摘 要 / Abstract
本文通過匯總國內外相關文獻����,并結合藥品生產企業實踐經驗����,對我國常見的塑料包裝輸液生產工藝及包裝形式進行分析�����,綜合比較聚丙烯輸液瓶���、非PVC軟袋�、直立式聚丙烯輸液袋�、內封式聚丙烯輸液袋4種包裝形式的輸液生產工藝,以及其技術特點、設備性能及工藝步驟��。嘗試性地提出應從產品質量控制指標及藥物經濟性兩個層面進行分析�,以及應理性探討在不同特定條件下藥品生產企業如何結合自身發展和需要��,選擇最適宜的生產工藝����,以期為相關單位選擇策略提供參考���。
This paper summarizes relevant literature at home and abroad and combines practical production experience of pharmaceutical enterprises to analyze the production processes and packaging forms of common plastic packaging for infusions in China. Four packaging forms, including polypropylene infusion bottles, non-PVC soft bags, upright polypropylene bags, and blow-fill-seal bags, are comprehensively compared in terms of their production processes, technical characteristics,equipment performance, and process steps. The paper proposes an analysis based on product quality control indicators and drug economy, as well as rational discussions on how pharmaceutical manufacturers should choose the most appropriate production technology according to their own development and needs under different specific conditions. This study aims to provide references for relevant organizations in selecting appropriate strategies.
關 鍵 詞 / Key words
塑瓶����;軟袋;可立袋�����;BFS �;質量控制指標
plastic bottle; soft bag; upright polypropylene bag; BFS; quality control indicators
目前,國內外上市的供靜脈輸注的注射劑產品包裝材料主要包括玻璃�、塑料等����。由于玻璃輸液瓶存在重量大��、運輸不便���、生產工藝繁復等問題��,因此供靜脈輸注的注射劑產品由塑料包裝代替玻璃包裝的趨勢發展迅速。目前�,市面上�,輸液塑料包裝成為主流方式�����,常見包裝材料包括聚丙烯輸液瓶、非PVC軟袋��、直立式聚丙烯輸液袋�����、內封式聚丙烯輸液袋等[1]�����。聚丙烯輸液瓶(以下簡稱塑瓶)以聚丙烯粒料作為原料���,經過注吹拉工藝制成盛裝藥液的塑料容器���。非PVC軟袋(以下簡稱軟袋)是將膜材通過制袋-灌裝-封口而形成���。直立式聚丙烯輸液袋(以下簡稱可立袋)采用聚丙烯粒料經注塑-制袋-洗灌封連續化生產�。內封式聚丙烯輸液袋(以下簡稱內封袋)是通過吹灌封技術(blow-fill-seal,BFS)在一臺設備上完成容器吹制成型��、藥液灌裝和容器封口���。本文結合醫藥行業的發展���,綜合比較塑瓶��、軟袋、可立袋��、內封袋4種包裝形式的輸液生產工藝����,對比研究其技術特點、生產設備及工藝步驟�����;并通過比較幾項重要質量控制指標�����,例如不溶性微粒、透光率、無菌保證水平等���,結合藥物經濟的考量,分析不同材料和工藝優劣勢,以期為藥品生產企業如何基于需求選擇最適宜的生產工藝提供參考與借鑒����。
1�、塑料包裝
1.1 塑瓶包裝生產技術
1.1.1 發展概況
由于玻璃輸液瓶存在較重����、不便攜帶和運輸、生產工藝復雜等問題,20世紀60年代�����,國際上出現了以塑料材質作為包裝容器的輸液產品�,結束了玻璃輸液瓶獨占輸液包裝技術的局面[2]。20世紀80年代我國引進了塑瓶大輸液生產線,開創了塑瓶包裝輸液的新局面[3]���。引進初期由于設備、粒料均為進口,生產成本高等因素阻礙塑瓶的推廣,隨著我國相關企業逐步認識到塑瓶包裝具有安全性、重要性及便捷性等優勢�����,制藥機械行業開始學習國際先進的技術��,研制出洗灌封一體機�、吹塑拉伸成型機等���;包裝材料行業也相繼研制成功適應輸液包裝的聚丙烯原料��。塑料包裝逐步替代玻璃包裝,并成為臨床使用深受歡迎的輸液產品���。
目前,由于塑瓶包裝不可密閉輸注��,現已逐步被其他可密閉輸注的產品替代���,市場份額越來越小��。
1.1.2 生產設備及工藝
塑瓶的生產設備包括注塑機�、吹瓶機��。生產工藝步驟分為兩步:(1)熱塑性粒料經高溫高壓擠出�,在模具里形成獨立的瓶胚,冷卻�����、脫模成型���;(2)瓶胚經過二次加熱����、拉伸等工序吹制成容器,供下一步工序使用。隨著技術的進步和發展,塑瓶輸液生產技術較初期發生了較大變化���。目前,多采用注塑-吹瓶-洗灌封設備連線生產。
1.1.3 塑瓶包裝技術特點
塑瓶包裝技術具有以下優勢[4]:(1)重量輕�����,瓶重僅為玻璃瓶重的1/5����,且不易破損����,利于長途運輸;(2)生產效率高�,生產工藝更為簡單且省去玻璃瓶復雜的洗滌消毒工序�����。塑瓶包裝技術雖然克服了玻璃瓶包裝技術的缺陷,但仍存在一些問題[2]:(1)不具自收縮性����,塑瓶與玻璃瓶一樣����,在使用過程中需插入空氣針����,微生物及微粒仍可通過空氣針進入,對人體造成損害���。(2)熱穩定性劣于玻璃瓶,聚丙烯(PP)塑瓶不耐低溫���,遇冷易脆、開裂����;聚乙烯(PE)塑瓶不耐高溫�,滅菌時不能達到通常所要求的121℃��。
1.2 軟袋包裝生產技術
1.2.1 發展概況
由于塑瓶輸液在使用過程中仍需插入空氣針�,建立空氣通路�����,才能使藥液順利滴入,但空氣中的微生物及微粒仍可通過空氣針進入,可能會對人體造成傷害[2]����。為解決塑瓶輸液臨床使用的安全性問題��,軟袋包裝技術應運而生,其可實現全密閉式輸液,避免敞口式及半開放式輸液的安全隱患,提高了輸液的安全性�����。根據軟袋的材質可分為PVC軟袋包裝和非PVC軟袋包裝��。由于PVC軟袋存在穩定性���、耐熱性差���,溶出物較多��,焚燒時有害氣體污染環境等不足[5]�����,已逐步被取代。20世紀90年代���,一種非PVC軟袋包裝技術出現,其不僅擁有自收縮的優點�,還克服了PVC軟袋的不足�����。
1.2.2 生產設備及工藝
由于PVC軟袋存在諸多不足���,國家藥品監管部門在2000年9月就停止了對新建PVC軟袋包裝輸液生產線的審批[6]��。針對非PVC軟袋包裝技術�,閆皙等[7]對非PVC軟袋大輸液的生產工藝流程進行了簡要概述���,即主要流程為制袋-灌裝-封口����。在制袋過程中,一般需要依次經過放卷、印刷�����、外形封口�、裁剪、接口送料(定位)、接口封口�、袋上部封口���、最終封口����、成袋等工序�。某公司生產的SRD系列軟袋聯動生產線,可以自動化、連續化完成制袋成形���、灌裝與熱熔封口,主要應用于50~3000ml的軟袋大輸液生產[8]。此外�����,也有藥品生產企業采用直接從藥包材生產廠家購買成型的輸液袋用于輸液產品的生產���,其一般生產流程為進袋����、真空(充氮)��、灌裝����、加蓋和出袋等��。直接購買輸液袋不僅能夠節省場地和設備的投入��,也節約了勞動力。
1.2.3 非PVC軟袋包裝技術特點
非PVC軟袋包裝技術經歷了兩個發展階段����,一是聚烯烴復合膜包裝技術���,由于在制備過程中使用了黏合劑���,不利于膜材的穩定���,同時對藥液的穩定性存在潛在影響��,因此該技術在輸液生產的應用受到了一定程度的影響;二是聚烯烴多層共擠膜包裝技術����,該技術在制軟袋過程中采用多層聚烯烴材料同時熔融交聯擠出�����,無需加入黏合劑����,消除了黏合劑對膜材�����、藥液穩定性的不良影響[9]。目前�����,非PVC軟袋多采用多層共擠膜包裝技術��,一般內層為完全無毒的惰性聚合物�����,化學性能穩定;中層為致密材料����,具有良好的水�����、氣阻隔性能;外層主要作用是提高軟袋的機械強度����,增強其防摔抗壓性能�����。因此,非PVC軟袋具有以下優點:(1)安全性好��,具有自收縮性����,可全密閉式輸液���;(2)熱穩定性好�,不易受熱脫落、降解產生溶出物;(3)對水����、氣透過性極低����,使藥液濃度保持穩定���,可保證產品的儲存期��;(4)環保�,焚燒等處理后只產生水����、二氧化碳,對環境污染小。但是,非PVC軟袋在臨床使用中仍存在明顯局限����,例如��,受膜材及結構特點影響,其不耐受擠壓,較易發生漏液,平放穿刺操作多有不便等。
1.3 可立袋包裝生產技術
1.3.1 發展概況
為解決臨床需求�����,市場急需一種既能兼有塑瓶耐擠壓又能兼有軟袋可實現密閉輸液的更安全、更經濟的產品���,為此�,可立袋包裝技術于2005年在我國首先研制成功,其輸液產品自2007年正式投放市場以來,在臨床使用中深受歡迎�。因其具有安全方便����、耐擠壓等優勢成為臨床應用的首選產品之一���,作為“摔不壞”的輸液產品拯救了無數的生命[10]�����??闪⒋彩抢^玻璃瓶��、塑瓶����、軟袋之后國家藥品監管部門批準的全新的輸液包裝容器�,其綜合了塑瓶、軟袋產品的優點�����,更具有操作方便和安全性能良好等特點[11]���。
1.3.2 生產設備及工藝
可立袋包裝生產是多臺設備連續���、自動進行注塑-制袋-洗袋-灌裝-封口�����,并在胚、袋的傳輸過程中增加潔凈風保護的一種生產技術����。目前��,我國大部分藥品生產企業采用輸送帶連接注塑機、制袋機與洗灌封聯動機及相配套的輔助設施生產可立袋包裝的輸液���。該工藝步驟為:(1)熱塑性粒料經高溫高壓擠出,在模具里形成獨立的袋胚后���,轉移至制袋工位;(2)經過加熱���、拉伸等工序吹制成容器,將空袋傳送至下一工序����;(3)進行離子風洗袋����、藥液灌裝和容器封口�。隨著人工智能等技術的發展與成熟,人工智能機器人在醫藥生產行業得到廣泛應用����,例如灌裝�、分揀���、無菌轉運等��,其中關鍵技術如人機交互����、柔性抓取���、瓶口定位�、任務調度等均實現迅速發展[12-13]����。例如�,我國某藥品生產企業借鑒工業機器人的應用技術對現有設備進行升級改造�,升級后的設備具有以下優勢:(1)選擇全電動高速伺服注塑設備搭配胚環一體模具;(2)使用柔性交接設計���,避免硬接觸損傷袋胚;(3)袋胚轉移區域設計A級層流保護��,避免微生物和微粒的引入�����;(4)集成控制系統統一操作����,增加視覺成像系統��,取消人工選胚操作�,減小勞動強度和難度�����。
1.3.3 可立袋包裝技術特點
可立袋包裝既能像塑瓶一樣直立擺放���,又具備軟袋自收縮排液的優點����?���?闪⒋w的上段����、中段和下段采用合理的形狀設計,有利于臨床使用時藥液的體積在自收縮壓力下逐漸減少,消除了液體的流動死角���。袋體下段弧度有利于在臨床使用過程中的自收縮,減少排液后袋體的空間,以達到真正的徹底排液��。該項技術具備創造性和先進性����,主要體現在以下幾個方面:(1)安全性,靠自身的收縮來調整瓶內的壓力,輸液時無需引入外界空氣�,實現全密閉式輸液�,提高了在輸液過程中的安全性�����;(2)實用性���,可直立擺放�,克服了軟袋不能直立擺放���、配液操作不便的缺點��,方便醫護人員操作�;(3)抗壓抗摔性����,便于運輸、貯存和使用;(4)環保性,所用材料為生物可降解型�,焚毀產物對環境污染小[10-11]����。
1.4 內封袋包裝生產技術
1.4.1 發展概況
內封袋輸液包裝生產采用吹灌封三合一無菌灌裝(BFS)技術����,由一臺多功能集成單元的機器連續地����、全自動化地完成容器吹塑成型、藥液灌裝和密封�。BFS技術源于20世紀60年代的歐洲地區����,20世紀80年代初期,上海的一家藥品生產企業最先引進該技術用于生產滴眼劑[14]����。目前����,BFS技術主要應用于塑料安瓿類小容量注射劑[15-17]���,在輸液領域的應用極少��。采用BFS技術生產的輸液袋一般稱為內封式輸液袋��,查詢國家藥監局網站信息,我國內封式輸液袋的生產企業僅有10家。
由于塑料安瓿較玻璃安瓿具有明顯的質量優勢�����,例如��,可避免玻璃安瓿在掰折時產生的大量玻璃屑�����、瓶內負壓造成的微粒污染風險[18]����、醫護人員被玻璃割傷的風險等[19],所以BFS技術在塑料安瓿的應用前景廣闊�����。我國部分制藥裝備企業為抓住市場機遇��,于2000年后開始進行BFS設備的相關研究��,但目前研制的BFS設備在產品質量、結構優化�����、核心部件與軟件系統等方面與國際先進水平尚存在一定差距�。
1.4.2 生產設備及工藝
BFS設備包括直線往復式和旋轉式兩種機型。傳統間歇式BFS設備也稱“往復式”BFS設備����,采用開放型胚工藝�,在生產時��,粒料擠出和型胚切割刀與型胚接觸時會產生非活性微粒�����。因此,為降低微粒的產生���,提升產品質量,“旋轉式”BFS設備應運而生�,其采用密閉型胚工藝,無需使用切割刀,減少了微粒的產生�����。
內封袋包裝輸液產品采用“往復式”BFS設備生產��,其工藝步驟如下[20]:(1)將熱塑性顆粒經高溫高壓擠成型胚�����,型腔內吹入無菌空氣;(2)割刀切斷型胚,模具閉合�,型胚底部密封的同時�����,灌裝頭伸入容器頸部,型胚吹塑成形;(3)將待灌裝的藥液通過灌裝頭即刻注入瓶中;(4)瓶中藥液灌裝達到設定量��,灌裝頭撤回,立刻封口�����;(5)模具打開��,產品經機械手傳送至下一流程��。
BFS技術將多個工序集中在一臺設備上連續完成,設備占地面積較小��。張洪飛[21]針對BFS設備的特點做了較為詳細的闡述����,其認為一般具有以下特點:(1)設備灌裝區為小區域的無菌環境或本身具備A級風淋裝置;(2)計算機程序控制吹灌封的整個生產過程���,可實現自動化生產;(3)采用黑白分區的模塊化設計���,各個結構的安裝緊湊���。
1.4.3 內封袋包裝技術特點
內封袋可直立擺放��、可實現密閉輸液���,與可立袋屬于同類產品���,具有同樣的臨床應用優勢�����。但內封袋目前主要采用進口的BFS設備生產,設備價格昂貴、粒料的利用率低、生產效率低,且使用“往復式”BFS設備生產時,在塑料包裝容器的注塑、吹制成型過程中�����,不可避免會產生塑料碎屑��。此外�,由于容器較大��,灌裝暴露時間長���,離吹瓶工位較近���,應高度關注微粒引入的風險��。
2、不同包裝技術生產輸液的對比
輸液是指由靜脈滴注輸入體內的大劑量注射液����,一次給藥在100ml以上,臨床常用的治療手段之一��,其對安全性要求極高��,關鍵質量屬性包括無菌����、細菌內毒素�、不溶性微粒、可見異物等����。輸液生產技術一直在不斷發展�����,如何選擇輸液生產工藝才能兼顧保證藥品的安全性、可及性����、經濟性��,是行業高度關注的問題。為此�����,筆者從質量控制及藥物經濟性兩個方面考慮,選取相關的指標(包括不溶性微粒����、透光率�����、無菌保證水平以及粒料可及性、設備成本���、生產效率等)�����,分析在不同生產條件下�,不同包裝輸液產品生產技術的優劣勢���,以期能為相關單位提供參考����。
2.1 質量控制
2.1.1 不溶性微粒
藥品生產、儲存和運輸過程以及臨床使用過程��,都可能伴隨不溶性微粒的產生����,含有不溶性微粒的藥液進入體內可能會引起諸多反應。成年人的毛細血管直徑約為7~9μm����,微粒進入血液循環系統�����,小粒徑微粒可以通過腎臟排出�����,而大粒徑微粒在體內的危害直接且嚴重��,可引起靜脈炎���、肉芽腫、熱原反應、血管栓塞等[22]�����。此外�����,還可能會導致全身炎癥反應綜合征(SIRS)���、器官衰竭[23]���,甚至會造成休克�����。因此,控制10μm以上粒徑微粒的數量至關重要。對于輸液產品,《中國藥典》(2020年版)[24]要求利用光阻法檢查����,標示裝量為100ml或100ml以上的靜脈用注射液����,除另有規定外��,每1ml中含10µm及10µm以上的微粒數不得過25粒�,含25µm及25µm以上的微粒數不得過3粒。查閱《美國藥典》《歐洲藥典》等,其規定與我國一致。各國標準均未對10μm以下的小微粒數做出規定��。
根據國家藥典委員會在2016~2018年開展的一項研究�,生產過程中影響輸液不溶性的因素包括原輔料、注射用水���、輸液包材和生產環境�����、生產工藝�、生產人員等���。根據輸液中的不溶性微粒水平�,可以區分輸液企業的生產管理水平[25],并得出包裝形式不是輸液不溶性微粒水平的決定性因素的結論。該研究還顯示,同一企業不同包裝形式在10μm以上微?���?刂粕蠠o顯著差異����,但使用“分步法+潔凈保護”以及“BFS”技術生產的輸液產品在小微粒的控制上具有一定優勢��,見表1�。該研究結果說明��,在物料�、環境���、人員等因素基本一致的情況下�,不同包裝形式的微粒控制水平無明顯差異����,但采用增加潔凈保護以及采用可減少暴露的BFS工藝均可降低小微粒污染風險���,可能使兒童用藥受益����。
2.1.2 透光率
根據護理操作相關規范���,輸液在臨床使用前�����,需進行“四查十對”,確認藥液性狀符合要求�����、藥液內無異物���、容器無泄漏����。如果輸液容器的透光率低,將導致護理人員查對困難��?����!吨袊幍洹罚?020年版)規定�����,注射劑應在符合《藥品生產質量管理規范》(GMP)的條件下生產,產品在岀廠前應采用適宜的方法逐一檢查并同時剔除不合格產品����。如果輸液容器透光率低��,生產過程中采用人工燈檢或自動燈檢設備檢查可見異物時將面臨極大挑戰,其漏檢風險可能較高�����?����?梢姰愇锫z極有可能造成患者臨床使用的風險��。
《國家藥包材標準》(2015年版)[26]中對塑料包裝容器的透光率進行了規定,例如對聚丙烯輸液瓶�,不得低于55.0%��;對多層共擠輸液用膜、袋的要求不得低于75%�����。受生產工藝的影響�,內封袋透光率通常為56%~75%[27],而可立袋由于其特殊的生產工藝�����,透光率可達到92.3%~99.1%[11]����。
2.1.3 無菌保證水平
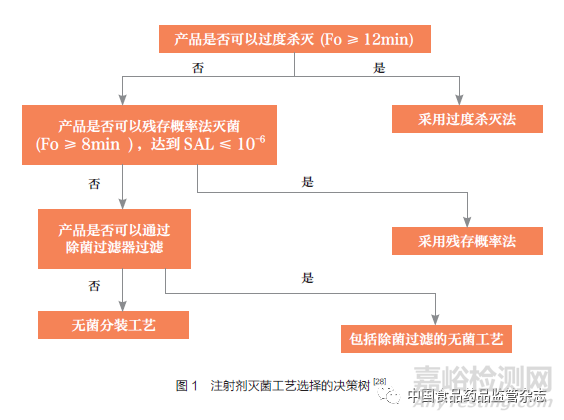
目前,大輸液產品的無菌保證水平主要依靠終端滅菌工藝����。根據國家藥品監督管理局藥品審評中心發布的《化學藥品注射劑滅菌和無菌工藝研究及驗證指導原則(試行)》要求�,滅菌工藝的選擇一般按照決策樹進行�,如圖1所示。
對于最終滅菌的無菌藥品����,無論塑瓶�、軟袋�、可立袋����、內封袋都要經過最終的濕熱滅菌工藝,保障產品的無菌保證水平(SAL)≤10-6,各塑料包裝形式之間并無差異�。而對非最終滅菌的無菌藥品�����,其生產過程中應用BFS設備進行無菌灌裝是具有一定優勢的。雖然BFS技術可以把人為污染風險降到最低,但是無法排除在特殊情況下產品有被污染的可能����,這些污染可能是系統工藝本身就存在的���,也可能是操作設備不當導致的[29]�。
2.2 藥物經濟性
2.2.1 粒料的可及性
由于輸液產品一般進行最終滅菌�,故塑料包材的原材料應選用可耐受高溫的聚丙烯粒料(PP粒料)。隨著塑瓶、可立袋等輸液產品的廣泛使用,國產PP粒料經過多年規?��;a,質量穩定,供應有保障���。但是,由于BFS設備只能使用低熔體流動速率的PP粒料,目前生產內封袋的粒料仍以進口為主,其價格昂貴,運輸成本高����。此外�����,內封袋包裝生產的粒料利用率較低,往復式BFS設備需對瓶胚進行切割,粒料利用率僅約40%�����,不僅會造成資源浪費����,同時廢棄塑料的處理也會造成巨大的環保壓力�。使用可立袋、塑瓶包裝連續化生產技術的粒料利用率能夠達到98%以上����。
2.2.2 設備核心技術及成本
塑瓶��、軟袋及可立袋包裝生產技術使用多臺設備及輸送帶實現連續化生產�����,部分新建生產線還利用工業機器人的精準夾取、柔性交接等技術,提高了自動化程度并保護產品質量���。經過多年的發展,相關設備種類繁多,制造技術成熟,工藝可靠��,成本優勢明顯�����。目前���,國產BFS設備仍受到部件加工和組裝精度的局限性影響��,因此,BFS設備主要依賴于進口,其設備費用高,能耗成本高����,我國僅有部分藥品生產企業使用進口“往復式”設備生產輸液產品��。高成本設備不僅會增加藥品生產企業的固定資產投入,更會增加患者的用藥成本���。
2.2.3 生產效率
對于大容量注射劑的生產����,軟袋的生產能力一般為5000~7500袋/h??闪⒋?���、塑瓶包裝連續化生產效率約為12 000瓶/h���。內封袋生產效率遠低于現有其他塑料包裝注射劑生產水平���。對于100ml���、250ml和500ml的產品規格��,其生產速度僅能達到1960~2000瓶/h(模具規格:8腔)[30]��,因此其生產成本在大輸液領域暫不具備競爭優勢,但內封袋在小容量制劑中的運用較為成熟�,且生產速度較高���,產量可達36 000支/h�����,具有一定的質量優勢與成本優勢。
3���、討 論
筆者針對以上內容進行整理分析,比較了塑瓶�、軟袋�、可立袋�����、內封袋在不溶性微粒、透光率、無菌保證水平���、經濟性等方面的表現,結果見表2,可更直觀�����、更清晰的比較不同包裝生產技術的優劣勢��。
綜合比較可以看出��,在不溶性微粒方面��,使用可立袋、內封袋���、塑瓶和軟袋包裝生產技術的藥品,已經將《中國藥典》規定的10μm及以上粒徑的不溶性微粒數量控制在較高的水平��。在透光率方面��,BFS技術生產的內封袋透光率僅能達到《國家藥包材標準》(2015年版)的水平�,但可立袋的瓶身透光率水平遠超其他技術��,為自動燈檢設備檢查�、醫護人員臨床使用與配伍檢查提供較大的便利���。從無菌保證角度出發�,經過最終滅菌的注射劑,可立袋���、塑瓶、軟袋包裝連續化生產已將滅菌前微生物控制在較好的水平����,使用BFS技術并未具有該優勢。
對藥品生產企業來說���,在現有工藝已經能保證產品擁有較高的無菌保證水平下,筆者認為沒有必要投入大量的資源引進BFS設備或改造生產線��。對于一些熱敏性藥物�����,無法采用終端滅菌工藝�,只能依靠無菌生產工藝來保證����,BFS技術在無菌灌裝方面相比其他技術具有一定的優勢,更適合應用于非最終滅菌無菌藥品的生產。
輸液是臨床重要的基本藥物�����,不同的包裝生產技術有著各自的優勢����。因此,藥品生產企業應結合自身發展和需要,根據藥品的功能和特性,綜合考慮安全性和經濟性����,合理選擇生產設備及工藝����。
引用本文
周子鈺,馮儒瀾,王哲豪,王鏡,閆志強*.常見塑料包裝輸液生產工藝對比及選擇策略[J].中國食品藥品監管,2023(5):82-89.