導讀
磁粉檢測是將鐵磁性材料工件表面和近表面存在的缺陷,以磁痕的形式顯示出來,日常工作中我們可以通過對磁痕分析來鑒別缺陷的真偽,通過磁痕顯示可以大致確定缺陷的大小方向和缺陷性質,通過缺陷磁痕的特征分析和評定,才能得到正確的檢測結論,保證我們的檢測結果的正確無誤。
下面就鐵道機車鑄鋼輪心磁粉檢測常見磁痕顯示進行簡單分析。
1.相關磁痕
1.鑄造缺陷磁痕
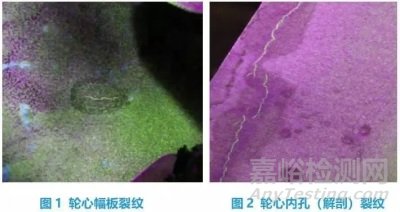
1.1鑄造裂紋特征:一般為鋸齒狀,兩端成不規則的尖角狀,輪廓清晰,磁粉聚集濃密清晰。
1.2鑄造疏松特征:疏松磁痕有時呈現稀疏的片狀,有一定面積,當改變磁化方向時,磁痕也明顯改變。
更常見的是條狀疏松,形狀較規則,有的近于直線,始端和終端都不出現尖角,有一定深度,磁粉堆集比裂紋稀疏。
1.3鑄造冷隔特征:磁痕稀淡,不濃密清晰。
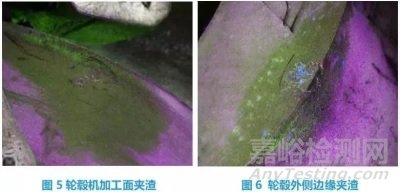
1.4鑄造夾雜特征:磁痕呈分散的點狀或彎曲的短線狀。
1.5鑄造氣孔特征:呈圓形或橢圓形,顯示不太清晰,磁痕的濃度與氣孔的深度有關,皮下氣孔一般使用直流電方能檢測出來。
2.熱處理裂紋特征
熱處理裂紋一般比較深,磁痕濃密清晰。
3.焊接缺陷磁痕特征
3.1焊接裂紋:呈線狀或樹枝狀,顯示強烈,磁粉附著好,輪廓清晰。
3.2焊接氣孔:與鑄造氣孔相同。
3.3焊接夾渣:多呈點狀(橢圓形)或粗短的條狀,磁痕寬而不濃密。
3.4砂輪打磨磁痕:磁痕呈直線平行狀,出現在打磨部位。
寬而淺的拉痕磁粉探傷時不吸附磁粉,但較深者會吸附磁粉。
2.非相關磁痕
1.1工件截面突變特征:磁痕呈寬大、松散、輪廓不清晰的線狀。
多出現在棱角部位或斷面突變處。
鑒別方法:有規律地出現在同類工件的同一部位,根據工件的幾何形狀,容易找到磁痕顯示形成的原因。
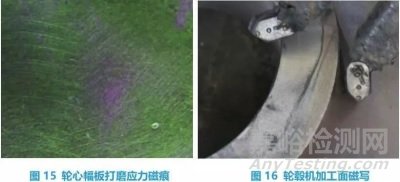
1.2砂輪打磨應力磁痕特征:磁痕顯示寬而松散,呈帶狀。
鑒別方法:一是根據磁痕特征分析,二是將該工件退火后重新進行磁粉探傷,這種磁痕顯示不再出現。
1.3磁寫磁痕特征:磁痕松散,線條不清晰,像亂畫的樣子。
磁痕呈規則的,并具有一定幾何形狀的線狀。
磁痕顯示明顯,磁粉附著不良,輪廓不清晰,重復性不好。
鑒別方法:將工件退磁后,重新進行磁化和檢驗,如果磁瘐顯示不重復出現時,則原顯示為磁寫磁痕顯示。
但嚴重者應仔細進行多方向退磁后,磁痕將不再出現。
1.4兩種材料交界處磁痕特征:干法探傷時,磁痕有的松散,有的濃密清晰,類似裂紋磁痕顯示,在整條焊縫都出現同樣的磁痕顯示。
濕法探傷時,磁痕顯示模糊。
鑒別方法:結合焊接工藝、母材與焊條材料進行分析。
1.5磁極磁痕特征:磁極附近的磁痕松散,與缺陷的磁痕特征不同,但在該處容易形成過度背景,容易掩蓋相關顯示。
鑒別方法:退磁后,改變磁極的位置,重新進行檢驗,該處磁痕顯示重復出現者可能是相關磁痕,不再顯示者為非相關磁痕。
3.偽磁痕
1.1表面粗糙:輪心幅板表面經噴丸處理后,表面較粗糙,磁粉探傷時滯留磁粉形成磁痕顯示,磁粉堆集松散,磁痕輪廓不清晰,在載液中漂洗,磁痕可漂洗掉。
1.2纖維物:磁懸液中的纖維物線頭,粘附磁粉滯留在工件表面,容易誤人為缺陷磁痕顯示。
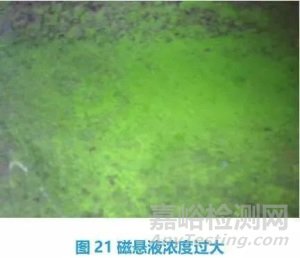
1.3磁懸液濃度過大:磁懸液濃度過大,或施加不當會形成過度背景,磁粉松散,磁痕輪廓不清晰,漂洗后磁痕不再出現。