您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2024-04-28 12:45
摘 要:結構中的焊點往往同時承受軸向和切向載荷的作用,而焊點的單向力學性能不能反映焊點的真實服役狀態.為此,對比了最優參數下的傳統攪拌摩擦焊接(Conventional Friction Stir Spot Welding,CFSSW),無針攪拌摩擦焊接(Probeless Friction Stir Spot Welding,PFSSW)以及掃略攪拌摩擦焊接(Swept Friction Stir Spot Welding,SFSSW)接頭的拉剪和剝離力學性能.針對某小型全鋁電動汽車,提出了焊點多工況服役性能的評價指標,并對3 種焊點的服役性能進行了比較.結果表明,最優參數下的SFSSW 接頭在車身側圍與頂橫梁連接區域的服役性能相較于CFSSW 和PFSSW 分別提高了28.97%和48.86%.在車身結構的前縱梁連接部分,3種焊點均表現出最高的焊點服役性能.地板橫梁與地板縱梁的連接部分表現出最低的焊點服役性能.由此可知,應適當增加焊點的數量以保證結構的安全性.
關鍵詞:車身輕量化;攪拌摩擦點焊工藝;鋁合金;服役性能
國際社會對碳中和與碳排放問題的日益關注,促使汽車制造商將研發重點放在汽車輕量化的開發上[1-2].對于整車結構而言,車身結構的質量約占整車總質量的30%,油耗約占整車的70% [3].采用鋁、鎂等輕量化金屬替代傳統的鋼材是實現車身結構輕量化設計的有效途徑之一.車身結構包括 3 000~4 000 個焊點,高強度和可靠的點焊接頭對車身結構的安全性至關重要.
鋁合金的熔點相對較低,采用傳統的熔焊工藝會存在熱裂紋、氣孔、夾渣等焊接缺陷[4-5].有些牌號的鋁合金甚至被認為不能通過焊接進行連接.傳統攪拌摩擦焊接(Conventional Friction Stir Spot Welding,CFSSW)是由馬自達汽車公司在1993 年發明的.CFSSW 工藝包括下壓、停留和拔出3 個階段[6].在下壓階段,高速旋轉的攪拌頭插入工件到預定的深度.隨后,焊接工具停留一段時間,產生穩態的焊接熱及材料的塑性流動.最后,攪拌頭拔出,完成整個焊接過程.CFSSW 焊點接頭中出現了匙孔和有效連接面積小的焊接問題.為此,工程師們發明了無針攪拌摩擦焊接(Probeless Friction Stir Spot Welding,PFSSW)和掃略攪拌摩擦焊接(Swept Friction Stir Spot Welding,SFSSW).帶有螺紋的攪拌針可以有效地增加焊接過程中的材料流動,并獲得更高的接頭力學性能.然而,Bakavos 等[7]的研究表明,針對薄板的焊接,較短甚至沒有攪拌針的焊接工具也可以獲得良好的接頭力學性能.此外,為了增加接頭的有效連接面積,Buffa 等[8]和Suresh 等[9]在CFSSW 的基礎上增加了攪拌頭的橫向運動,并提出了SFSSW 焊接工藝.現階段,大量的研究工作針對焊接參數對攪拌摩擦點焊接頭力學性能的影響開展了深入的研究.例如,Abbass等[10]探究了攪拌針形貌、刀具轉速與停留時間對AA2024-T3/ AA 5754-H114 的CFSSW 接頭的力學性能的影響,并對焊接參數進行了優化.Xu 等[11]探究了焊接工具的軸肩形貌對PFSSW 接頭力學性能的影響.研究發現凹形和凸形軸肩可以促進界面的連接,并且凹形軸肩獲得最大的接頭拉剪力學性能.此外,Buffa 等[8]探究了掃略路徑對SFSSW 接頭性能的影響,研究對比了圓形、方形以及橢圓形掃略路徑下接頭的力學性能.報道指出圓形和方形路徑的接頭性能相接近,但是方形路徑的工藝窗口更寬.然而,針對攪拌摩擦點焊及其改進工藝力學性能的比較還沒有系統地研究.并且,焊點在結構中往往同時受到軸向和切向載荷的作用,而通過接頭在單向載荷下的強度對接頭性能的評價不能真實地反映焊點的服役狀態.
本文基于前期對攪拌摩擦點焊及其改進工藝焊接參數的研究,對比了車身用鋁薄板的CFSSW,PFSSW 以及SFSSW 工藝的力學性能.為了反映焊點在接頭中的服役狀態,提出焊點服役性能的評價方法.針對最優參數下3 種工藝接頭的服役性能進行了比較.本文旨在為車身結構的焊點性能設計提供參考.
1、攪拌摩擦點焊接頭的力學性能
以鋁、鎂和硅元素為主的六系鋁合金具有優異的成型性、耐蝕性以及良好的焊接性能,在汽車車身結構中得到了廣泛的應用.本文選用車身結構中常用的AA6061-T6 鋁合金,探究攪拌摩擦點焊工藝在車身結構中典型連接位置的服役性能.AA6061-T6鋁合金的化學成分和力學性能分別見表1和表2.
表1 AA6061-T6鋁合金的化學成分(質量分數)
Tab.1 Chemical composition of AA6061-T6 aluminum alloy(mass fractions)

表2 AA6061-T6鋁合金的力學性能
Tab.2 Mechanical properties of AA6061-T6 aluminum alloy

為了比較最優參數下CFSSW、PFSSW 和SFSSW焊點的性能,分別對3 種焊點進行拉剪和剝離性能測試.采用宏利加工中心(M-V6T)進行試樣加工,焊接設備如圖1(a)所示.此外,設計了加工夾具對拉剪和剝離試樣進行裝夾,具體分別見圖1(b)和圖1(c).3種焊點采用相同軸肩直徑的攪拌針進行加工,焊接工具的形狀和尺寸如圖2 所示.基于前期的焊接參數研究,選擇3 種工藝的焊接參數分別為:CFSSW(轉速1 200 r/min,下壓量0.3 mm,停留時間3 s),PFSSW(轉速3 500 r/min,下壓量0.5 mm,停留時間6 s),以及SFSSW(轉速2 050.4 r/min,掃略速度95.48 mm/min,掃略半徑2.96 mm)[12-14].為了消除試件在拉伸過程中的彎矩,在接頭兩端的夾持區域放置相同厚度的墊片.對各組試樣進行3 次重復性試驗,以減少試驗過程中的誤差.試樣加載條件的示意圖如圖3所示.

圖1 焊接設備及夾具
Fig.1 Welding equipment and jigs
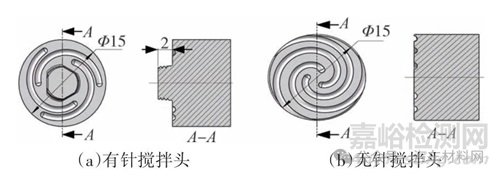
圖2 焊接工具的形狀和尺寸(單位:mm)
Fig.2 Shape and dimension of the welding tool(unit:mm)
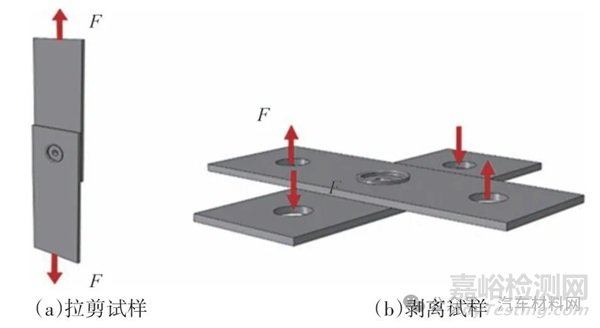
圖3 試樣加載條件的示意圖
Fig.3 Schematic diagrams of loading conditions
1.1 接頭的拉剪性能
采用最優參數對3 種焊點進行加工,并對接頭的拉剪力學性能進行測試,結果如圖4 所示.由于CFSSW 與PFSSW 的攪拌頭不同,二者的連接機制存在差異.傳統焊接工具有一根帶有螺紋的攪拌針,使得材料混合更加充分.而無針攪拌頭依靠攪拌頭的軸肩凹槽使母材流動.CFSSW 焊接體現出“體連接”的特點,而PFSSW 焊接的本質是結合面上的“面連接”.這也造成了CFSSW 接頭的失效位移明顯大于PFSSW 接頭.但是CFSSW 接頭上的匙孔降低了接頭的有效連接面積,使得CFSSW 與PFSSW 接頭獲得相似的拉剪失效載荷,分別為6.68 kN 和6.56 kN.在拉剪載荷下,CFSSW 接頭存在焊核區域的裂紋擴展,所以在斷裂過程中,CFSSW 焊點的失效能量(~13.23 J)明顯高于PFSSW 接頭(~7.72 J).由于SFSSW 接頭的焊接過程相對于CFSSW 增加了攪拌頭的橫向運動,有效地增加了焊點連接面積.所以焊點的拉剪失效載荷(~8.60 kN)和拉剪斷裂失效能量(~19.58 J)均高于CFSSW 接頭.3 種點焊工藝拉剪性能的比較如圖4(d)所示.接頭的拉剪試驗結果表明,SFSSW 的拉剪失效載荷和拉剪能量吸收值均高于CFSSW 和PFSSW接頭.
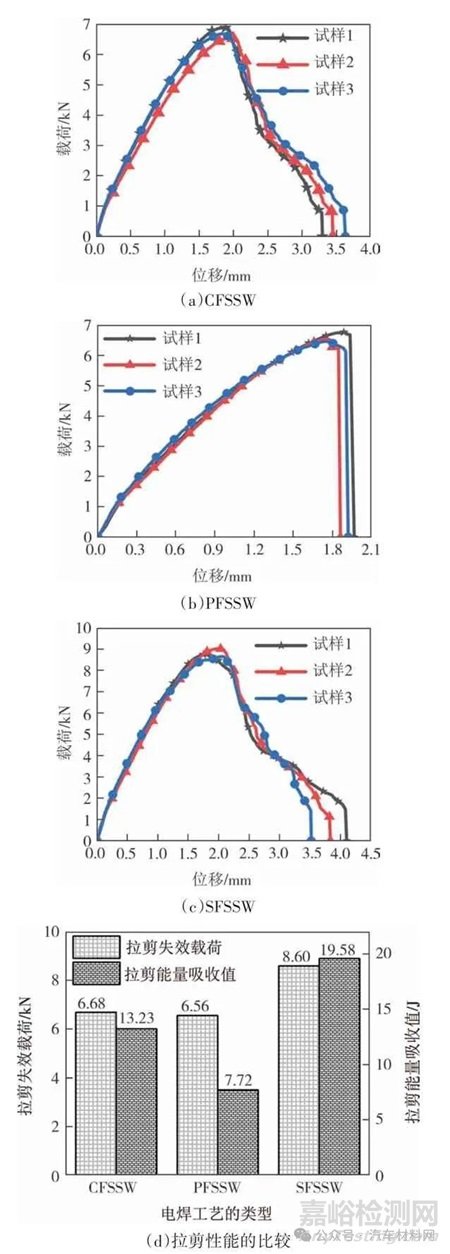
圖4 3種點焊工藝的拉剪力學性能
Fig.4 Tensile shear mechanical properties of the three types of spot welding process
1.2 接頭的剝離性能
在最優參數下,3種點焊工藝的剝離力學性能如圖5所示.由于PFSSW 接頭的焊接機制是上、下板材結合面上的面連接,因此在剝離載荷下,當結合面上的強度達到焊點的剝離強度時,結合面被剝離開.當PFSSW 焊點的剝離載荷達到最大值后迅速降低到零,在3 種焊點中,PFSSW 接頭表現出最低的剝離失效載荷(~0.85 kN)和剝離能量吸收值(~0.59 J).由于SFSSW 的焊接過程相對于CFSSW 接頭增加了攪拌頭的橫向運動,增大了焊點的有效連接面積,所以在剝離載荷作用下,SFSSW 接頭獲得最大的剝離失效載荷(~2.80 kN)和剝離能量吸收值(~20.92 J);CFSSW 接頭得到的剝離失效載荷(~1.84 kN)和能量吸收值(~7.90 J)在二者之間.接頭的剝離力學性能的結果與焊點的拉剪力學性能類似,SFSSW 焊點的剝離失效載荷和剝離能量吸收值均高于CFSSW 和PFSSW接頭.

圖5 3種點焊工藝的剝離力學性能
Fig.5 Peel mechanical properties of the three types of spot welding process
2、焊點的多工況服役性能
傳統的接頭力學性能評價是通過接頭的破壞性試驗獲得接頭的失效載荷來進行比較的,然而,這種評價方式不能真實反映焊點在實際結構中的服役狀態.本節提出一種基于車輛實際服役工況對車身結構的典型連接位置處的焊點服役性能的評價方法,這種評價方法較傳統方法更能夠反映車身結構的實際服役狀態.針對前文提到的3 種點焊工藝的接頭,分別對車身結構的彎曲、扭轉和碰撞工況下結構的安全性能進行評價,選用的結構是某小型全鋁電動汽車的車身結構.汽車的車身結構是整車的重要組成部分,按照相關的有限元前處理標準對車身結構進行前處理.具體的處理過程如下:首先,針對車身結構中的一些尺寸小,且對整體結構分析結果不重要的部分進行簡化或刪除;其次,對車身結構的各部件進行抽中面,以減少結構的計算量;隨后,針對中面處理后的殼單元主體采用四邊形單元進行網格劃分,并在部件的臨界區域適當選用少量的三角形單元.模型分別包含553 009 個四邊形單元和6 815 個三角形單元.
小型電動汽車車身的加載試驗如圖6 所示,建立的車身有限元(Finite Element,FE)模型的彎曲和扭轉剛度與試驗具有較好的一致性,驗證了FE 模型的有效性.結構的FE 模型如圖7(a)所示.轎車在路面行駛過程中,時刻承受著彎曲和扭轉載荷,如果汽車剛度的設置不合理,會使車身局部變形過大,影響成員的舒適性和安全性.現階段,轎車車身大多采用承載式車身結構,白車身的剛度對整車的貢獻率達到60%以上.因此,本文分別在車身結構彎曲、扭轉、正碰和側碰工況下,對焊點在典型區域的力學特性進行FE 分析.在車身結構的相應位置上隨機建立203 個焊點單元,其中,區域A 為車身結構的前縱梁連接部分;區域B 為A 柱與A 柱斜撐的連接部分;區域C為A柱與車門上邊梁的連接部分;區域D為側圍與頂橫梁的連接部分;區域E為B柱與B柱斜撐的連接部分;區域F 為B 柱與地板縱梁的連接部分;區域G為地板橫梁與地板縱梁的連接部分;區域H為A柱與地板縱梁的連接部分.典型連接位置的焊點單元如圖7(b)所示.
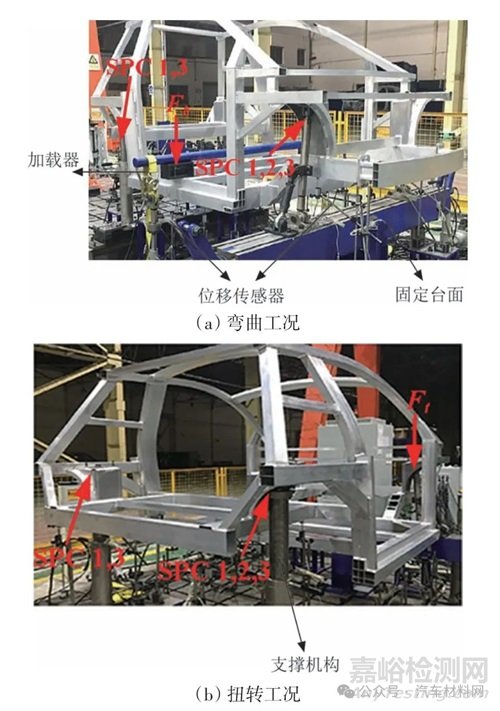
圖6 小型電動汽車車身的加載試驗
Fig.6 Small electric vehicle body loading test

圖7 小型電動汽車車身的FE模型
Fig.7 FE model of the small electric vehicle body
圖8 為考慮多工況的車身焊點服役性能評價方法的流程圖.根據C-NCAP 標準,選取彎曲、扭轉、正碰以及側碰工況,對車身結構服役過程中車身焊點的承載特性進行評估[15].由于AA6061-T6 鋁合金材料對應變率不敏感,所以在本節的碰撞分析中忽略應變率對車身結構力學響應的影響[16-19].通過結構的FE 分析,獲得接頭在軸向以及切向的應力分量,并對它們進行歸一化處理,獲得接頭在典型位置的多工況服役性能的評價指標.對車身結構的FE模型進行典型工況的加載,典型工況的載荷和邊界條件如圖9 所示.在彎曲工況中,固定車身的4 個懸架安裝孔在3個方向上的移動自由度(Ux=Uy=Uz=0,SPC1,2,3).在前后懸架的中點加載z 方向的載荷(Fz=6 000 N),如圖9(a)所示.在焊點扭轉工況中,約束汽車后懸架的2 個安裝孔沿著3 個方向的移動自由度(Ux =Uy =Uz =0,SPC1,2,3).此外,還約束了防撞梁的中點沿y 軸移動自由度外的其他移動自由度(Ux =Uz =0,SPC1,3).在前懸架安裝點施加載荷,形成對車身結構的彎矩(T=2 000 N·m).扭轉工況下的載荷和邊界條件如圖9(b)所示.在車身結構的正碰分析過程中,對整體施加x方向的速度(vx=50 km/h),如圖9(c)所示.為了測試側碰工況對車身結構的影響,剛性柱放置在前后懸架安裝孔的中點,并且設置75°方向的行駛速度,使車身結構碰撞剛性柱,如圖9(d)所示.
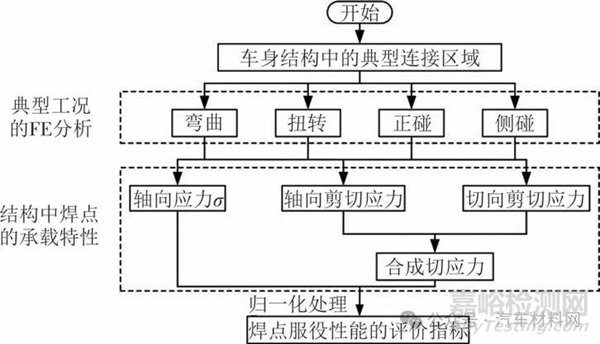
圖8 考慮多工況的車身焊點服役性能評價方法的流程圖
Fig.8 Flow chart of service performance evaluation method for body solder joints considering multiple working conditions

圖9 典型工況的載荷和邊界條件
Fig.9 Loading and boundary conditions for typical working conditions
通過1D Beam 單元對焊點的連接進行簡化,在分析過程中,需要將全局坐標系下的載荷和應力結果轉化到梁單元的局部坐標系.在外載荷作用下,梁單元受到軸向應力σ 以及沿著軸向(rs)和切向(tr)方向上的兩個剪切應力.對兩個垂直方向上的剪切應力進行合成.

式中:τ 為焊點的合成剪切應力; 分別為焊點梁單元在rs和tr方向上剪切應力的分量.
分別為焊點梁單元在rs和tr方向上剪切應力的分量.
車身結構中,典型位置的焊點梁單元測點的正應力σi和合成剪切應力τi的權重分別為:

式中:ωai和ωsi分別為典型工況下焊點簡化梁單元的正應力和合成剪切應力的權重.接頭在車身結構典型位置的正應力和合成剪切應力的權重分別為:

式中:α 和β 分別為焊點的軸向載荷和剪切方向的載荷權重;ni 為車身結構中典型位置的焊點測點的數量.
焊點的多工況服役性能可以通過線性無關的軸向應力和剪切應力基底進行表示[14].本節將車身焊點的服役性能的評價指標定義為:

式中:ηi(i=1,2,3)分別代表3 種焊點的多工況服役性能; 分別為焊點對應的剝離和拉剪失效載荷.
分別為焊點對應的剝離和拉剪失效載荷.
表3 全鋁車身在4種工況下典型連接位置處的軸向與剪切應力的權重
Tab.3 Axial and shear stress weights for the aluminum body at typical positions under the four types of working conditions

有限元分析獲得了4 種工況下203 個焊點測點的應力變化結果.其中,彎曲和扭轉工況選取應力曲線的最后時刻進行正應力和剪切應力的權重計算.而正碰和側碰工況選取結果曲線中應力的最大值計算權重.表3為全鋁車身在4種工況下典型連接位置處的軸向與剪切應力的權重,由表3 可知,焊點承受的軸向載荷要明顯大于剪切方向的載荷.
圖10 為典型連接位置的應力權重與焊點服役性能.由圖10(a)可知,車身的焊點主要承受軸向應力的作用.由圖10(b)可知,SFSSW 焊點在前縱梁等8個典型測量位置均表現出最高的服役性能,CFSSW接頭次之,PFSSW 接頭的服役性能最差.在車身結構的前縱梁連接部分(區域A)3 種焊點均表現出最高的焊點服役性能;地板橫梁與地板縱梁的連接部分(區域G)表現出最低的焊點服役性能,應適當增加焊點的數量以保證結構的安全性.圖11 為車身結構典型位置的焊點服役性能比較.由圖11 可知,在側圍與頂橫梁(區域D)以及地板橫梁與地板縱梁連接區域(區域G),PFSSW 接頭對結構的服役性能的降低程度較高,應選用SFSSW 或CFSSW 工藝進行連接.最優參數下的SFSSW 接頭在車身側圍與頂橫梁連接區域的服役性能相較于CFSSW 和PFSSW 分別提高了28.97%和48.86%.
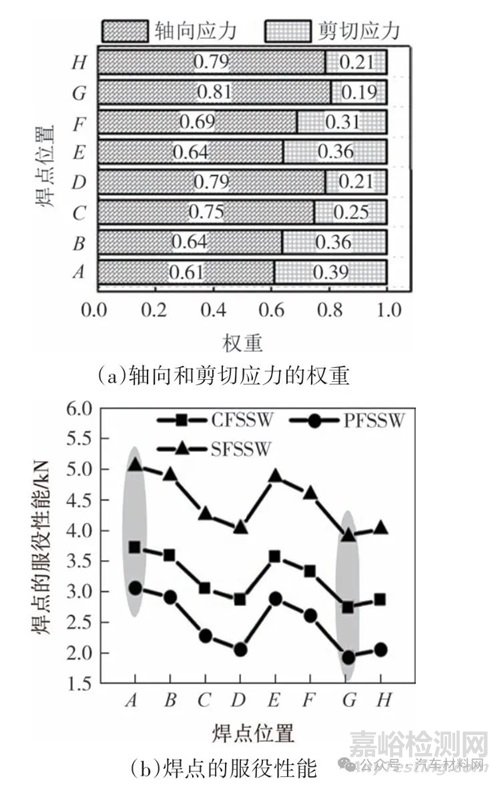
圖10 典型連接位置的應力權重與焊點服役性能
Fig.10 Stress weight and service performance of welds in the typical joining positions

圖11 車身結構典型位置的焊點服役性能比較
Fig.11 Service performance comparisons of welds in typical positions of the body structure
3、結論
為了解決鋁合金材料熔焊帶來的焊接缺陷問題,本文采用攪拌摩擦焊接對車身用AA6061-T6 鋁薄板進行連接.分別對比了最優參數下,CFSSW、PFSSW 和SFSSW 焊點的拉剪和剝離力學性能.并且,針對車身結構的典型連接位置,建立了焊點服役性能與力學性能的內在聯系,并對3 種焊點的服役性能進行了比較.本文的主要結論如下:
1)比較了最優參數下3 種焊點的力學性能,SFSSW 的拉剪和剝離力學性能均高于CFSSW 和PFSSW接頭.
2)將焊點通過1D Beam 單元進行簡化,比較了車身結構典型連接位置處的軸向和切向載荷的占比.結果表明,車身結構的典型連接位置處的焊點主要承受軸向載荷的作用.
3)建立了車身結構典型連接位置處的焊點服役性能的評價方法,并對3 種焊點的多工況服役性能進行了比較.結果表明,SFSSW 的服役性能均高于CFSSW和PFSSW接頭.
參考文獻
[1]GARCÍA A,MONSALVE-SERRANO J,LAGO SARI R,et al.Pathways to achieve future CO2emission reduction targets for bus transit networks[J].Energy,2022,244:123177.
[2]TANG H.Comprehensive considerations on material selection for lightweighting vehicle bodies based on material costs and assembly joining technologies [J].International Journal of Manufacturing Materials and Mechanical Engineering,2017,7(4):1-14.
[3]GOEDE M,STEHLIN M,RAFFLENBEUL L,et al.Super light car—lightweight construction thanks to a multi-material design and function integration[J].European Transport Research Review,2009,1:5-10.
[4]MANLADAN S M,YUSOF F,RAMESH S,et al.Microstructure and mechanical properties of resistance spot welded in weldingbrazing mode and resistance element welded magnesium alloy/austenitic stainless steel joints[J].Journal of Materials Processing Technology,2017,250:45-54.
[5]李落星,張鵬,易林峰,等.焊接速度對鋁合金攪拌摩擦焊接頭性能的影響[J].湖南大學學報(自然科學版),2021,48(12):120-128.LI L X,ZHANG P,YI L F,et al.Effect of welding speed on properties of friction stir welded joint of aluminum alloy[J].Journal of Hunan University(Natural Sciences),2021,48(12):120-128.(in Chinese)
[6]TWI.Refill friction stir spot welding[EB/OL].(2022-05-07)[2022-07-18].https://www.twi-global.com/technical-knowledge/job-knowledge/refill-friction-stir-spot-welding-150.
[7]BAKAVOS D,PRANGNELL P B.Effect of reduced or zero pin length and anvil insulation on friction stir spot welding thin gauge 6111 automotive sheet[J].Science and Technology of Welding and Joining,2009,14(5):443-456.
[8]BUFFA G,FRATINI L,PIACENTINI M.On the influence of tool path in friction stir spot welding of aluminum alloys[J].Journal of Materials Processing Technology,2008,208(1/2/3):309-317.
[9]SURESH S,VENKATESAN K,NATARAJAN E.et al.Performance analysis of nano silicon carbide reinforced swept friction stir spot weld joint in AA6061-T6 alloy[J].Silicon,2021,13(10):3399-3412.
[10]ABBASS M K,HUSSEIN S K,KHUDHAIR A A.Optimization of mechanical properties of friction stir spot welded joints for dissimilar aluminum alloys(AA2024-T3 and AA 5754-H114)[J].Arabian Journal for Science and Engineering,2016,41(11):4563-4572.
[11]XU R Z,NI D R,YANG Q,et al.Pinless friction stir spot welding of Mg-3Al-1Zn alloy with Zn interlayer[J].Journal of Materials Science &Technology,2016,32(1):76-88.
[12]YU G S,CHEN X,WU Z T.Mechanical performance optimization and microstructure analysis of similar thin AA6061-T6 sheets produced by swept friction stir spot welding[J].The International Journal of Advanced Manufacturing Technology,2022,118(5):1829-1841.
[13]YU G S,CHEN X,WU Z T,et al.Effect of tool groove features on the microstructure and tensile-shear mechanical performances of probeless friction stir spot welds[J].The International Journal of Advanced Manufacturing Technology,2022,121(3/4):1837-1850.
[14]ZHANG B,CHEN X,PAN K X,et al.Multi-objective optimization of friction stir spot-welded parameters on aluminum alloy sheets based on automotive joint loads[J].Metals,2019,9(5):520.
[15]王登峰,李慎華.基于Pareto 挖掘的白車身側碰安全件輕量化優化設計[J].中國機械工程,2021,32(13):1584-1590.WANG D F,LI S H.Lightweight optimization design of body-inwhite side impact safety parts based on Pareto mining[J].China Mechanical Engineering,2021,32(13):1584-1590.(in Chinese)
[16]ZHANG X,CHENG G D,ZHANG H.Theoretical prediction and numerical simulation of multi-cell square thin-walled structures[J].Thin-Walled Structures,2006,44(11):1185-1191.
[17]FANG J G,QIU N,AN X Z,et al.Crashworthiness design of a steel-aluminum hybrid rail using multi-response objectiveoriented sequential optimization[J].Advances in Engineering Software,2017,112:192-199.
[18]NGUYEN V S,WEN G L,YIN H F,et al.Optimisation design of reinforced S-shaped frame structure under axial dynamic loading[J].International Journal of Crashworthiness,2014,19(4):385-393.
[19]CAI K F,WANG D F.Optimizing the design of automotive S-rail using grey relational analysis coupled with grey entropy measurement to improve crashworthiness[J].Structural and Multidisciplinary Optimization,2017,56(6):1539-1553.
來源:期刊:《湖南大學學報》作者:于貴申 1,陳鑫 1†,于雪 2,武子濤 1,3

來源:Internet


