對比研究了金剛石刀具和硬質合金刀具鏡像銑,以及化學銑切2A12-T4鋁合金試樣的表面形貌、表面粗糙度、殘余應力、硬度和疲勞性能。結果表明:鏡像銑等厚度平板試樣(一面硬質合金刀具加工,一面金剛石刀具加工)的細節疲勞額定強度比化學銑切試樣提高了4.27%,而金剛石刀具鏡像銑下陷試樣的細節疲勞額定強度則提高了22.46%;金剛石刀具鏡像銑試樣獲得了比硬質合金刀具鏡像銑試樣以及化學銑切試樣更高的疲勞抗力。金剛石刀具鏡像銑在試樣表面引入了殘余壓應力,提高了表面硬度,降低了表面粗糙度,并未使表層組織受到破壞,因此裂紋萌生和擴展阻力提高。化學銑切試樣表面存在的點蝕坑、晶間腐蝕缺陷及殘余拉應力,以及硬質合金刀具鏡像銑試樣表面存在的較深刀痕溝槽和殘余拉應力均促進了裂紋的萌生。
1、 試樣制備與試驗方法
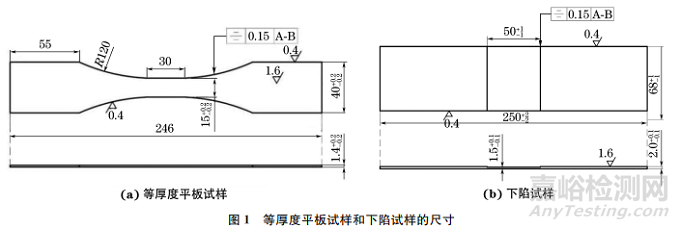
試驗材料為厚2mm的2A12-T4鋁合金板,化學成分如表1所示,熱處理狀態為固溶+自然時效,其屈服強度為276MPa,抗拉強度為461MPa,斷后伸長率為13.6%,彈性模量為75GPa。在試驗材料上截取尺寸如圖1所示的等厚度平板試樣和下陷試樣,分別采用鏡像銑和化銑工藝對其進行加工。
表1 2A12-T4鋁合金的化學成分
采用化銑方法對等厚度平板試樣表面以及下陷試樣的下陷區進行加工,其他表面保持原始材料狀態。化銑加工的槽液組成為200g·L-1氫氧化鈉+50mL·L-1三乙醇胺+30g·L-1硫化鈉+2g·L-1添加劑(有機磷酸鹽)。為了對比刀具材料對鏡像銑鋁合金疲勞抗力的影響,等厚度平板試樣的一面采用普通硬質合金刀具進行鏡像銑加工,另一面采用金剛石刀具進行鏡像銑加工。下陷試樣的下陷區采用金剛石刀具進行鏡像銑加工,下陷的臺階過渡角曲率與化銑下陷試樣保持一致;其他表面部位保持原始材料狀態。試樣側面均采用普通硬質合金刀具進行傳統的機械銑削加工,然后采用機械方法進行拋光處理;對試樣棱邊進行倒圓角處理(圓角半徑0.5mm)。試樣側面和倒圓角區的表面粗糙度Ra不大于0.4μm。
采用掃描電子顯微鏡(SEM)觀察不同工藝加工后試樣的表面形貌,采用SEM附帶的能譜儀(EDS)進行微區成分分析。試樣經打磨、拋光,用質量分數15%NaOH溶液和凱勒試劑溶液腐蝕后,采用掃描電子顯微鏡觀察截面顯微組織。采用測量儀對試樣的表面三維形貌和表面粗糙度Ra(輪廓偏差的算術平均值)、Rz(最大輪廓高度)進行表征。利用X射線應力分析儀測試試樣表面的殘余應力,掃描方式為固定Ψ0(X 射線入射線方位)法,Ψ0分別取0°,30°,-30°,45°,-45°,選擇半高寬法定峰;選用鉻靶,管電壓為27kV,管電流為6mA,衍射晶面為(211)晶面;采用平行光束,照射面積為1mm×2mm,使用側傾法進行測試。采用顯微硬度計測試樣的截面顯微硬度,利用Knoop壓頭,載荷為0.245N,保載時間為20s,在距表面50μm范圍內采用剝層法測表面硬度,距表面距離大于50μm時測試試樣剖面顯微硬度。按照航空標準 HB 5287—1996,采用電液伺服疲勞試驗機進行疲勞試驗,采用拉-拉加載方式,正弦波形載荷,應力比R為0.06,頻率為15Hz,通過預先試驗確定合適的應力水平,使同一加工狀態試樣的特征疲勞壽命控制在1.5×105~4×105周次范圍,平行試樣不少于9個。疲勞試驗結束后采用掃描電子顯微鏡觀察疲勞斷口形貌。依據 HB 7110—1994,計算不同試樣的細節疲勞額定強度和細節疲勞額定強度截止值。
2、 試驗結果與討論
1、表面形貌與表面粗糙度
由于等厚度平板試樣和下陷試樣的加工參數均一致,使得相同加工方法下不同試樣的表面形貌、表面粗糙度、表面顯微組織、殘余應力和硬度均相同,因此僅對等厚度平板試樣進行分析。由圖2可以看出:化銑試樣表面凹凸不平,存在點蝕坑和腐蝕產物;硬質合金刀具鏡像銑試樣和金剛石刀具鏡像銑試樣表面有明顯的刀痕溝槽,但硬質合金刀具鏡像銑試樣表面溝槽較深,局部存在輕微脫層,金剛石刀具鏡像銑試樣表面平整,溝槽較淺。
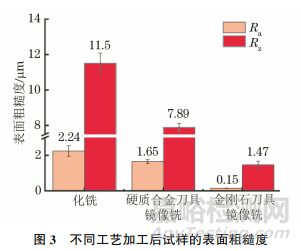
由圖3可見,化銑試樣的表面粗糙度最大,硬質合金刀具鏡像銑試樣次之,金剛石刀具鏡像銑試樣的表面粗糙度最小,表面粗糙度測試結果與表面形貌觀察結果一致。金剛石刀具鏡像銑試樣的Ra分別比化銑試樣和硬質合金刀具鏡像銑試樣降低了93.3%和90.9%,Rz分別降低了87.2%和81.4%。
2、表層顯微組織
由圖4可知:2A12-T4鋁合金組織中析出CuAl2和Al2CuMg強化相;化銑試樣表面產生了深度約為10μm的點蝕坑,表層出現晶間腐蝕。微觀腐蝕不均勻導致化銑試樣表面凹凸不平,粗糙度較大。EDS分析發現,化銑試樣表面點蝕坑底部(位置A)存在陰極析出的CuAl2相,即點蝕坑的形成是微電池促進局部腐蝕的結果。而晶間腐蝕(位置B)則是晶界析出相與無沉淀析出帶及晶粒構成的微電池造成的晶間局部加速腐蝕的結果。化銑槽液中添加硫化納可在一定程度上抑制點腐蝕和晶間腐蝕,但并不能根除這類局部腐蝕。
由圖5可以看出,鏡像銑試樣表層組織未發生明顯變化,硬質合金刀具鏡像銑試樣表面存在機械加工的銑切缺口,而金剛石刀具鏡像銑試樣表面較平整,銑切痕跡較淺。
3、表層殘余應力
由圖6可以看到:化銑試樣表層存在較低的殘余拉應力,這可能是化銑腐蝕過程造成的表面缺陷及組織結構變化導致的;硬質合金刀具鏡像銑試樣表層存在較低的殘余拉應力,分布在距表面約55mm范圍,此后轉變為較低的殘余壓應力;金剛石刀具鏡像銑試樣表層存在較大的殘余壓應力,隨
距表面距離的增大呈遞減趨勢。鏡像銑試樣表面殘余應力狀態與刀具加工導致的鋁合金表面變形及產生的溫度場有關:在金剛石刀具鏡像銑過程中鋁合金粘刀情況較輕,表面溫升小,塑性變形均勻,由此引入了較大的殘余壓應力場;在硬質合金刀具鏡像銑過程中鋁合金粘刀較明顯,表面溫升大,刀痕溝槽較深,由此引入了較小的殘余拉應力場。
4、表層硬度
由圖7可以看出:化銑試樣表層硬度與內部相近,小幅度的波動與表層腐蝕缺陷有關;2種刀具鏡像銑試樣表層的顯微硬度均高于內部,隨距表面距離的增大呈現遞減趨勢,硬化層深度約40mm。化銑試樣的表面顯微硬度為148HK,硬質合金刀具鏡像銑試樣和金剛石刀具鏡像銑試樣表面硬度差異不大,分別為239,244HK,分別比化銑試樣提高了61.5%和64.8%。在鏡像銑過程中刀具對2A12-T4鋁合金表面施加局部高應力銑削作用,造成表層塑性變形,引起表面位錯密度增大,同時表面溫升和迅速冷卻導致相變及組織細化,同時引入表面殘余應力,由此造成表面硬度高于內部。
5、疲勞性能
化銑和鏡像銑(一面硬質合金刀具加工,一面金剛石刀具加工)等厚度平板試樣疲勞試驗的細節疲勞額定強度截止值分別為280,270MPa,特征疲勞壽命分別為237346,370870周次。在95%置信度、5%失效概率下,化銑和鏡像銑等厚度平板試樣的細節疲勞額定強度分別為281.0,293.0MPa。鏡像銑等厚度平板試樣細節疲勞額定強度比化銑等厚度平板試樣提高了4.27%。觀察發現,鏡像銑等厚度平板試樣的疲勞源均處于硬質合金刀具加工表面,表明金剛石刀具加工表面具有更高的疲勞抗力。由此可知,金剛石刀具鏡像銑取代化銑加工等厚度平板鋁合金蒙皮具有明顯的優勢。
化銑下陷試樣和金剛石刀具鏡像銑下陷試樣的細節疲勞額定強度截止值分別為220,180MPa,特征疲勞壽命分別為237853,256117周次。在95%置信度、5%失效概率下,化銑下陷試樣和金剛石刀具鏡像銑下陷試樣的細節疲勞額定強度分別為183.9,225.2MPa,即金剛石刀具鏡像銑下陷試樣的細節疲勞額定強度比化銑下陷試樣提高了22.46%。由此表明,金剛石刀具鏡像銑下陷試樣的疲勞抗力較高,采用金剛石刀具鏡像銑加工下陷鋁合金蒙皮具有突出的優勢。
由圖8可以看出:化銑等厚度平板試樣的疲勞裂紋均起源于化銑表面點蝕坑缺陷處,該區域應力集中嚴重;化銑下陷試樣疲勞裂紋在下陷臺階過渡角部位表面萌生,該區域疊加了點蝕坑和過渡角處的應力集中效應;裂紋源區均呈現準解理斷裂特征,裂紋從源區向內部呈放射狀擴展。鏡像銑等厚度平板試樣的疲勞裂紋在硬質合金刀具加工的表面刀痕溝槽底部萌生,該區域應力集中嚴重;鏡像銑下陷試樣的疲勞裂紋在下陷臺階過渡角部位次表層萌生,這與該試樣表面存在殘余壓應力密切相關;裂紋源區均呈現準解理斷裂特征,裂紋從源區向內部呈放射狀擴展。所有試樣的裂紋擴展區和瞬時斷裂區微觀形貌無明顯差異,因為這2個區域不受表面加工狀態的影響。裂紋擴展區均為準解理穿晶斷裂特征,瞬時斷裂區則為韌窩狀塑性斷裂特征。
6、分析與討論
金屬材料的疲勞性能既與其成分和組織有關,同時也與其表面完整性密切相關。表面完整性是表面幾何、物理、化學及力學特性的綜合表現,具體包括表面形態特征、粗糙度、紋理、成分、組織、硬度、殘余應力、變形狀況等。鏡像銑和化銑對鋁合金的表面完整性影響不同,因而對其疲勞抗力的影響也存在差異;即使同為鏡像銑,所采用的刀具不同,加工試樣的表面完整性和疲勞抗力也存在明顯不同。
化銑試樣表面存在點蝕坑和晶間腐蝕損傷,表面粗糙度大,同時存在殘余拉應力,這些因素均會促進化銑2A12-T4鋁合金表面局部應力集中,從而促進疲勞裂紋的萌生與擴展,因此與鏡像銑試樣相比,化銑試樣的疲勞抗力明顯較低。鏡像銑等厚度平板試樣疲勞裂紋源位于硬質合金刀具加工表面的刀痕溝槽部位,這是因為這些部位溝槽深,應力集中嚴重,同時存在殘余拉應力,從而促進了疲勞裂紋的萌生;但該試樣的表面粗糙度低于化銑試樣,同時不存在點蝕坑和晶間腐蝕損傷,并且其硬度高于化銑試樣,疲勞裂紋萌生阻力較高,因此其疲勞抗力仍然高于化銑試樣。
金剛石刀具鏡像銑2A12-T4鋁合金試樣表面粗糙度低,刀痕溝槽淺,表面存在數值較大和一定深度分布的殘余壓應力以及呈梯度分布的硬化層,且組織無明顯損傷,可知金剛石刀具鏡像銑試樣獲得了良好的表面完整性,試樣的疲勞裂紋萌生抗力和擴展阻力均較高,因而表現出比傳統硬質合金刀具鏡像銑試樣和化銑試樣更高的疲勞抗力。UDDIN等研究發現,在銑切過程中,刀具的磨損程度是影響加工試樣表面完整性的主要因素,而金剛石刀具在加工過程中磨損程度小,因此工件表面質量好。
采用金剛石刀具對下陷試樣進行單面鏡像銑時,所獲得的良好表面完整性緩解了過渡角區域局部應力集中,故對疲勞抗力的有利影響更加凸顯,因此金剛石刀具鏡像銑試樣的細節疲勞額定強度比化銑試樣提高了22.46%。MURAKAMI等利用表面形貌特征參數、殘余應力和表面顯微硬度,建立了試樣表面完整性與疲勞性能之間的映射關系,定量表征了通過引入表面殘余壓應力、降低表面粗糙度、提高表面硬度來改善工件表面完整性,提高金屬工件疲勞抗力的試驗現象,這也驗證了作者的研究成果。
綜上,金剛石刀具鏡像銑試樣獲得了比硬質合金刀具鏡像銑試樣以及化銑試樣更高的疲勞抗力,這歸因于金剛石刀具鏡像銑在試樣表面引入了數值較大、分布較深的殘余壓應力,表面硬度高于內部,表面粗糙度較低,表層組織未受到破壞,導致裂紋萌生阻力和擴展阻力均得到提高。化銑試樣表面存在的點蝕坑和晶間腐蝕缺陷及殘余拉應力促進了疲勞裂紋的萌生,硬質合金刀具鏡像銑試樣表面存在的較深刀痕溝槽和殘余拉應力也促進了疲勞裂紋的萌生。因此,采用金剛石刀具鏡像銑取代化銑應用于飛機鋁合金蒙皮加工具有突出的優勢。
3、 結論
(1)化銑2A12-T4鋁合金試樣表面存在點蝕坑、晶間腐蝕缺陷,表面粗糙度較大,表面存在殘余拉應力,表面硬度為148HK,與內部硬度相近。硬質合金刀具鏡像銑試樣表面的硬度為239HK,明顯高于化銑試樣,表面粗糙度低于化銑試樣,但表面存在較深的刀痕溝槽以及一定的殘余拉應力。金剛石刀具鏡像銑試樣表面硬度為244HK,顯著高于化銑試樣,而表面粗糙度則顯著低于化銑和硬質合金刀具鏡像銑試樣,同時表面存在數值較大的殘余壓應力。
(2)化銑和鏡像銑等厚度平板試樣的細節疲勞額定強度分別為281.0,293.0MPa,化銑等厚度平板試樣的疲勞源位于點蝕坑缺陷處,而鏡像銑等厚度平板試樣位于硬質合金刀具加工表面;化銑下陷試樣和金剛石刀具鏡像銑下陷試樣的細節疲勞額定強度分別為183.9,225.2MPa,化銑下陷試樣疲勞裂紋在下陷臺階過渡角部位表面萌生,而鏡像銑下陷試樣則在過渡角部位次表層萌生。
(3)金剛石刀具鏡像銑試樣獲得了比硬質合金刀具鏡像銑試樣以及化銑試樣更高的疲勞抗力,這歸因于金剛石刀具鏡像銑在試樣表面引入了數值較大、分布較深的殘余壓應力,同時使得表面硬度高于內部,粗糙度較低,表層組織未受到破壞,最終導致裂紋萌生阻力和擴展阻力均得到提高。
引用本文:
史建猛,張海寶,張月玲,等.鏡像銑和化學銑切對2A12鋁合金表面完整性與疲勞行為的影響[J].機械工程材料,2023,47(7):14-21,30.
Shi J M, Zhang H B, Zhang Y L, et al.Effect of Mirror Milling and Chemical Milling on Surface Integrity and Fatigue Behavior of 2A12 Aluminum Alloy, 2023, 47(7): 14-21,30.
DOI:10.11973/jxgccl202307003