摘要:激光復合焊通過激光與各種熱源間的協同效應實現了不同熱源的優勢互補,應用前景廣闊。總結了激光-激光、激光-電弧、激光-電阻熱、激光-感應熱源、激光-攪拌摩擦熱等常見復合焊方法的機理,重點從工藝參數優化、匙孔穩定性、缺陷控制等方面介紹了近年來激光復合焊的工藝研究現狀,并重點介紹了激光復合焊技術在航空航天、汽車制造、軌道交通、船舶工程及工程機械等領域的應用情況及未來發展趨勢,為今后研究及應用提供參考。
關鍵詞:激光復合焊;復合機理;激光匙孔;缺陷控制;應用
1、序言
純激光焊具有能量密度高、焊接效率高、焊后變形小、熱影響區窄及不與工件接觸等特點,因而引起國內外學者的廣泛關注和研究[1,2]。但研究發現,純激光焊也有如下不足:①激光光斑直徑小,對裝配要求(間隙、錯邊、不等厚度等)高。②母材受激光加熱部分熔化或氣化后迅速凝固形成匙孔,孔中的氣體因較難逸出而產生氣孔、縮孔等缺陷。③激光光致等離子體會吸收、反射及折射激光能量,從而降低激光的吸收率、利用率及能量轉化率。④低熔點合金元素易燒損。⑤設備及維護成本較高等[3]。因此,這使純激光焊的應用受到一定限制。
為解決上述問題,學者們通過將激光熱源與激光、電弧、電阻熱等熱源有機組合,實現了激光復合焊。由于激光與其他熱源的協同作用改變了激光的小孔特征、熱源分布狀況等,優化了焊縫宏觀形貌,改善了微觀組織和力學性能,既有效彌補了純激光焊的缺點,又實現了“1+1>2”的焊接效果[4,5],因此激光復合焊在航空航天、汽車、船舶及石油化工等領域的應用日益廣泛。本文介紹了激光-激光、激光-電弧、激光-電阻熱、激光-感應熱源及激光-攪拌摩擦復合焊機理等研究情況,簡述了激光復合工藝及缺陷控制研究進展及應用。
2、激光復合焊機理研究
2.1 激光-激光復合焊
激光-激光復合焊既可以采用光學方法將同種激光分離成多個光束進行焊接,也可以將幾束不同類型的激光(CO2激光、YAG激光、半導體激光等)組合后進行焊接,有效解決了裝配要求高、激光功率有限、熔深不足等問題,常用于厚板及異種材料的焊接,而光束的排布方式、間距、夾角、聚焦位置與能量比等都是重要的工藝參數[4]。將兩束激光沿焊縫串列或在焊縫兩側并列(見圖1)的雙光束激光復合焊最為常見,串列排布可以降低熔池冷卻速度,減少焊縫的淬硬傾向和氣孔;并列排布能提高對間隙的適應性。激光-激光復合焊能靈活地控制激光照射時間和位置,從而調整能量分布,提高鋁、鎂等難以實現深熔焊材料的焊接性,降低工件變形和殘余應力,改善焊縫成形和質量。
圖1 雙光束激光復合焊原理[6]
2.2 激光-電弧復合焊
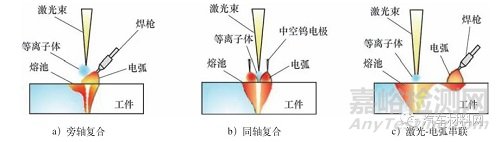
激光-電弧復合焊是將物理性質、能量傳輸機制截然不同的激光熱源(CO2激光、YAG激光、半導體激光等熱源)與電弧熱源(TIG、MIG/MAG、PAW、CMT等)通過旁軸、同軸或串聯等方式結合形成一種高效的復合熱源,并作用于同一位置進行焊接,如圖2所示[5]。
圖2 激光-電弧復合焊原理[5]
激光-電弧復合焊優點如下[4-9]。
1)激光降低了射流過渡的臨界電流,通過對電弧引導減少了電弧的劇烈跳躍、飄移與斷弧,提高了焊接穩定性,也增強了電弧熔化效率。
2)焊接速度快,熱輸入小,熔池冷卻緩慢,焊接變形小,也利于組織緩慢轉變與氣體逸出,尤其在厚板焊接及高速焊中,有利于消除氣孔、裂紋、咬邊及未熔合等缺陷。
3)電弧的加入減弱了光致等離子體對激光的屏蔽,實現了低激光功率下的大熔深。
4)電弧對母材的預熱增加了母材對激光的吸收率,可焊接高反射率、高熱導率材料。
5)復合焊的光斑直徑更大,電弧的預熱也提高了間隙橋接能力,能適應較大的裝配間隙。
6)可通過改變填充焊絲成分等方式來改善焊縫組織,提高綜合性能。
現主要介紹以下4種激光-電弧復合焊方法。
(1)激光-G T A W復合焊 自1980年英國STEEN[10]提出激光-GTAW(鎢極氬弧焊,即TIG焊)復合焊的概念后,激光復合焊就備受研究人員們關注。如圖3所示[11],該方法將激光焊與TIG焊結合,通過激光對電弧的誘導與壓縮作用,有效地避免了電弧的漂移,激光光致等離子體有效穩定了電弧;而電弧的加入提高了搭橋能力,降低了裝配要求。由于電弧被激光產生的熱散射電子壓縮在匙孔內,因此增強了激光與電弧的協同作用,提升了材料對激光的吸收率與能量利用率;匙孔直徑大于純激光焊,也有利于氣體逸出進而減少氣孔。綜合來看,激光-GTAW復合焊熔深大、穩定性好、熱影響區小,能實現薄板的高速焊接,且由于焊縫晶粒及組織細化,因此焊接接頭力學性能也更加優良[12]。
圖3 激光-TIG復合焊原理[11]
(2)激光-GMAW復合焊 將激光焊與GMAW焊(熔化極氣體保護焊,包括MIG焊、MAG焊、CO2焊等)相結合形成激光-GMAW復合焊。如圖4所示[11],電弧在激光的作用下可潛入匙孔深處增加熔深,而電弧對等離子體的稀釋和對母材的加熱提高了激光的傳輸效率與能量吸收率,也降低了氣孔率和裂紋傾向,改善了成形和力學性能,適合高強度鋼、不銹鋼、鋁合金等金屬材料的熔透或非熔透焊接[3-5]。
圖4 激光-MIG復合焊接原理[11]
與純激光焊相比,該方法的搭橋能力強,間隙容忍度高,氣孔、裂紋等缺陷少,能量利用率高,冷卻速度小,以及易調整焊縫組織與性能等。與純電弧焊相比,該方法的熔深大、變形小、熱影響區小、效率高,可實現射流過渡的臨界電流較大、電弧更穩定等[4]。與其他激光-電弧復合焊相比,該工藝可通過選擇不同焊絲來調整焊縫的組織與性能,且當采用旁軸復合方式時電流上限大、工藝適應性強、焊接效率高。因此,激光-GMAW復合焊仍然是目前最受業界矚目、研究與應用最為廣泛的激光復合焊工藝。
德國亞琛大學焊接研究所的DILTHEY等[13]首次將激光與雙MIG電弧復合進行焊接,發現與激光-MIG復合焊相比,該技術的焊接速度更快、熱輸入更小、裝配要求更低,越來越受到研究人員的重視。胡連海等[14,15]在研究激光-雙MIG電弧復合焊耦合機制及熔滴過渡時發現,當光致等離子體中部的電子在雙電弧的電場力和洛倫茲力下大體平衡時,電子可均勻分布在等離子體兩端吸引并穩定電弧,熔滴過渡平穩,無飛濺。
(3)激光-P A W復合焊 該方法將激光焊與PAW(等離子弧焊)相結合。如圖5所示[11],通過等離子弧的預熱來降低工件的冷卻速度,增加對激光的吸收率,也提高了焊接速度;激光對等離子弧的壓縮與引導也有助于穩定等離子弧。等離子弧具有剛性好、方向性強、溫度高、能量密度集中、能量利用率高、電弧引燃性好及穩定性高等優點,且由于鎢極位于噴嘴內部,有效減小了鎢極的燒損與污染[16]。激光與PAW可同軸或旁軸排列,當旁軸排列時,工藝調節受限于焊槍結構,但熔深與焊接速度均有所增大,有效地避免了純PAW易產生的咬邊缺陷;同軸排列則與之相反[13]。
圖5 激光-PAW復合焊原理[11]
(4)激光-CMT復合焊 激光-CMT復合焊是將激光能量與CMT(冷金屬過渡)電弧能量在局部空間內耦合。如圖6所示[18],實現了低激光功率下的大熔深,而CMT焊可數字化控制焊絲的回抽并促進熔滴過渡,既實現了平穩的短路過渡,又提高了裝配適應性。該方法具有穩定性好、熱輸入低、氣孔率低、裂紋傾向小及自動化程度高等優點,適合鋁鎂系、銅鎳系等導電性較好的輕質金屬及其異種材料連接[17,18]。

圖6 光-CMT復合焊原理[17]
2.3 激光-電阻熱復合焊
激光-電阻熱復合焊是將激光焊與常見電阻焊(電阻點焊、電阻縫焊等)組合,通過調整工藝參數實現兩種焊接技術的優勢互補,最終實現有效連接。其中,電阻縫焊的加熱過程提高了工件對激光的吸收率,而電阻焊的加熱、加壓和緩冷過程有效地減少了氣孔、裂紋、焊瘤等缺陷,有效解決了激光焊中工件裝配、跟蹤等難題,降低了裝配要求和接頭殘余應力,常用于焊接鋼材等電阻率大的材料[19]。
2.4 激光-感應熱源復合焊
該技術用高頻感應熱源預熱工件達到一定溫度后,再進行激光焊接。與純激光焊接相比,該技術降低了熔池冷卻速度,更有助于焊縫中氣體逸出,進而降低了氣孔、變形與裂紋傾向,且焊接效率與激光吸收率更高、組織性能更優良,也具有非接觸、環保型加熱等特點[19,20]。該工藝只能焊接可被感應熱源加熱的材料,而受限于感應線圈的形狀,工件的形狀一般為棒狀或管狀;焊接高碳鋼、高合金鋼等易開裂材料時,常用于汽車行業中封閉要求較高的部位。
2.5 激光-攪拌摩擦復合焊
激光-攪拌摩擦復合焊先利用激光預熱工件,再通過攪拌摩擦熱形成焊縫,實現了激光熱源與攪拌摩擦焊(FSW)的原位耦合,具有熱輸入精準可控、設備簡單、磨損小、效率高及能耗低等優點,同時有效解決了攪拌頭磨損的問題[20],常用于航空航天結構中鋁鎂合金等高熱導率材料,也適用于大型構件對接與異種材料連接,既能有效降低氣孔率,又保證了優良的力學性能。
2.6 小結
常見激光復合焊技術的對比見表1。由表1可知,由于不同激光復合焊的機理不同,其能量密度、焊接速度、熱輸入等特征也存在差異,因此適用材料與應用范圍也不盡相同。
表1 常見激光復合焊技術對比[3,19]
3、激光復合焊工藝及缺陷控制研究現狀
由于激光復合焊涉及電弧、光致等離子體、熔滴過渡等多種物理現象和相互作用,其熔池與匙孔的形成與演變過程十分復雜。因此,近年來主要通過調整激光復合焊工藝,控制熔滴過渡、匙孔形成、熔池流動等過程,有效抑制了缺陷,提高了焊接接頭質量和性能。
3.1 焊接參數優化
在激光-電弧復合焊中,熔滴在重力、電磁力、等離子流力、表面張力及金屬蒸氣反作用力等作用下過渡到熔池,而激光復合焊需要精確控制熱源間距與夾角、保護氣體、激光功率等參數,且熔滴過渡的方式和穩定性對焊接過程穩定性、焊縫成形、飛濺控制、焊接質量與效率等有著重要影響[21]。因此,研究焊接參數對焊接質量的影響具有重要的價值。
(1)熱源間距與夾角 激光與電弧的間距和夾角是激光光致等離子體和電弧的耦合參數,也是電弧有效地填補匙孔底部、不受金屬蒸氣反作用力影響的重要參數。若激光與電弧間距過小,電弧將降低匙孔穩定性,而匙孔噴出金屬蒸氣產生的反作用力也將阻礙熔滴過渡;若激光與電弧間距過大,激光光致等離子體和電弧的相互作用將使電弧沿焊絲軸向彎曲,導致電磁力和等離子流力沿焊絲軸向的分力減小,熔滴過度長大,短路后形成較大的飛濺,難以實現穩定的焊接過程[22]。
于露[23]發現在雙絲-脈沖MIG焊中,焊絲串列排布時,焊接速度增加,短路頻率下降;雙絲間距增加,短路頻率先下降后上升再下降;焊槍傾角增加,短路頻率先下降后上升。隨著雙絲間距與焊槍傾角的增加,焊絲并列排布時均無短路出現。ZHANG等[24]研究了Q235鋼的激光K-TIG復合焊,發現熱源距離是影響耦合狀態的主要因素,激光對電弧的偏轉角度隨電流的增大而減小;當產生匙孔后,激光直接作用于匙孔底部可增大熔深。韓曉輝等[25]發現增加激光與焊接方向的夾角可降低熔深與熔寬,增大熱源角度、電弧角度及熱源與焊接方向夾角均可減少氣孔。
在雙激光復合焊中,熱源間距與夾角對焊接穩定性及焊縫成形也有著重要的影響。劉子奇[26]通過數值模擬并通過試驗驗證,發現熔深、熔寬、熔池面積的尺寸與雙焦點焦距、焊接速度成反比,與激光功率成正比,且都存在轉折點。
(2)保護氣體 激光-電弧復合焊保護氣體主要采用He、Ar及其混合氣體,由于氣體電離能不同,因此形成的等離子體的大小也存在差異。當選用He保護時,形成的等離子體小,有利于母材吸收激光能量,但熔滴過渡復雜,飛濺大;選用Ar保護時,對激光的屏蔽作用大,且不適用于窄間隙坡口焊接,但波長較短的固體激光器的焊接效果良好且成本較低。因此,在激光-電弧復合焊中一般選擇不同比例的He、Ar混合氣體,既能穩定焊接過程,又能提高能量利用率,而加入少量CO2、O2可有效抑制陰極漂移等。
RAO等[27]發現He增加時,電弧由鐘形變為錐形,沿工件表面的電弧壓力和溫度為高斯分布。趙琳等[28]發現激光- GMAW復合焊采用He-Ar保護時,在小孔后方的熔池為外向流動;而當O2含量(體積分數)>2%時,會促使熔池變為內向流動,合金元素分布更均勻。CAI等[29]在鋁合金的激光-MIG復合焊研究中發現,采用Ar-He混合氣體比純Ar保護時的等離子體高度小,匙孔對電弧等離子體的吸引更強,匙孔更穩定,且熔深隨He體積分數增加而增大。
(3)激光功率 在激光-電弧復合焊熔滴過渡模式中,射流過渡模式下焊接穩定性最高。而通過調節激光功率、電弧電流、焊接速度等工藝參數,可使激光束和電弧之間的能量輸入達到最佳匹配,對于提升熔滴過渡穩定性意義重大。
在激光-電弧復合焊中,激光功率越高,熔深越大,變形也越大;而電弧功率越高,熔池越寬,但激光的穿透能力降低。因此,需要調整激光與電弧功率比,以保證復合焊的協同效果及焊接過程的穩定。SUN等[30]發現脈沖激光的能量狀態極大地影響著焊接缺陷,選擇合適的電弧電流能有效抑制氣孔。而LIU等[31]發現激光-MIG復合焊的激光功率較小時,電弧導電性隨功率的增大而增強,電弧電流、電磁力也隨之增大,促進了熔滴過渡;而超過某臨界值后金屬蒸氣反作用力迅速增加,阻礙熔滴過渡,臨界值主要由激光特性、材料特性、激光聚焦距離和熱源間距等決定。雷正龍等[32]發現激光增大了激光-CMT復合焊的熔滴過渡頻率,熔滴過渡更穩定。于哲等[33]發現,當Nd:YAG激光-MAG復合焊的焊接速度過大或過小時都較難形成匙孔。任聞杰等[8]發現,脈沖電弧有效降低了短路電流,減小了對熔池的擾動。
3.2 匙孔穩定性及氣孔控制
激光束在材料表面產生局部高溫后,材料迅速蒸發并形成高壓區域,該區域阻擋了激光的傳輸,并匯集激光能量在較小區域內,使其蒸發并向下推進形成一個垂直于表面的空穴,即匙孔。而激光能量經匙孔內壁的多次反射吸收增大了熔深,也提高了能量利用率與對激光吸收率。在激光復合焊中,匙孔內的金屬羽流影響著能量傳輸與激光的反射吸收,對于不同熱源能量的耦合至關重要[4]。但受激光功率、焊接速度、氣體流動等因素的影響,也可能產生匙孔波動、氣孔、變形等問題。而氣孔是影響激光復合焊質量的主要缺陷之一,嚴重時甚至導致焊件斷裂。因此,研究激光復合焊中匙孔產生機理及其影響規律具有重要的理論意義和工程價值。
通過調節雙光束激光焊的光束參數來調控焊接溫度場,改變匙孔模式與液態金屬的流動方式,避免因匙孔的非正常湮滅而產生氣孔。韓曉輝等[6]發現,在相同焊接參數與熔深下,雙光束激光焊比純激光焊匙孔的波動頻率小、開口面積大、波動變異系數小、穩定性高。
近年來,在激光復合焊匙孔研究中,激光-電弧復合焊尤其是激光-GMAW復合焊仍占據主導地位。CHEN等[34]發現,減小深寬比、增加匙孔張開時間均可有效減少氣孔。王紅陽等[35]發現,增大焊接速度,匙孔的穩定性降低;而增大激光脈沖頻率,氣孔尺寸減小,數量先減少后增加。MA等[36]發現垂直振蕩激光-TIG復合焊的匙孔隨振蕩頻率和振幅的增加而變深, 且“雙熔池”中小孔熔池中的晶粒更小。雷正龍等[37]發現激光-MIG復合焊中采用激光引導時接頭氣孔更少,電弧能量主要影響焊縫形態,而激光能量增加則會阻礙熔滴過渡,并在焊縫底部產生氣孔。劉宇晨等[38]發現,在激光-脈沖-雙GMAW復合焊中,大量金屬粒子受熱電離并聚集在激光束附近,電子密度升高,形成了電弧電離的新通道,穩定了電弧。蔡創等[39]引入擺動激光后,匙孔的尺寸與穩定性均增加,熔滴落入熔池后向下流動增強,有助于熔池底部氣泡逸出而減少氣孔。占小紅等[40]發現利用超聲波在激光-雙電弧復合焊固液界面的聲空化效應和在液態金屬中的聲流效應,能有效加快氣體逸出,從而減少氣孔。黎炳蔚[18]發現,與激光-MAG焊相比,激光-CMT的短路過渡抑制了匙孔表面的激光等離子體,激光匙孔穩定性更高,氣孔更少。溫鵬等[41]發現,與激光-TIG相比,擺動激光CMT復合焊從根本上抑制了工藝性氣孔。
近年來,李立[42]發現在S690QL 鋼的激光-感應復合焊中,金屬蒸氣/等離子體從穿透狀態的匙孔上下方逸出后,其密度減小、質心降低,既增加了匙孔穩定性和深寬比,也減少了飛濺、氣孔等缺陷。許輝等[43]發現,在激光同軸輔助攪拌摩擦焊中,近3/4的激光能量集中于匙孔底部;與單攪拌摩擦焊相比,復合焊能在不改變焊縫橫截面組織分布的前提下消除氣孔,且焊縫中心溫度更高。
3.3 其他缺陷及控制
在激光復合焊中,除氣孔缺陷外,裂紋、咬邊、未熔合等缺陷也備受關注。李俐群等[44]發現,在低合金高強鋼厚板的雙光束激光填絲單道多層焊中,輔助層間保溫與熱絲技術能有效解決末熔合與層間束腰過小的問題。DREZET[45]發現,采用Nd:YAG脈沖-CO2激光復合焊方法焊接6系鋁合金,能促使柱狀晶轉變為等軸晶,有效抑制熱裂紋。馬程遠[46]發現,掃描振鏡激光-TIG焊通過直接加熱側壁,促進了熔池流動,增強了潤濕作用,抑制了側壁未熔合缺陷。ZHENG等[47]發現,在窄間隙配置下,激光與電弧錯位的激光-CMT復合焊有效降低了熱輸入,減少了氣孔數量,避免了未熔合等缺陷。
LI等[48]發現,對于電阻點焊接頭的弱黏結區的激光點焊,能有效抑制裂紋沿界面的擴展,避免沿界面斷裂。宋其偉等[49]發現,與單激光焊相比,激光-感應熱源復合焊的氣孔、開裂等缺陷更少,熔覆效率更高。李立[42]發現,與后置感應加熱相比,前置感應加熱的激光-感應復合焊的能量利用率、熔深、熔寬都明顯更大,且晶粒更細,缺陷更少,拉伸性能更好。張婧等[50]在激光同軸輔助攪拌摩擦焊中發現,激光擴大了焊核區,細化了晶粒,消除了因金屬流動不充分而產生的隧道缺陷。李康妹等[51]發現,激光的沖擊減小了攪拌摩擦焊在表面產生的殘余拉應力,有效避免了因應力過大而開裂。
4、激光復合焊應用研究現狀
近年來,激光復合焊憑借效率高、質量好、綜合成本低等優勢而被應用于航空航天、汽車制造、軌道交通、船舶工程及工程機械等領域,尤其是激光-電弧復合焊更是得到了廣泛應用。
(1)航空航天領域 激光復合焊可應用于拼接飛機蒙皮,實現減重的同時也提高了強度和剛度、減少了鉚釘數量和疲勞裂紋的產生等。鈦合金被譽為“太空金屬”,可用于制造飛機和發動機的各種零件和結構框架件[12]。苗玉剛等[52]用激光-CMT復合焊實現了10mm厚TC4鈦合金的不開坡口單面焊雙面成形,且焊縫顯微硬度、抗拉強度、耐蝕性等均優于母材。
(2)汽車制造領域 德國大眾汽車率先將激光-MIG復合焊大范圍應用于高檔新款車Phaeton的鋁合金車門焊接上,奧迪汽車也采用激光-電弧復合焊進行全鋁車身關鍵部位的焊接[53]。湯帆順[54]采用激光-PAW復合填粉焊實現了304不銹鋼的有效連接,間隙適應性和熱源對中適應性優良。李銘鋒等[55]發明了電阻點焊-激光復合點焊方法,有效解決了鋁鋼焊接中氣孔、裂紋、氧化等問題。
(3)軌道交通領域 隨著對車體輕量化、變形控制、安全性與可靠性要求的不斷提高,激光復合焊受到了廣泛關注。高鐵列車等大型構件常采用補焊修復[56],張萬恩等[57]采用激光-MIG復合熱源補焊高鐵用A7N01鋁合金,修復后焊縫成形美觀,達到1級驗收標準,硬度、屈服強度與抗拉強度有所下降,但彈性模量、伸長率和疲勞強度分別提升10.4%、153.6%和33.8%。目前,中車青島四方機車車輛股份有限公司將激光-電弧復合焊用于地鐵枕梁及新型高鐵車體的焊接,比傳統電弧焊效率提高了4倍,變形減少了70%~90%。另外,中國中車的多個生產基地也采用激光-電弧復合焊連接鋁合金車體部件[58,59]。
(4)船舶工程領域 激光復合焊在該領域也得到了廣泛應用。近年來,美國海軍將激光-電弧復合焊應用于艦船管路、T形梁焊接等船體構件的建造。國內的上海外高橋造船有限公司、招商局重工(江蘇)有限公司、廣船國際有限公司等均引進了德國IMG公司的激光-電弧復合焊接設備;渤海造船廠集團有限公司、滬東中華造船集團有限公司等均建成了激光-電弧復合焊工作站,將其引入到船體制造中[59]。畢學松等[60]針對船用管的技術要求及工況條件,采用雙道激光-MAG復合打底焊實現了最大間隙3mm、錯邊2mm下的穩定焊接,且熔透均勻,力學性能符合要求。
(5)工程機械領域 哈爾濱焊接研究所在2012年首次實現了大噸位全地面起重機高強鋼伸臂的激光-雙絲MAG復合焊,比電弧焊效率提高1倍,焊接變形減小了約50%[56]。近年來,徐州工程機械集團有限公司、三一重工股份有限公司等均采用了激光-電弧復合焊,穩定、高效地實現了吊臂主焊縫的單面焊雙面成形,接頭的拉伸、沖擊等性能均滿足相關工程應用標準,且由于該工藝對間隙、錯邊等實際工況適應能力強,在實際工程應用中可實現無坡口焊接,焊接速度可達1.2m/min。BUNAZIV等[60]在低合金高強鋼的激光-GMAW復合焊中發現,合適的坡口可使單面熔深達18~22mm,實現30~40mm厚板的雙面焊接。
5、結束語
1)激光復合焊有效實現了激光熱源與其他熱源的優勢互補,通過優化焊接參數,調控匙孔及熔滴過渡,有效抑制了氣孔、裂紋、未熔合等焊接缺陷,提高了焊接穩定性,接頭質量與焊接效率也有所提升。
2)在研究及實際應用方面,激光-電弧復合焊尤其是激光-MIG/MAG焊技術較為成熟,仍占據主導地位;激光-雙電弧復合焊也受到越來越多的關注和研究。而其他復合焊方法,如激光-電阻熱、激光-感應熱源復合焊等,在各自應用領域也發揮著不可或缺的作用。
3)隨著激光設備、激光技術、自動控制技術等的進步以及研究的不斷深入,激光復合焊將朝著模塊化、集成化、自動化及智能化等方向發展,并逐步解決現有問題,實現多種加工方式的協同配合和優化控制,進一步提高生產效率,有著廣闊的應用前景。