種高黏度涂料,該涂料涂刷于鋁車身再經烘干,具有密封、抗震和隔音等功能。所以,PVC涂膠作為整車制造中的重要工序,可對整車鈑金的壓合邊進行防腐密封和底盤的防磕碰保護。作為涂裝工藝的重要環節,PVC 涂膠工藝越來越受到重視,因為 PVC 涂膠質量,直接影響車間返工成本和售后車輛性能。本研究通過詳解 PVC 涂膠四大缺陷及其控制措施,來對PVC涂膠工藝做著重探討。
1、鋁合金車身用PVC涂膠工藝
目前大多主機廠在鋁車身上進行PVC涂膠,都是先用機器人噴涂,再對噴涂缺陷處進行人工補刷,來保證PVC能覆蓋所有必要涂刷的區域,最后經烘干爐烘干固化。涂裝車間鋁車身涂膠工藝流程如下:焊裝調整線處理焊接后的鋁車身→機器人 PVC 涂膠→人工補膠→烘房→涂裝調整線處理不良PVC涂膠。
2、 PVC四大缺陷及其控制措施
在淋雨線滲水問題統計和涂裝車間 PVC 涂膠問題控制上,得出 PVC 涂膠過程會產生 PVC 氣泡、PVC開裂、PVC 孔洞和 PVC 附著力差等缺陷。通過對這些缺陷進行原因分析和執行有效措施,可降低車間因車輛漏水導致的返工成本,能提升售后車輛防腐防水的耐久性。
2.1 氣泡
PVC 氣泡(見圖 1)是 PVC 經過高溫烘烤后,其內部濕氣或空氣揮發膨脹,致使 PVC 產生鼓包,也就是氣泡(如果氣泡被內部氣體頂穿就會形成PVC孔洞),嚴重影響 PVC 的密封防水性能。根據長期現場管控經驗,得出如下原因及控制措施。

2.1.1鈑金間隙大
鋁合金車身焊接時熔深大,導致焊點或焊縫附近的縫隙也大,常見部位如折邊處、搭接處等都會形成較大縫隙,當 PVC 涂刷該處縫隙時,如果涂刷手法不當,會將空氣裹入縫隙中不能逃逸,當進入烘干爐高溫烘烤,縫隙中的空氣膨脹將PVC頂起形成氣泡。控制措施:(1)在焊裝調整線,返工所有PVC途經區域的鈑金間隙,保證鈑金貼合無縫隙;(2)在焊裝調整線,返工所有焊點,打磨平整且無焊孔;(3)培訓涂裝車間員工涂刷手法,在不平整的涂刷區域,采用逆縫、豎縫刷膠手法,刮壓、修整膠縫表面,或從下向上施膠,以盡可能將PVC填滿縫隙,趕走里面的空氣。
2.1.2換膠時閥門打開不到位
機器人涂膠用完一桶膠前,都要及時更換新膠桶,更換膠桶時,將壓盤壓到底,如果排氣閥門打開不到位,壓盤里面空氣就會排出不徹底,致使殘留空氣和 PVC 膠混在一個桶里,后續機器人抽吸 PVC 也會同時吸入空氣,導致裹含空氣的 PVC 涂刷在車身上,經過高溫烘烤膨脹形成氣泡。控制措施:新員工上崗要求技能達標,且老師傅監督執行,保證排氣閥門打開到位。
2.1.3來料濕氣大
來料如果庫存時間較長,且包裝袋密封不嚴,很容易被空氣中的水汽侵襲,造成來料 PVC 濕氣大,吸入機器人涂膠管道再涂刷車身上,烘干后很容易形成氣泡。控制措施:換新膠前,查驗新膠生產日期、庫存時間和有無過期,拆開包裝查看PVC表面是否潮濕。
2.1.4膠桶上的吸附裝置產生冷凝
吸附裝置在膠桶正上方 1 m 處,該裝置需要做功才能將 PVC 吸入機器人管道,但同時該裝置表面溫度極低,夏天空氣相對濕度大,空氣中水汽遇冷凝結成水,冷凝水附著在該裝置表面,時間一長,形成水滴滴落到壓盤上,再從壓盤邊緣滲入膠桶內,和 PVC混在一起,致使被吸入機器人管道再噴涂,烘干后形成氣泡。控制措施:在壓盤四周粘貼一圈高度 30 mm 寬度10 mm以上的防水海綿,以保證滴落到壓盤的水被海綿阻隔在壓盤上,不滲入桶內,待換膠時再將壓盤上的水清干。
2.1.5涂膠房相對濕度過大
涂膠房里濕氣重,導致鋁合金表面潮氣大,PVC涂刷其上,高溫烘烤時其內水分揮發,也會產生氣泡。控制措施:每天開班檢測涂膠房相對濕度參數,平時不可在涂膠房灑水,夏天悶熱天氣,要在涂膠房進行除濕作業。
2.1.6已涂刷PVC的車身在未烘干前放置時間太長
由于涂裝車間倒班或停產,已在涂膠房涂刷好PVC的車身未及時進烘干房,導致濕PVC暴露在空氣中時間過長,而空氣中有水汽,尤其夏天悶熱天氣,PVC 極易被空氣中的水汽侵襲,待下次生產,富含水汽的PVC車身經高溫烘烤,極易產生批量氣泡。控制措施:每班次停產間隔≤1 h,如果距離下一班次開班時間過長,就要及時將已涂刷PVC的車身送進烘干爐,烘干結束再下班。
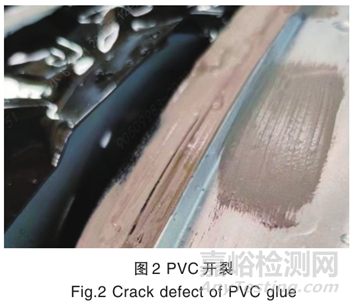
2.2 PVC開裂
PVC 開裂(見圖 2),是 PVC 經過高溫烘烤或受力不當后其表面裂開的現象。PVC開裂嚴重影響其密封防水防腐等性能。根據長期現場控制經驗,得出如下風險因素及控制措施。
2.2.1鈑金間隙大
支架/折邊/搭接處鈑金間隙大,PVC 涂刷后表面有膠,實則其內為空腔(有空氣),PVC 經烘烤受到高溫時,表面膠被內部空氣脹破,開裂。控制措施:(1)在焊裝調整線,返工所有鈑金間隙超標的區域,保證貼合無間隙;(2)如果某處鈑金間隙大而無法返工,則涂裝車間要在該處加厚 PVC,且采用逆縫刷膠手法,保證PVC完全填滿縫隙。
2.2.2 涂刷工具使用不當
涂膠工具毛刷有雜毛,涂刷不均勻,形成一條條溝痕,每一條溝痕的PVC,都非常薄,烘干后易開裂。控制措施:定期更換毛刷,每天點檢毛刷狀態,有雜毛就要拔掉。
2.2.3 烘烤時間、烘烤溫度不合理
烘烤溫度不夠,烘干時間不足,PVC 膠未被完全烘干,導致抗拉伸性能差,受到一定外力就可能開裂。控制措施:每天開班點檢烘干爐設備參數,發現異常立即停線整改;過程增加巡檢頻次,保證烘干爐運行參數符合工藝標準。
2.2.4 振動受力
車身有復雜運動時,焊縫大的部位承受的應力大。如果PVC旁有安裝孔,扭矩扳手打緊螺釘時會產生扭力,扭力會使安裝孔旁鈑金發生形變,如果形變量大于附著其上的PVC抗拉伸量,就會使PVC開裂。控制措施:(1)涂裝車間在所有安裝孔旁的 PVC涂刷路徑上,加厚 PVC 涂層,增加 PVC 厚度可以增強PVC 抗拉伸性能;(2)總裝車間在使用扭矩扳手時,避免槍頭打滑或二次復緊,或者驗證適當減小扳手力矩。
2.3 PVC孔洞
PVC 孔洞(見圖 3),表現為烘干后的 PVC 表面出現針尖狀小洞,大小在 0.5~1 mm 左右。主要是由于PVC 經烘烤高溫時,其內氣體膨脹頂起 PVC 形成氣泡,如果內部氣體量大,受熱膨脹體積加大,可導致PVC脹破形成孔洞。PVC孔洞缺陷嚴重影響其密封、防腐和防水性能。據現場大量原因驗證,得出如下PVC孔洞缺陷原因及控制措施。

2.3.1手工涂刷裹入空氣
員工用毛刷在膠杯中攪拌,易使涂料中混入空氣,涂刷到車身上易將空氣裹入 PVC 中,烘烤時受熱脹破PVC形成孔洞。控制措施:涂刷 PVC 時,要保證 PVC 表面均勻平整,不能有殘膠、拉絲膠、條痕膠等缺陷。
2.3.2涂膠房相對濕度過大
涂膠房濕氣重,導致鋁合金表面潮氣大,PVC 涂刷其上(尤其縫隙大的區域),高溫烘烤時其內水分揮發,也會產生孔洞。控制措施:每天開班檢測涂膠房相對濕度參數,平時不可在涂膠房灑水,夏天悶熱天氣,要在涂膠房進行除濕作業。
2.3.3手工涂刷不均勻
由于手工涂刷 PVC 工具是毛刷,毛刷用久了會產生殘毛,殘毛在涂刷時會讓 PVC 表面形成條痕,該條痕處 PVC 非常薄,很容易熱脹冷縮撕裂 PVC 形成孔洞。
控制措施:(1)定期更換毛刷,每天點檢毛刷狀態,有殘毛就要拔掉;(2)員工涂刷結束要自檢涂刷表面,保證平順無殘膠;(3)對 PVC 表面要求平整度高的區域,毛刷刷完后,要再用刮板將PVC刮平。
2.3.4焊點處
由于焊點與周邊鈑金存在高度差,PVC 涂刷在不完全平整的區域,很容易將空氣趕進空隙中,高溫時空氣膨脹頂破PVC形成孔洞。控制措施:在焊裝調整線,返工所有焊點,打磨平整且無焊孔。
2.3.5折邊處、拐角處、犄角旮旯處
這 3 種 PVC 涂刷“路況”非常差,PVC 涂刷其上,很容易將空氣裹進空隙中,高溫時空氣膨脹頂破PVC形成孔洞。
控制措施:在以上 3 種涂刷區域,首先采用從外向里(逆縫)、從下向上(豎縫)的刷膠手法,再采用刮、壓手法,使膠面壓實無殘膠,盡可能用PVC擠走空隙里的空氣。
2.3.6鈑金間隙大的地方
PVC 涂抹過程中,焊縫縫隙過大,未被 PVC 完全填實,或漏刷導致密封不嚴。
控制措施:(1)在焊裝調整線檢驗點,每天測量焊縫間隙值,發現超標就要立即反饋焊裝車間優化解決,臨時遏制要全部返工到位,保證貼合無間隙;(2)規范涂刷手法,增加凹陷位置膠量,并逆著焊縫涂刷,使焊縫完全密封飽滿。
2.4 PVC附著力差
附著力,是兩種不同物質表面相互接觸的吸引力,當 PVC 涂刷鋁材之上,在干燥和固化過程中附著力就產生了。附著力的大小取決于鋁材表面和 PVC性能。PVC 附著力差主要表現為:淋水后 PVC 起皮、
不貼合鋁材,這嚴重影響PVC的防水耐久性能。根據涂裝車間管控經驗,以下是PVC附著力差的影響因素及控制措施。

2.4.1鋁材表面清潔度
當鋁材表面有油漬、臟污、鋁屑、焊灰或其他異物時,異物會橫隔在 PVC 和鋁材之間,減少了 PVC 和鋁材的接觸面積,進而影響 PVC 在鋁材表面的附著力度。
控制措施:在焊裝調整線,先用抹布擦拭車身所有焊灰、臟污和其他異物;再用吸塵器吸附車身內外所有鋁屑等細小顆粒物;最后用吹風機吹出車內剩余異物。
2.4.2 鋁材表面平整度
當鋁材表面不平整,而是坑洼、折邊、凸起或有搭接面時,PVC 涂刷其上,很容易導致 PVC 不能完全附著鋁材表面,有的看似涂刷了好幾遍,但其實內部PVC 懸空,并未完全貼合到鋁材表面,從而降低了PVC附著力。
控制措施:在焊裝調整線,返工所有 PVC 涂刷路徑,保證“路況”平整,或至少貼合無縫隙。
2.4.3 PVC厚度
PVC 附著力和厚度也有關系。為證明相關性,通過實驗來驗證,即用 4 組相同鋁板、涂刷不同厚度PVC、經相同烘烤條件(160 ℃×25 min)后,再經相同浸水時間(96 h)后取出放置 30 min,再通過拉開法測試儀,來檢測幾組不同厚度的 PVC 附著力,驗證結果如表1所示。由表 1 實驗可知,厚度只有 1 mm 和 2 mm 的 PVC耐水附著性能,不如其他更高厚度的PVC 。
控制措施:在鈑金間隙大、折邊處、搭接處等“路況”差的區域,盡可能加大PVC涂層厚度。
2.4.4 PVC放置時長
在 PVC 涂刷車身后,在進烘干爐前放置時間越長,就越容易被空氣中水汽侵襲,就越容易使 PVC 內部粘接劑稀釋、增塑劑揮發,進而越容易降低 PVC 附著性能。為證明相關性,通過實驗來驗證,即用 4 組相同鋁板、涂刷相同厚度PVC、經過不同放置時長、經相同烘烤條件(150 ℃×20 min),再經相同浸水時間(96 h)后取出放置 30 min,再通過拉開法測試儀,來檢測幾組不同放置時長的 PVC 附著力,實驗結果如表 2所示。
該實驗表明,當夏天悶熱天氣,PVC 放置超 3 d,PVC附著耐水性能變差(粘附破壞)。控制措施:本班次涂刷結束與下一班次涂刷開始,間隔時長要盡可能短,或者本班次涂刷結束后就要全進烘干爐烘干,不要在空氣中暴露太久
2.4.5 烘烤時長與烘烤溫度
保證充足的固化時間和溫度才能保證較好的抗震密封性能,但過度烘烤,又會造成變脆、發黃等缺陷,所以涂裝車間需合理控制烘干爐里鏈速、爐溫等變量。
控制措施:每天開班點檢烘干爐設備參數,發現異常立即停線整改;過程增加巡檢頻次,保證烘干爐運行參數符合工藝標準。

3、結語
本研究著重闡述了鋁車身密封涂膠過程中,常見的四大缺陷和控制措施。如果措施能夠落實到位,則涂裝車間基本可以防治因 PVC 涂刷缺陷而產生的淋雨漏水問題。它不僅在指標上,提高車間淋雨合格率、降低售后千車故障率;在經濟上,降低車間返工和售后維修成本;也能在傳播上,為汽車品牌贏得良好的質量口碑。

來源:涂層與防護


