您當前的位置:檢測資訊 > 科研開發(fā)
嘉峪檢測網 2024-07-03 08:40
導語
提高發(fā)動機效率是航空領域研究的重點,氣流泄漏會降低發(fā)動機的效率,因此減少泄漏對于航空發(fā)動機的發(fā)展具有重要意義。通常在旋轉部件和靜止部件之間設計密封系統(tǒng)以避免氣流發(fā)生泄漏。其中一種密封系統(tǒng)稱為篦齒密封,由旋轉部件上的篦齒和靜止部件上的襯套組成。在不對稱旋轉部件發(fā)生重大損傷或磨損時,帶有可磨耗材料的襯套可以使篦齒鰭片發(fā)生摩擦,同時保持有效的密封界面。采用控制密封結構間隙來降低氣體泄漏的方法經濟、有效。為了防止轉子與靜子金屬對磨產生過高的溫度,一般將篦齒頂端加工成薄帶結構。在篦齒頂端等關鍵部位制備防護涂層,以避免最開始轉動時的切入以及瞬態(tài)極端操作時產生的對磨對發(fā)動機造成損壞,并減小零件的磨損程度。制備防護涂層可以延長篦齒的使用壽命、降低其維護成本。
通常采用表面處理法制備金屬表面耐磨防護涂層,表面處理法包括物理氣相沉積(PVD)、化學氣相沉積(CVD)、化學鍍和復合電沉積等,其中復合電沉積是生產金屬基復合涂層最重要的技術之一,其具有工藝簡單、沉積速率較快等優(yōu)點。含有固體顆粒的涂層,如SiC、Al2O3、WC、碳納米管(CNT)和金剛石等具有較好的耐磨性和分散硬化性能。立方氮化硼(cBN)具有類似于金剛石的優(yōu)異物理和化學特性,如高硬度、高熱導率、大帶隙和高擊穿場強等,因此cBN顆粒常被選為增強涂層耐磨性能的第二相。在篦齒型面等部位制備主動切削涂層的技術國外已發(fā)展較為成熟,相關產品已成熟應用于新一代航空發(fā)動機中,cBN因具有良好的切削性、耐高溫性及電沉積適應性,成為國外航空發(fā)動機組件主動切削涂層中最常使用的切削相。但在篦齒表面制備復合電沉積Ni-cBN 主動切削涂層的公開報道較少。研究人員制備了Ni-cBN復合電沉積涂層,研究了涂層的組織、結合強度、抗熱震性能及涂層對基體力學性能的影響,并驗證了復合電沉積工藝的效果。
1、 試驗材料及方法
1.1 試驗材料
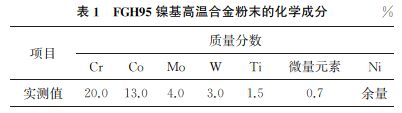
試樣基體材料選用FGH95鎳基高溫合金,將霧化高溫合金粉末進行熱等靜壓成型后,再鍛造成型。制造出的高溫合金粉末的化學成分如表1所示。在600℃工作條件下,F(xiàn)GH95鎳基高溫合金具有優(yōu)異的綜合力學性能。對尺寸(直徑×厚度,下同)為25mm×4mm的試樣進行顯微組織分析和結合強度測試。對具備篦齒局部仿形齒尖和齒面結構的模擬試樣進行涂層抗熱震性能測試(見圖1)。
1.2 涂層制備
在對試樣進行復合電沉積前,先用丙酮超聲清洗試樣表面,以除去表面油污。使用氯化鎳沖擊鍍液體系作為涂層沖擊預鍍液,制備預鍍層,以提高基體與Ni-cBN涂層的結合力。采用瓦特鍍液體系將磨料顆粒均勻、完整地鍍覆在試樣表面。使用的磨料顆粒為單晶立方氮化硼,名義粒度為140目(1目=25.4mm)。復合電沉積完成后采用真空熱處理爐對復合電沉積涂層進行熱處理,以消除涂層內部應力,熱處理工藝為:真空度不低于5×10-3Pa,以10℃/min升溫速率升至400℃后保溫2h,隨爐冷卻。

1.3 試驗方法
1.3.1 顯微組織觀察
使用掃描電子顯微鏡(SEM)對涂層厚度、Ni層厚度、涂層中cBN粒度、cBN埋深進行觀察,并觀察篦齒模擬試樣截面的Ni-cBN涂層組織。
1.3.2 結合強度測試
首先在尺寸為25mm×4mm的FGH95試樣一面制備Ni-cBN涂層,利用釬焊的方法將圓片有、無涂層的兩個圓分別焊接在兩根尺寸為25mm×50mm的316不銹鋼接頭上;隨后依據(jù)GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》將該釬焊試樣加工成拉伸試樣,并對試樣進行抗拉強度測試。由于Ni-cBN涂層的結合強度一般低于涂層與不銹鋼釬焊結合強度,也低于FGH95基體與不銹鋼釬焊結合強度,施加拉力后,涂層首先會從內部或與FGH95的界面處斷開,因此可以通過這種方法來判斷Ni-cBN涂層的結合強度。
1.3.3 抗熱震性能測試
使用風冷熱震的方法對試樣進行涂層抗熱震性能測試,具體測試方法為:將帶有Ni-cBN涂層的試樣放入600℃馬弗爐中,保溫10min后去除,采用常溫壓縮空氣進行風冷降溫3min,然后再次將試樣放入600℃馬弗爐中保溫,如此循環(huán)1200次或至涂層脫落。
1.3.4 涂層對基體力學性能的影響
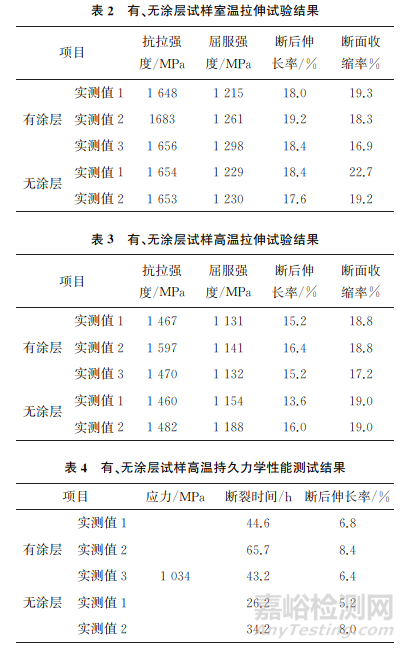
依據(jù)GB/T228.1—2010將FGH95合金基體加工成拉伸和持久力學性能試樣,采用復合電沉積工藝在試樣標距區(qū)外表面制備Ni-cBN涂層,分別依據(jù)GB/T 228.1—2010和GB/T 228.2—2015《金屬材料 拉伸試驗 第2部分:高溫試驗方法》對帶有涂層的力學試樣進行室溫和高溫(650℃)拉伸試驗,以及高溫持久力學性能測試。
2、 試驗結果
2.1 顯微組織形貌
涂層總厚度和Ni層厚度的測量結果如圖2所示,涂層總厚度由顆粒最高點到基體的距離決定。由表2可知:試樣涂層總厚度分別為132.01,102.28,136.38,92.38μm,平均厚度為115.76μm;試樣 Ni層厚度分別為82.09,76.46,83.88,80.59μm,平均厚度為80.76μm。

2.2 結合強度
對Ni-cBN涂層釬焊試樣進行抗拉強度測試,試樣拉斷后,斷裂面均位于Ni-cBN涂層部位(見圖3)。試樣的抗拉強度測試結果為160~181.8MPa。斷裂面均位于Ni-cBN涂層部位,因此試樣的抗拉強度即為涂層結合強度。

2.3 抗熱震性能
圖4為帶有Ni-cBN涂層篦齒模擬試樣600℃風冷熱震1200次后的宏觀及微觀形貌。由圖4可知:在經歷了600℃風冷熱震1200次后,篦齒模擬試樣表面Ni-cBN涂層未發(fā)生開裂或涂層剝落現(xiàn)象,涂層整體保持完好,說明篦齒型面 Ni-cBN主動切削涂層具有良好的抗熱震性能。

2.4 涂層對基體力學性能的影響
分別對有、無涂層的試樣進行室溫和高溫拉伸試驗,以及高溫持久力學性能測試,結果如表2~4所示。
由表2~4可知:有涂層試樣的室溫和高溫拉伸性能,以及高溫持久力學性能和無涂層試樣基本相當,制備Ni-cBN涂層未對FGH95基體的室溫和高溫力學性能造成不利影響。
3、 復合電沉積工藝驗證
對模擬試樣進行復合電沉積處理,復合電沉積后模擬試樣的宏觀形貌如圖5所示。由圖5可知:模擬試樣表面Ni-cBN主動切削涂層外觀良好、致密且均勻分布,涂層無裂紋、金屬瘤、漏鍍、翹起及剝落等現(xiàn)象,鍍覆效果均勻。

在模擬試樣的截面切取試樣,試樣的SEM形貌如圖6所示。由圖6可知:Ni層在篦齒型面上的厚度為50~120μm,涂層與基體結合緊密,cBN顆粒在齒狀結構上分布均勻,Ni層與cBN顆粒各個接觸面均緊密結合。

4、 結論
采用復合電沉積工藝在FGH95鎳基高溫合金和模擬試樣表面制備了平均厚度為115.76μm的Ni-cBN 主動切削涂層。涂層與基體結合緊密,涂層結合強度大于160MPa。涂層抗熱震性能優(yōu)異,600℃熱震1200次后Ni-cBN涂層無裂紋及涂層剝落現(xiàn)象,涂層保持完好。涂層對 FGH95基體力學性能無明顯影響。
復合電沉積工藝可在復雜型面篦齒表面制備與基體緊密結合、cBN顆粒分布均勻的Ni-cBN涂層,對復雜型面篦齒形成完整保護。
作者:王帥1,2,3,郭睿1,2,3,黃凌峰1,2,3,劉建明1,2,3
單位:1.礦冶科技集團有限公司;
2.北京市工業(yè)部件表面強化與修復工程技術研究中心;
3.特種涂層材料與技術北京市重點實驗室
來源:《理化檢驗-物理分冊》2024年第5期

來源:理化檢驗物理分冊


