您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-05-07 11:21
航天運輸系統、深空探測器和戰略武器等高端裝備領域的發展服務于國家重大戰略需求,是國家綜合科技水平和工業制造能力的重要標志。大運力、長壽命、遠射程等裝備需求促進關鍵結構件向著輕量化、高性能方向發展。復合材料薄壁結構作為輕質、高強設計的典型代表,被廣泛用于航空航天、艦船郵輪、特種工程等重要領域。近年來,復合材料增材制造工藝的迅猛發展使得具有復雜設計的復合材料薄壁加筋結構制造成為可能。如何充分挖掘設計空間以提高結構件性能并充分考慮制造工藝等約束,對設計人員提出了更高挑戰。
在上述背景下,本文圍繞薄壁加筋結構設計和復合材料增材制造工藝對國內外研究進展進行分析,積極探索結構 – 工藝 – 性能一體化設計方法,以推動增材制造技術在復合材料薄壁加筋結構設計制造中的應用,實現下一代高性能復合材料薄壁加筋結構的設計制造。
1、薄壁加筋結構設計方法
為滿足高端裝備領域高性能、輕量化需求,關鍵結構件的設計常采用薄壁加筋結構,如飛機蒙皮 / 壁板、火箭壓力儲罐、飛行器密封艙等。傳統的層合板構件逐漸向薄壁加筋、多級加筋、結構 – 工藝協同優化等方向發展,衍生出了一系列加強筋結構設計方法。
1.1 參數化方法
參數化方法是一種快速設計方法,可以通過對參考路徑進行鏡像和偏置得到全局加強筋布置。根據參考路徑的角度變化,可以將參數化方法分為固定角度、線性變角度、非線性變角度等類型。固定角度加強筋設計中,加強筋角度不隨空間位置變化,即常見的直筋布局,如圖 1(a)所示。隨著纖維自動鋪放技術的發展,制造具有變化曲率的加強筋成為可能,其設計方法也逐漸發展。在參數化方法中,通過定義和調整少數設計變量,可以實現整個區域內曲筋設計。根據設計域內加強筋角度變化特性,可分為線性變角度及非線性變角度加強筋設計。圖 1 (b)是線性變角度加強筋設計示意圖,筋條角度φ (x)隨橫坐標 x 線性變化,具體數值由式(1)中的角度 T1、T2 及偏置距離 β 決定 [4],其中 L 為平板沿 x 軸方向長度。非線性變角度曲筋設計是在線性變角度設計方法的基礎上,通過引入 M×N 個控制點,實現更靈活的曲筋布置,如圖 1 (c)所示(其中,a 和 b 分別表示設計平板的長和寬,Tmn 表示(xm,yn)位置處控制點的加強筋角度)。基于非線性變角度曲筋設計方法,曲筋角度分布滿足式(2)定義。

式中,φ(x,y)表示任意位置(x,y)處的曲筋角度;(xi,yi)和(xm,yn)分別表示參考點的 x–y 坐標。對于可展曲面,如圓柱、圓錐結構,常利用測地線路徑作為加強筋參考路徑,如圖1(d)所示(其中,φ(x)為筋條角度;x、y、z 分別表示圓錐上任一點的笛卡爾坐標;r 為不同高度處的圓錐半徑;α 和 θ 分別表示錐角和周向曲面坐標)。這是因為在笛卡爾空間中,測地線路徑是連接三維曲面上兩點之間的最短路徑,也稱作自然路徑。由于測地線上的曲率變化最小,在承受外界載荷時,承力路徑上曲率突變造成的應力集中現象減少,加強筋路徑的拉伸和壓縮應力也最小;同時,測地路徑在曲面上的連續性和小曲率特性,減少了曲筋制造缺陷,從而達到最優的加強效果。測地線的求解取決于曲面的幾何形狀,常采用解析方法、數值方法及優化方法進行求解,MATLAB 等商業軟件中也提供了相應工具箱。

上述參數化方法通過凝聚設計變量,能夠快速實現整個設計域內的曲筋復雜分布。這種基于簡化的加強筋設計方法常與優化算法相結合,以高效尋找滿足屈曲、抗彎或動態載荷等不同工況下的最優設計變量。這種基于簡化的加強筋設計方法具有廣泛的應用前景,為實現復雜結構的快速設計提供了新思路。
1.2 形狀優化方法
加強筋設計中的形狀優化方法是指在固定拓撲結構下尋找滿足約束條件的加強筋邊界形狀。作為形狀優化前提條件,需要建立加強筋形狀數學模型,包括位置分布和幾何曲率,如圖 2 所示。對于這種加筋薄殼結構,設計域 Ω 包含薄殼和加強筋的側面 S、橫截面 A 及其變化 dA、dAS,設計變量為加強筋處的速度矢量 V。這種復雜幾何特征通常采用離散或者微分的方法進行求解,需要多次迭代,導致計算量較大。Liu 等提出一種無參數形狀優化方法,通過將固定體積特征值最大化問題及固定特征值體積最小化問題在連續空間內進行表征,實現無參數化和非離散化狀態下的形狀優化。

隨著設計能力提高,幾何形狀復雜的薄壁加筋結構對網格細化、數值精度和計算成本提出了嚴苛的要求。Hughes 等首先引入了基于非均勻有理 B 樣條(Non-uniform rationalB-splines,NURBS)基函數的等幾何分析(Isogeometric analysis,IGA)方法,有效解決有限元網格計算中成本高、耗時長、幾何誤差大等問題。同時,IGA 方法能夠實現計算機輔助設計(CAD)和計算機輔助工程(CAE)步驟之間的無縫銜接,有利于設計過程自動化。Hao 等比較了 IGA 方法和傳統有限元仿真方法,如圖 3 所示,將 IGA 方法應用到加強筋設計領域,將描述加強筋幾何形狀的形狀函數作為基函數,并基于 NURBS 投影和插值算法,實現了殼體與筋之間的自適應強耦合。

1.3 拓撲優化方法
拓撲優化作為一種先進結構設計方法,能夠根據給定負載、約束和性能指標,在設計域內獲得最佳材料分布。將拓撲優化這種先進設計方法與增材制造等工藝相結合,能夠充分挖掘結構 – 工藝協同設計的潛力。值得注意的是,基于各向異性材料 / 纖維路徑分布的拓撲優化算法近年來獲得較大發展。
基于拓撲優化的薄壁加筋結構設計方法,即通過優化設計域內均質材料的分布得到滿足設計目標的加筋拓撲構型。在拓撲優化中,微觀尺度上計算每個單元的剛度系數,并在宏觀尺度上針對特定的設計目標進行優化,獲得具有抗屈曲、抗彎曲或良好動態特性的薄壁加筋結構設計,如圖 4 所示(其中,t 為平板厚度;h 為加強筋高度;Ke(h)為加強筋的單元剛度矩陣;Ke(t)為平板的單元剛度矩陣)。

近年來,基于連續介質拓撲優化方法的薄壁加筋、多級加筋結構優化設計成為研究的熱點之一。常見的方法包括經典的均質化方法、變密度法、水平集方法和特征映射方法等。此外,針對不同應用領域和具體工程問題,還有一些創新性的拓撲優化方法被提出和應用。Wei等提出了用于桁架結構優化的剛度擴散法(Stiffness spreading method,SSM),桁架結構被嵌入到一個弱約束連續體網格中,桿單元可以在設計域中自由移動,且具有解析敏度;該方法同時實現了桁架結構的尺寸、形狀和拓撲設計優化,圖 5 展示了不同迭代次數(n)時的桁架結構設計結果。與傳統的拓撲優化方法不同,該方法不需要關于單元連接和節點位置的先驗知識,對于加強筋結構設計同樣具有參考意義。



1.4 新型設計方法
然而,在加強筋布局設計中存在兩個關鍵問題:(1)初始曲筋信息未知;(2)加強筋交叉點的網格形狀多變,形狀優化和拓撲優化都無法直接解決這些問題。為了處理這些問題,Wang 等提出了基于流線函數的加強筋設計方法,如圖 6 所示,首先,基于流線函數給出了流線型加強筋的定義,并通過全局 / 局部均質化方法和敏度分析,實現了多尺度建模的流線型曲筋設計;使用流線函數描述加強筋路徑與水平集方法類似:連續分布的流線函數值形成每個加強筋簇的三維水平集曲面,該曲面在二維平面的投影就是曲線加強筋路徑。圖 6(a)和(b)展示了固定節點上的不同流線函數值,其對應的加強筋路徑如圖 6(c)和(d)所示。通過這種方法,二維設計域中離散的加強筋路徑分布被轉化為三維水平集曲面上的連續流函數值分布。該方法無明顯的尺度效應,適用于分布較密的加強筋設計。

對于優化問題中存在的大量迭代步,有學者利用這一過程曲筋形式 – 結構響應的大量數據,利用數據驅動的方法進行薄壁加筋結構設計。Wang 等通過提取影響結構性能的主成分,實現了基于主成分分析(Principal component analysis,PCA)的數據驅動方法。張坤鵬等將加強筋結構特征參數轉化為 RGB 圖像,并利用卷積神經網絡搭建基于圖像識別的深度學習網絡模型,實現數據驅動下的結構優化設計。
同時,自然界中存在著大量天然加筋結構,如植物葉脈、鳥類翅脈等。這些曲筋的結構形式和生長方法為工程結構的加強筋設計提供了設計靈感。模擬樹生長和分支規律,Dong 等提出了一種生成式曲筋優化方法,根據加強筋分支延伸的效果自適應選擇分支的最佳生長方向,并通過控制體積增長速度實現整體結構體積控制,如圖 7 所示。

2、復合材料增材制造工藝
薄壁加筋結構通常由薄殼本體和加強筋構成,為了制造這種結構,需要高精度、高靈活性的制造技術,以確保結構的強度和穩定性。傳統的復合材料薄壁加筋結構件制造方法有手糊成型法、樹脂傳遞模塑等。相比于這些傳統制造工藝,基于增材制造的新型復材制造方法,如纖維纏繞技術、自動鋪放技術、3D 打印技術等,不需要模具和繁多工序,能夠實現復雜、大型、多級構件的一體化成型。利用增材制造技術制造薄壁加筋結構,可以快速、精確、靈活地實現復雜曲筋薄壁結構的制造成型,提高生產效率和質量。同時,利用增材制造技術還可以減少材料浪費,降低生產成本。
2.1 纖維纏繞技術
纖維纏繞技術(Filament winding,FW)是最早開發的復合材料自動化成型技術,易于實現機械化和自動化,便于大批量生產,尤其適用于圓柱、圓錐等回轉類構件制造,其工藝示意圖如圖 8 所示。纖維纏繞工藝可以實現將預先張緊的纖維以預定線型連續纏繞在芯模上,隨后在室溫或加熱條件下固化,從而形成具有一定形狀的纖維制品。纖維纏繞技術可以控制纖維的方向、角度及厚度,進而根據結構件承載需求設計不同的纖維纏繞方案,以實現高強度、高剛度、輕質的復合材料結構件。這種工藝技術在高壓儲罐、壓力管道、發動機殼體等領域得到了廣泛應用。

利用纖維纏繞技術制造加強筋主要由芯模結構實現。根據種類可以將模具分為凹槽和銷釘兩類。凹槽模具用于將纖維定位在凹槽內布,如圖 9(a)所示。常用于制作出具有規則幾何形狀的加強筋,如環形、三角形、Kagome 形等。與凹槽模具相比,銷釘模具更為靈活,可以制作出更為復雜的加強筋形狀。銷釘模具通常由多個銷釘組成,這些銷釘可以在不同的位置和角度上固定纖維,從而實現不同形狀的加強筋制作,如圖 9(b)所示。

纖維纏繞技術作為一種重要的復合材料自動化成型技術,在制件結構 – 工藝 – 性能一體化設計制造過程中存在一定的局限性,主要體現在結構件的形狀限制方面。目前纖維纏繞技術的制品主要為具有凸曲率屬性的回轉體,例如圓柱體、球體等,對于非回轉體或凹曲線結構件的制造能力較差。此外,纖維纏繞技術本身還面臨著一些技術上的不足和挑戰,比如,纖維纏繞過程中涉及多坐標運動控制、精密張力控制、過程工藝參數優化、缺陷在線監測技術等。
2.2 纖維自動鋪放技術
纖維自動鋪放技術(Automatedfiber placement,AFP)是一種高效率、高質量、高技術成熟度的增材制造工藝,相比于纖維纏繞技術,其制造能力更加靈活和多樣化,可以制造更為復雜的形狀和曲面結構,且不受制件軸對稱限制。因此,纖維自動鋪放技術廣泛應用于航空航天領域的大型飛機、運載火箭等薄壁加筋結構件的設計和制造中。
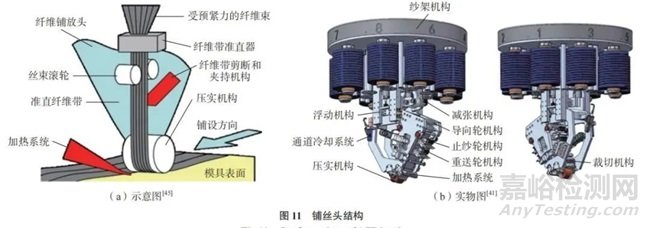
纖維自動鋪放技術采用機械臂或其他形式的自動化系統,將纖維束或纖維預浸帶自動鋪設在模具或基材的指定位置并原位固化,形成具有特定物理機械性能的復合材料結構。根據臺架系統類型,纖維自動鋪放技術可以分為龍門式、臥式和機械手臂式等不同類型,如圖 10 所示。鋪絲頭作為自動鋪放技術的核心機構,具有送帶、預緊、切帶、加熱、滾壓等多種功能,以適應加工過程中各項鋪放工作,如圖 11 所示。鋪絲頭的高精度、高速度、長壽命、易于維護等特點對自動鋪放技術的性能和工作效率具有重要影響。新型的鋪絲頭技術包括基于機器視覺和人工智能技術的自適應控制方法和基于光纖傳感和精密控制技術的高精度鋪絲頭等,這些技術可以提高鋪放質量和生產效率。

自動鋪放技術在筋 – 殼一體成型方面的應用,主要優勢在于加工靈活度使其能夠在加工曲面的任意區域鋪設加強筋,無須預先設計的凹槽模具或銷釘定位。在此基礎上,鋪絲頭的加熱、滾壓功能能夠強化加強筋與薄殼之前的結合。為了進一步提高加強筋與薄殼之間的結合強度,在一體化加工成型時,可采用加強筋內嵌的方法進行一體化制造,將加強筋包裹在蒙皮內部,有效減少加強筋脫離現象,提高結構承載能力。此外,針對加強筋交叉節點處的材料堆疊和局部缺陷,常采用節點偏置的方法提高節點處的表面形貌和力學性能。
盡管纖維自動鋪放技術具有眾多優點,但由于其使用特定的材料和工藝,其在實際制造中還存在一些限制和挑戰,以工藝規劃軟件為例,為了實現高精度的自動鋪放,工藝規劃軟件需要具備模型分析、切片規劃、路徑生成等多種功能。在模型分析方面,切片軟件需要對 3D 模型進行分析,檢測其中難加工特征,如重疊區域、內部空洞等,并能夠自動處理這些問題。在切片規劃方面,切片軟件需要將 3D 模型切割為多層 2D 圖形,并對每一層進行規劃,確定鋪放路徑和鋪放順序等,減少纖維帶重疊、空隙等制造缺陷。在路徑生成方面,切片軟件需要生成高效、準確的路徑,并考慮到纖維帶的材料屬性、纖維方向、厚度等因素,以確保鋪放過程中的質量和效率。
2.3 3D 打印技術
3D 打印是一種將材料堆疊實現復雜結構“生長”成形的新型制造工藝,具有快速定制和高度靈活的特點,能夠實現復雜結構件的加工制造,大幅縮短零件生產周期,提高生產材料利用率,降低生產成本。對于纖維增強復合材料,沿纖維軸方向相對其法向表現出很高的強度,因此增強的復合材料具有各向異性的宏觀力學性能。相比于傳統的鋪絲、鋪帶制造工藝,3D 打印技術具有更高的精度和靈活性,可以通過合理的路徑規劃,按照設計需求在零件的局部區域內打印纖維,從而實現定制化的力學性能分布。圖 12展示了 3 種常見的短纖維增強復合材料 3D 打印技術。盡管面向短纖維增強復合材料的增材制造技術變體較多,但其對零件力學性能的改善效果有限。因此,深入研究 3D 打印技術在連續纖維增強復合材料制造中的應用和發展,具有重要的科學意義和實際價值。

部分學者和企業在傳統樹脂熔融沉積成型技術的基礎上進行了改進,優化了送絲機構、噴嘴,并增加了剪絲機構等,發展出了具有連續纖維打印能力的熔融沉積成型技術(Fused deposition modeling,FDM),從而顯著提高了零件的力學性能。和多材料 FDM 技術類似,擠出機構配備有兩套送絲機構和進料口,分別控制樹脂和纖維進給量,如圖 13和圖 14所示。連續纖維打印技術與傳統樹脂打印技術不同,對噴嘴的耐磨性和腔道內流動性提出了更高的設計要求。目前,已經有一些較為成熟的連續纖維增強復合材料 3D 打印機供應商,例如美國的 Markforged、Arevo、Continuous Composites、Impossible Objects 公司和俄羅斯的Anisoprint 公司等。這些公司在該領域中不斷進行創新研究和技術革新,推動了連續纖維增強復合材料 3D 打印技術的發展。


目前,針對連續纖維 3D 打印的切片軟件較少,主要為上述連續纖維FDM 打印機配套軟件,以 Eiger® 和Aura® 為代表,其打印機具有纖維剪斷裝置,可以根據實際打印結構自動生成纖維分布、路徑和含量,實現幾何形狀內部的纖維填充。但這些商業軟件中關于纖維路徑設計的功能有限,僅提供圖案填充方法選項和基本控制參數,通常會導致纖維無效 /低效增強、纖維局部不均勻/不對稱,以及纖維分布碎片化等缺陷。
在當前的增材制造技術中,連續纖維熔融沉積成型技術已經能夠實現夾芯結構的設計制造。圖 15 展示了不同夾芯型式的纖維路徑設計。夾芯結構具有類似于薄壁加筋結構的特征,因此其工藝設計包括筋殼一體打印、加強筋(內芯)形式、纖維路徑規劃等同樣是需要考慮的內容。

隨著增材制造技術的發展,傳統平面分層打印技術的局限性日益顯現。尤其對于連續纖維增強復合材料,其力學性能受到纖維取向的影響,而平面分層打印技術只能在二維平面內排布纖維,無法沿堆積方向進行優化布置,限制零件空間內的力學性能。因此,開發出基于多自由度機械臂的曲面纖維 3D 打印技術是亟須解決的問題。如圖 14 所示,這種技術可以實現纖維在三維曲面內沿任意運動軌跡進行 3D 打印制造,從而獲得具有空間力學性能的復合材料薄壁加筋結構。目前,該技術仍處于研究階段,相關研究者正在探索空間曲面纖維的噴嘴結構、路徑設計、控制算法等關鍵技術,以進一步提高制造精度和產品質量。未來,曲面纖維 3D 打印技術有望在航空航天、汽車、船舶等領域中得到廣泛應用。
同時,基于上述纖維增強復合材料增材制造技術,一些性能驅動的纖維路徑規劃方法呈現出從粗糙到精確、從平面到曲面、從時序設計到并行設計的發展趨勢,如圖 16 所示。這些纖維路徑規劃方法提供了加強筋設計新思路,與現有薄壁加筋結構設計相比,突破了規則設計域、初始加強筋構型、不同優化目標解析敏度難以計算等限制,適用于不規則、復雜、三維的薄壁加筋結構設計。此外,這些規劃方法與拓撲優化這種先進結構優化方法的結合實現了筋 –殼一體化設計,尤其適合成型過程的筋 – 殼一體化增材制造。這些進展為加強復合材料薄壁結構的設計制造提供了新的思路和方法。

2.4 機遇與挑戰
盡管纖維增強復合材料增材制造在薄壁加筋結構上具有廣闊前景,但離大規模應用還有一定距離,主要受限于制造效率和工藝質量。目前,復合材料增材制造技術發展主要圍繞縮短生產周期和提升產品性能兩個方面,具體有以下發展趨勢。
(1)先進材料的應用。選擇具有更好力學性能的基體材料,如聚醚醚酮(PEEK)等高性能工程塑料,能夠提高復合材料整體性能。同時,采用新型的纖維材料,如碳化硅陶瓷纖維等也有望進一步提高復合材料的高溫耐受性和韌性。
(2)多種工藝相結合。探索多種工藝協同,如纖維纏繞、自動鋪放、3D 打印等工藝之間的協同,如圖 17所示,通過纖維自動鋪放技術與3D 打印技術相結合,實現大尺寸結構件快速成型與小范圍內的材料填充、纖維加密與性能提升,以提高成品結構的整體性能和制造效率。同時,與激光輔助、超聲融合等成型技術結合,能夠提升纖維固化效率,實現原位鋪放成型。

(3)路徑規劃與后處理軟件發展。在結構設計同時進行纖維路徑規劃,能夠實現結構和工藝的協同優化,以提高結構最終性能。目前,已有部分國外商業軟件能夠實現針對自動鋪放技術的 CAD/CAM 環境集成,但針對設計和制造的性能評估還需要進一步提高,同時,國內自主產權的相關軟件也需要加強研發。
(4)多機、多工序協同。多機協同以拓展工作范圍、消除作業死區、提高生產效率,最終實現大尺寸結構件的快速成型。然而,多機組之間的運動精度控制是實現有效協同的關鍵技術手段,如圖 18 所示。同時,多工序協同能夠縮短工序間運轉周期,降低設備空閑率,提高車間整體生產效率。為了實現多機、多工序的協同制造,還需要進一步研究優化算法、傳感器網絡、數據處理技術等方面的關鍵技術。

(5)在線檢測技術。由于復合材料工藝缺陷存在多尺度的不確定性,需要采用高精度的在線檢測技術來實現缺陷的實時監測和控制。為了解決這些問題,當前正在研究和發展一些新的在線檢測技術,例如基于紅外成像的缺陷檢測技術、基于聲發射的損傷檢測技術、基于納米材料的傳感器技術等。這些新技術能夠更加精準地檢測復合材料中的缺陷,并且具有更高的靈敏度和分辨率。
3、復合材料薄壁加筋結構在航空航天領域的應用
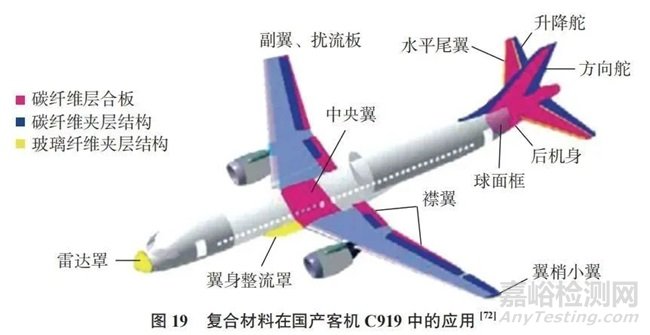
與金屬增材制造發展規律類似,復合材料增材制造正在延伸到更多樣化的領域,尤其是復合材料具有輕質、高強、耐腐蝕等優異性能,已成為航空航天領域的重要材料。復合材料用量也成為評價大飛機設計制造先進性的關鍵指標,如波音 787復合材料用量達 50%,A350XWB 復合材料用量為 52%。圖 19展示了國產大飛機 C919 的復合材料使用情況,在這些由復合材料制造的零件中,包含大尺寸的薄壁加筋結構、夾芯結構、變曲率截面等復雜結構,增加了傳統復材工藝的制造難度。而復合材料增材制造技術提供的靈活性與大尺寸制造能力為這些復雜承載結構件制造提供了新的選擇。
3.1 高性能復合材料
在航空航天領域,復合材料薄壁加筋結構的組元選擇受多種因素影響。從纖維增強體的角度看,常用的復合材料有碳纖維和玻璃纖維復合材料。此外,還發展出了混雜纖維復合材料,以碳纖維與玻璃纖維混雜增強復合材料為例,既有碳纖維復合材料的剛度、強度,又有玻璃纖維復合材料的韌性、斷裂延伸率。這種混雜纖維復合材料,不僅能夠節約成本,還可以通過對纖維及其體積分數的設計拓展復合材料的物理和機械性能,得到單一纖維無法獲得的性質。
從基體的角度看,聚合物基復合材料可以分為熱固性和熱塑性兩類,其中熱固性聚合物基體在高溫高壓或添加催化劑的條件下固化,且固化后不再可塑,因此具有耐高溫、抗腐蝕、高剛度等屬性,但可回收性和加工性能較差。而熱塑性聚合物基體能夠在加熱條件下熔融再加工,因此具有良好的可回收性,且具有較好的抗疲勞性能。目前,一些耐高溫、高性能的熱塑性聚合物基體,如聚醚醚酮、聚苯硫醚(PPS)、聚醚酰亞胺(PEI)等在航空航天領域已有應用。
纖維、基體材料的材料屬性決定結構設計中使用的材料本構模型,除這種材料 – 結構設計自由度外,二者之間的相互作用也會對結構工藝設計產生影響。如纖維與基體的浸潤作用會影響制造環節的具體工藝形式及制造成本,二者之間的熱物理性質差異會引起成型過程中的分層、開裂等缺陷。因此,在進行材料選擇與設計時,應綜合考慮纖維、基體以及二者之間的相互作用,充分發揮復合材料的優勢,以滿足航空航天不同應用需求。
3.2 圓柱狀薄壁加筋結構
圓柱狀薄壁加筋結構通常由圓柱體薄殼和內 / 外部加強筋構成,常見于飛機圓柱形機身、火箭燃料罐、導彈筒等部件。圖 20 展示了一種飛機機身的薄壁加筋結構及其制造過程。針對圓柱薄壁加筋結構在航空航天領域的廣泛應用,需要綜合考慮結構使用過程中的多種載荷,如慣性載荷、溫度載荷、外界環境影響等多種因素。在加強筋結構設計時需要考慮材料屬性、加強筋數量、分布、尺寸等設計變量,以實現足夠的強度和穩定性。

圓柱狀薄壁加筋結構的制造過程常選用纖維纏繞成型工藝,該工藝尤其適用于回轉結構件的生產制造。制造過程涉及材料準備、纖維鋪放、切割、表面處理等多個工序,每個工序都需要保證精度,以實現生產質量和結構使用需求。此外,當前針對圓柱狀薄壁加筋結構的設計制造,存在一些挑戰和需求。例如,如何根據不同的工況和應力情況設計合適的加強筋結構,如何降低加強筋的重量、減少制造成本,如何提高加強筋的定位精度,如何保證結構的性能和質量穩定等問題。因此,對于圓柱狀薄壁加筋結構的研究和發展,需要繼續探索新的設計和制造方法,以滿足不斷變化的航空航天領域的需求和挑戰。
3.3 板狀薄壁加筋結構
板狀薄壁加筋結構在航空航天領域的應用主要包括飛機機翼、火箭外殼、衛星結構等,能夠提高大型平板結構的剛度和強度,同時減輕結構重量,提高飛機 / 航天器等的運載能力和效率,如圖 21 所示。與圓柱薄壁加筋結構設計類似,在進行板狀加筋結構設計時,需要綜合考慮工作載荷類型和大小、環境影響等因素,結合先進的加強筋設計方法,實現薄壁加筋結構的剛度、強度。

在板狀薄壁加筋結構的制造過程中,以纖維自動鋪放技術為主的增材制造技術逐漸被應用于平板結構的生產制造。盡管纖維自動鋪放技術能夠有效提高單位體積纖維的生產制造成本,但是針對大尺寸結構件的一體成型能力和生產成本的降低仍然是制造方面的重點。為此,引入更加龐大、復雜的生產設備可以提高大尺寸結構件的生產能力。此外,利用現有流水線的機器人平臺并采用多機協同的生產策略,能夠降低設備安裝成本。這些方法有助于加速平板結構制造的工藝流程,提高生產效率和質量。
3.4 不規則薄壁加筋承載結構
不規則薄壁加筋承載結構是一種具有非規則截面形狀和加筋形式的薄壁結構,如圖 22 所示,其設計靈活性高于規則薄壁加筋結構,但也更加復雜,需要更多的分析和設計工作。目前,隨著加強筋結構設計方法,尤其是拓撲優化及其他先進設計方法的發展,不規則結構、復雜曲筋的設計能力不斷提高。

在制造方面,隨著機械臂 / 機器人輔助設備的廣泛應用,其靈活、準確的優勢不斷發揮,提高了復雜曲面結構、不規則薄壁加筋結構的生產能力。這類結構的加工靈活性主要取決于曲面本身及加強筋的結構復雜性,對于這種復雜加強筋結構,需要進行纖維鋪放路徑設計。特別是在機械臂式系統中,纖維鋪放 / 打印的自由度大大提高,從而突破了傳統纖維路徑平行和等距限制。因此,通過優化加強筋結構的纖維位置和方向,可以實現機械性能的提高,這為薄壁結構的設計和制造提供了更廣闊的空間和潛力。
4、 結論
復合材料薄壁加筋結構作為輕質、高強的先進承載結構典型代表,其大規模應用推動了結構設計與制造技術的發展。目前平面、圓柱 / 圓錐、大曲率曲面等結構的加強筋結構設計與制造比較成熟,但對于復雜不可解析曲面、不規則結構等的薄殼結構加強筋設計與制造研究仍處于早期階段。針對復合材料薄壁加筋結構設計與制造特點,提出以下趨勢與挑戰。
復合材料增材制造技術提高了纖維增強復合材料結構的制造能力,引入了新的結構、工藝設計自由度,圍繞結構 – 工藝協同設計優化有以下發展趨勢。
(1)復雜結構設計制造。復合材料薄壁加筋結構的復雜性和多樣性在設計制造中提出了一些挑戰。為了更好地應對這些挑戰,需要研究復雜且不可解析空間曲面的數學表征及其加強筋設計,以實現任意空間曲面的性能優化。這需要進一步開發和完善數學模型和計算方法,以支持復雜曲面結構的優化設計。隨著增材制造能力的不斷提升,有望實現任意空間薄壁加筋構件的結構優化設計與制造成型。
(2)性能驅動工藝規劃。增材制造工藝允許精確控制單束纖維的方向,使最終零件達到特定的機械性能,這意味著在進行加強筋 / 纖維路徑設計時需要更仔細地規劃和優化纖維方向,在真實工況與應力狀態下,通過全局 / 局部纖維方向調控實現最終產品的全局 / 局部性能設計。此外,可以引入先進的多物理場仿真技術,如有限元分析和流體動力學模擬,來預測復合材料加強筋在使用過程中的應力分布、變形、損傷等情況,從而更好地進行纖維路徑設計和工藝規劃。
(3)多設計域協同優化。針對復合材料的各向異性,在結構、路徑設計中引入具體材料屬性以實現材料–結構–工藝三者協同設計。目前,基于組合材料的結構優化設計在提高結構強度、剛度、阻尼等方面已經取得了很大的進展,這對于實現復合材料薄壁加筋結構的輕量化設計具有非常重要的意義。同時,通過引入不同纖維及基體組合的具體屬性,提高了設計自由度,以實現材料、結構、工藝的協同設計優化。
受制造設備硬件與復合材料本身性質的影響,也為結構及工藝設計帶來了新的約束,面臨以下挑戰。
(1)結構幾何形狀。在進行復合材料薄殼結構加強筋設計時,結構的幾何形狀也是一個重要的考慮因素。例如,對于殼體最小曲率、纖維最小剪斷距離、纖維預擠出長度等幾何限制,需要進行精確計算和優化。此外,考慮到機械臂或其他自動化系統的靈活性,在進行結構設計時需要考慮具體幾何形狀以及實際制造的工作范圍,對于復雜的形狀可能需要考慮多機組協同設計。
(2)纖維排鋪路徑。在增材制造中,纖維排鋪路徑設計是非常重要的一環,因為它直接決定了增材制造零件的力學性能。同時,纖維路徑不連續會增加纖維剪斷、預擠出等過程,降低生產效率和質量。為了實現最佳的性能,需要在纖維鋪放路徑設計過程中考慮多種因素,如纖維的層疊順序、纖維鋪放路徑、節點處理策略等。特別是對于復雜的結構,如曲面和不規則形狀的零件,纖維鋪放路徑的設計需要綜合考慮結構的力學性能、工藝參數的影響以及生產效率的要求等多方面因素。
(3)關鍵工藝參數。復合材料本身的材料屬性除了由纖維及基體的種類決定外,兩者之間的浸漬程度也是影響材料力學性能的關鍵因素。為了提高浸漬效果、提升復合材料力學性能,需要通過仿真或試驗建立制造過程中打印溫度、速度、預緊力等工藝參數與纖維 – 基體浸漬程度的映射關系,并以此為依據,對工藝參數進行優化。此外,通過使用機器學習等智能算法可以快速、準確找到最佳工藝參數組合,從而進一步提高復合材料的力學性能。
(4)特征處理策略。與均質材料成型不同,纖維特征如交叉、重疊等會出現不可忽略的材料堆積現象,表現為微觀結構中的纖維斷裂和宏觀層面上的層厚變化,造成零件局部力學性能下降與加工幾何精度變差。傳統的纖維方向規劃和路徑設計往往難以處理這些特征,因此亟須發展新的纖維排布和特征處理策略。

來源:航空制造技術


