【摘要】 對380CL鋼汽車車輪進行了彎曲疲勞試驗,隨后對輪輻進行了疲勞斷口分析和金相檢驗,包括夾雜物的形態、分布和成分,以揭示輪輻疲勞失效的原因。結果表明:疲勞裂紋萌生于輪輻表面,這與微動磨損有關;在振動和法向力的共同作用下,輪輻表面以下形成了深度約100 μm的變形層;輪輻內存在較多尺寸為4 ~6 mm 的球狀夾雜物,加速了高周疲勞階段裂紋的擴展,導致輪輻的疲勞壽命降低。
【關鍵詞】 輪輻,彎曲疲勞試驗,裂紋,夾雜物
隨著重載運輸行業的發展,重載汽車的需求量越來越大,這對車輪的安全性和可靠性提出了更高的要求。車輪是汽車底盤系統中最重要的結構件[1-4],除承載車身質量外,還要承受彎曲和交變扭轉載荷,起承載、驅動、轉向和制動等作用,其性能將影響整車的安全性[5-7]。疲勞開裂是汽車運行中車輪的主要失效形式[3-4,8-9],在周期性載荷的作用下,車輪的疲勞損傷積累到一定程度就會斷裂,具有不可預見性和隱蔽性,危害性極大。因成本優勢和安全性,商用車普遍使用鋼質車輪,通常由輪輞和輪輻焊接而成。輪輞在閃光對焊后采用滾壓成形,是車輪周邊安裝和支撐輪胎的重要零件。輪輻通常采用旋壓成形,是車輪上介于車軸和輪輞之間的重要支承件,因此要求車輪用鋼具有優良的強韌性、可成形性、焊接性及耐疲勞性能等。車輪在使用前必須進行多項測試,其中彎曲疲勞試驗是一項重要的測試項目。本文研究了380CL 鋼輪輻在彎曲疲勞試驗中疲勞失效的原因。
1、 試驗材料與方法
1.1 試驗材料
研究用380CL 汽車車輪鋼的生產工藝為鐵水預處理→轉爐→LF精煉→連鑄→熱軋,精煉采用Ca處理,從強度、成形性能和焊接性能要求等方面考慮,采用低碳錳成分體系,并添加微量的Nb和Ti,一方面可以細化晶粒、提高強度,另一方面也可提高材料的可焊性。380CL鋼的化學成分如表1 所示。
表1 汽車車輪用380CL鋼的化學成分
Table 1 Chemical composition of 380CL steel for automotive wheel
380CL鋼的抗拉強度為409 MPa,屈服強度為282 MPa,斷后伸長率為35%。熱軋采用3 +3 的粗軋工藝,中間坯厚度為50 mm;精軋經過7 架次軋制,層流冷卻采用前段集中冷卻,熱軋卷厚度為13. 5 mm。熱軋卷的抗拉強度為409 MPa,屈服強度為282 MPa,斷后伸長率為35%。380CL鋼的顯微組織為鐵素體和少量珠光體,鐵素體晶粒度為10 級,無帶狀組織,如圖1 所示。
圖1 380CL鋼的顯微組織
Fig.1 Microstructures of the 380CL steel
1.2 彎曲疲勞試驗
車輪的彎曲疲勞試驗設備包括一個被驅動的旋轉裝置,車輪固定不動承受旋轉彎矩;或使車輪在一個固定彎矩作用下旋轉,如圖2 所示。為對車輪施加彎矩,在加載臂上施加一個平行于車輪安裝面的載荷。加載系統保持設定的載荷,試驗設備安裝臺的表面光潔平整,且與車輪在車輛上采用的連接件具有相同的裝配特性。試驗對連接件表面硬度、螺孔或螺栓位置均有一定要求,試驗彎矩、輪胎與路面間的摩擦因數等相關參數按GB/T 5909—2021《商用車車輪彎曲和徑向疲勞性能要求及試驗方法》設定,車輪尺寸為19. 05 ~57.15 cm,試驗力為3 550 kg。彎曲疲勞試驗結果如表2 所示。
圖2 車輪彎曲疲勞試驗示意圖
Fig.2 Schematic diagram of bending fatigue testing for the wheel
表2 380CL鋼車輪的彎曲疲勞試驗結果
Table 2 Bending fatigue testing results of the 380CL steel wheel
2、試驗結果和討論
2.1 疲勞失效的輪輻
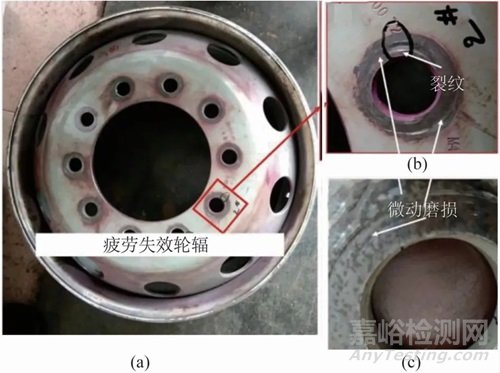
從表3 疲勞試驗結果可以看出,雖然輪輻達到了標準要求的25 萬次疲勞壽命,但在循環次數達到42.4 萬次左右時檢測到了疲勞裂紋,裂紋出現在輪輻的螺栓孔處,如圖3(a)所示。裂紋出現在輪輻與試驗臺(車輪連接件)的接觸面,延伸至螺栓孔內壁,輪輻螺栓孔周圍還有明顯的褐色磨損痕跡,是典型的微動磨損形貌,磨損深度不同,如圖3(b,c)所示。
圖3 失效輪輻的疲勞裂紋
Fig.3 Fatigue crack on the failed wheel disc
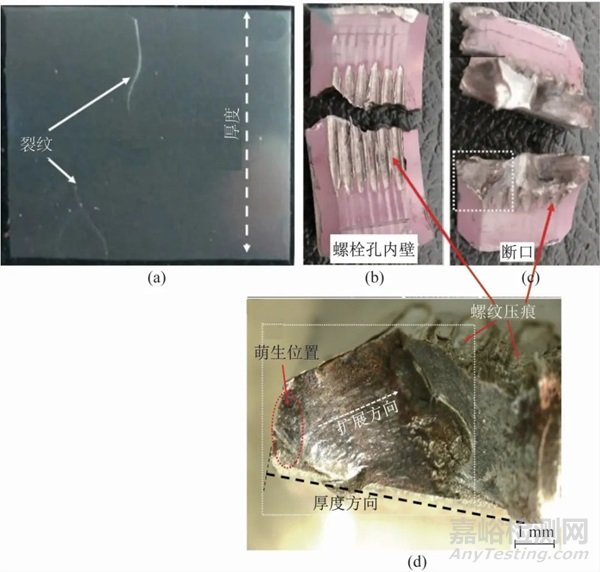
采用線切割從疲勞失效的螺栓孔處取樣,檢測裂紋部位的微觀組織、夾雜物及斷口形貌,如圖4(a)所示。同時,在靠近螺栓孔內壁裂紋處切取斷口試樣,在開裂區域取樣進行金相檢驗。在螺栓孔內壁發現嚴重磨損,連接螺栓在螺孔內壁靠近裂紋一側出現明顯的螺紋壓痕,如圖4(b)所示。說明在疲勞試驗過程中,由于輪輻與連接件之間發生了滑移從而導致螺栓傾斜與內壁接觸,產生壓痕,這也從另一方面驗證了疲勞試驗過程中輪輻發生了微動磨損。在失效輪輻其他螺栓孔中相同方向的內壁也發現有這種現象。
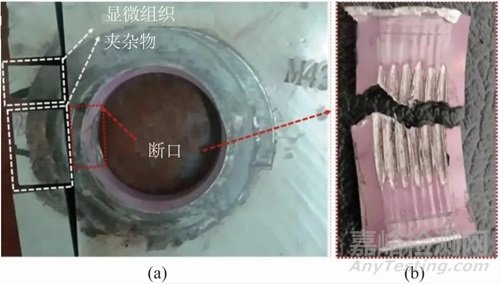
圖4 失效輪輻(a)及從裂紋部位切取的試樣(b)
Fig.4 Failed wheel disc(a)and the specimen cut from crack place(b)
從裂紋處的宏觀組織可知,裂紋萌生于輪輻的上下表面并向內部擴展,兩處裂紋均未貫穿輻壁,如圖5(a)所示。由于輪輻兩個面的裂紋均未貫穿,取樣時用外力沿疲勞斷裂面將輪輻斷開,得到圖5(b ~c)所示的白亮色斷口。
圖5 失效輪輻疲勞斷口的宏觀形貌
Fig.5 Macroscopic appearance of fatigue fracture of the failed wheel disc
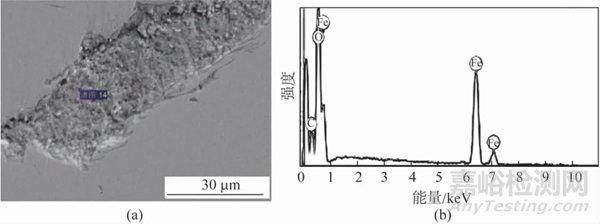
褐色區域為疲勞斷口,在循環載荷作用下,經過反復摩擦,斷口表面較光滑。另外,由于斷口已出現嚴重氧化(圖6),疲勞輝紋不明顯,如圖5(d)所示。盡管斷口污染較嚴重,但仍可看出裂紋起始于輪輻表面,擴展方向與厚度方向呈約30°的角,向螺栓孔內壁方向擴展至螺栓孔內壁。
圖6 疲勞裂紋的能譜分析
Fig.6 Energy spectrum analysis of the fatigue crack
2.2 輪輻的顯微組織
如圖7 所示,失效輪輻的顯微組織與圖1 所示的380CL 鋼卷的一致,為鐵素體和珠光體,且在輪輻厚度方向晶粒細小均勻,輪輻中心有輕微偏析。因為疲勞裂紋的萌生及擴展未達到中心區域,因此中心偏析不會導致疲勞失效。
圖7 疲勞失效輪輻表面以下1/2(a)和1/4(b)厚度處的顯微組織
Fig.7 Microstructures at 1/2(a)and 1/4(b)thickness below surface of the fatigue-failed wheel disc
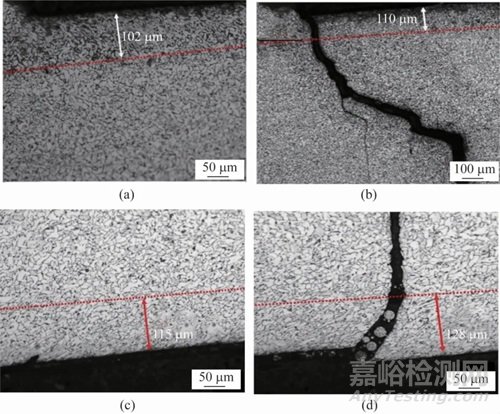
從斷口形貌可知,在彎曲疲勞試驗中,連接件或螺栓墊片在與輪輻的接觸面發生了微動磨損,致使輪輻的上下表面發生塑性變形,如圖8 所示。從圖8(b,d)可明顯看出,裂紋起始于晶粒變形區,其擴展方向基本與晶粒變形方向一致,即摩擦副相對運動的方向。變形層深度可達100 mm,并且裂紋附近變形層更深。從圖8(b,d)可知,輪輻上下表面開裂處的晶粒變形深度分別為110 和128 mm。
圖8 輪輻上(a,b)、下(c,d)表面的顯微組織
Fig.8 Microstructures of upper(a,b)and lower(c,d)surface of the wheel disc
檢測疲勞裂紋周圍的夾雜物發現,輪輻D 類夾雜物較多,如圖9(a)所示。夾雜物尺寸約4 ~6 mm,如圖9(e,f)所示。夾雜物尺寸小、數量多,選一個較差視場評定為D2.0 細系。裂紋附近均有這類夾雜物,對裂紋的擴展有一定影響,如圖9(b ~d)所示。

圖9 輪輻疲勞裂紋附近的夾雜物
Fig.9 Inclusions near the fatigue crack in the wheel disc
對疲勞裂紋邊部一球形夾雜物進行了能譜分析,結果顯示,該夾雜物具有鎂鋁尖晶石結構,如圖10(a ~b)所示。對另一球形夾雜物進行面掃描,結果表明,這類球形夾雜物內部為Al2O3 和MgO,外層為Mn、Ca、Ti的硫化物,如圖10(c)所示。
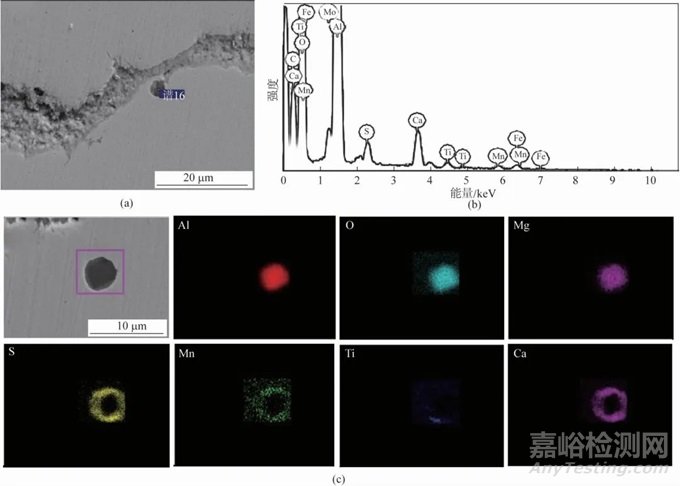
圖10 失效輪輻內夾雜物的能譜分析(a,b)和面掃描分析(c)
Fig.10 Energy spectrum analysis(a,b)and linear scanning analysis(c)of inclusions in the failed wheel disc
2.3 輪輻疲勞開裂分析
如上所述,裂紋在螺栓孔邊緣的上下表面產生,沿表面和壁厚方向擴展。疲勞試驗過程中,車輪輪輻與試驗臺用螺栓固定,由于兩者之間存在微米級的間隙,試驗過程中發生微小的相對運動,接觸面發生微動損傷。
在彎曲疲勞試驗過程中,輪輻的失效與微動磨損有關。微動疲勞[10-12]是指在循環載荷的作用下,相互接觸的表面在法向力作用下互相擠壓并產生往復相對滑動,滑動幅度為5 ~400 μm,產生小振幅相對滑動,導致部件疲勞強度降低或早期斷裂。在摩擦表面法向力和振動的作用下,產生粘合點和表面傷疤,疲勞往往產生于試樣表面或有缺陷處或最大應力處,最終成為疲勞裂紋的起始點。
如圖11 所示,失效輪輻的組織為圖1 所示的鐵素體和少量珠光體,其變形性能良好。在彎曲疲勞試驗過程中,輪輻上下表面在車輪連接件和螺栓墊片夾緊力、摩擦力的作用下發生如圖8 所示的塑性變形,塑性變形區會產生大量位錯,導致塑性變形受阻,因此變形層深度僅約100 ~130 mm。輪輻表面發生微動磨損,在循環載荷的作用下輪輻表面應力集中區即晶粒變形層產生裂紋。

圖11 輪輻彎曲疲勞試驗過程中初始(a)和高周(b)階段微動疲勞的示意圖
Fig.11 Schematic diagrams of fretting fatigue at initial(a)and high cycle(b)stages during bending fatigue testing for the wheel disc
在循環載荷的持續作用下,裂紋進一步擴展。而輪輻內有大量如圖10 所示的球狀夾雜物,其變形性能差,導致基體與夾雜物的變形不一致,隨著循環次數的增加,這種效應加劇,并在夾雜物周圍產生應力集中,導致裂紋快速向這些應力集中點擴展。如圖9、圖10 所示,夾雜物尺寸小于10 mm,且形態為鈣處理后的包覆類球形夾雜物,對成形和焊接等加工的影響不明顯[13-14],但會惡化疲勞性能,所以在低周疲勞階段夾雜物的影響較小,在高周疲勞階段影響較大,導致380CL 鋼輪輻的彎曲疲勞壽命僅為42.4 萬次。為進一步提高輪輻的彎曲疲勞性能,尤其是螺栓孔部位的微動疲勞,在車輪用鋼的冶煉流程尤其是精煉工序,應優化鈣處理工藝,確保有足夠的鋼包底吹(靜吹)時間提高鋼水質量。
3、 結論
(1)疲勞裂紋從輪輻的上下表面萌生并向內部擴展,疲勞壽命為42.4 萬次時,裂紋未貫穿幅壁。
(2)在彎曲疲勞試驗中,輪輻表面與試驗墊片和連接件之間在循環載荷的作用下產生微動磨損,并產生疲勞裂紋。
(3)在彎曲疲勞試驗中,在法向壓力和振動力的作用下,輪輻表面形成了深約100 mm 的塑性變形層,疲勞試驗初期裂紋的擴展方向與變形方向一致。
(4)輪輻內有較多的尺寸為4 ~6 mm的球形夾雜物,加速了高周疲勞階段裂紋的擴展,降低了輪輻的疲勞壽命。
參考文獻
[1]HU J,DU L X,WANG J J,et al. Cooling process and mechanical properties design of hot- rolled low carbon high strength microalloyed steel for automotive wheel usage[J].Materials and Design,2014,53:332-337.
[2]許珞萍,邵光杰,李麟,等. 汽車輕量化用金屬材料及其發展動態[J].上海金屬,2002,24(3):1-7.
[3]JHA G,DAS S,LODH A,et al. Development of hot rolled steel sheet with 600 MPa UTS for automotive wheel application[J].Materials Science and Engineering A,2012,552:457-463.
[4]DEY A,JUGADE H,JAIN V,et al. Cracking phenomena in automotive wheels:an insight[J]. Engineering Failure Analysis,2019,105:1273-1286.
[5]張明博,劉效云,高建國,等. C380CL鋼車輪焊縫開裂原因分析[J].上海金屬,2019,41(3):34-38.
[6]馬鳴圖,SHI M F.先進的高強度鋼及其在汽車工業中的應用[J].鋼鐵,2004,39(7):68-72.
[7]祖榮祥.熱軋高強度鋼的研究及在汽車車輪上的應用[J].汽車工藝與材料,1994(12):23-27.
[8]康永林,朱國明.中國汽車發展趨勢及汽車用鋼面臨的機遇與挑戰[J].鋼鐵,2014,49(12):1-7.
[9]張大偉,杜林秀,肖寶亮,等.乘用車輪輻用600 MPa 級熱軋雙相鋼失效原因分析[J]. 金屬熱處理,2018,43(7):224-228.
[10]OUNPANICHA D,MUTOH Y,YOSHII K. Plain fatigue and fretting fatigue behavior of hot- rolled steel sheet after cold spinning[J]. Materials Science and Engineering A,2009,509(1/2):14-22.
[11]蔣小松,何國求,何冰,等.材料的微動疲勞機理及防護措施的研究進展[J].材料導報,2008,22(12):10-14.
[12]ZHENG J F,LUO J,MO J L,et al. Fretting wear behaviors of a railway axle steel[J]. Tribology International,2010,43(5/6):906-911.
[13]楊振國,張繼明,李守新,等. 高周疲勞條件下高強鋼臨界夾雜物尺寸估算[J]. 金屬學報,2005,41(11):1136-1142.
[14]溫瀚. SCX400 車輪鋼非金屬夾雜物控制工藝研究與實踐[J].煉鋼,2020,36(6):54-60.