鋁合金作為近年來迅速崛起的工程金屬材料,由于其密度低、比強度及比剛度高、具有較好耐蝕性等一系列優點,在航空航天、汽車、艦船等領域得到了廣泛的應用。
但是焊接中出現的焊接性差、成形層性能不佳等一系列問題又制約著鋁合金結構件的發展,因此鋁合金焊接技術成為了國內外很多學者研究的主要方向之一。
鋁合金性能概述
1.鋁是一種非常輕的金屬材料,密度僅為2.7g/cm3,約為鋼密度的36%。采用鋁合金制造機械零部件,可顯著減輕重量,達到輕量化和節能減排的效果。
2.鋁合金的比強度、比剛度高于45鋼和ABS塑料。采用鋁合金材料,有利于制造剛性要求高的整體構件。
3.鋁合金具有優良的導熱、導電和耐蝕等性能。A380鋁合金與其他材料性能參數對比如表1所示。
表1 幾種材料參數對比
4.鋁合金具有良好的切削性和可回收利用性。如果假設最易切削的鎂合金的切削阻力系數為1,則其他金屬的切削阻力如表2所示。可見,鋁合金的切削阻力小于銅、鐵等材料,切削加工較為容易。
表2 常見合金的切削阻力
鋁合金焊接特點
受鋁合金理化特性的影響,在焊接過程中存在一定難度,目前的鋁合金焊接主要存在以下幾個問題:熱應力、燒蝕蒸發、固態夾雜、氣孔塌陷等。
熱應力
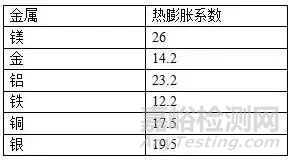
鋁合金的熱膨脹系數較高,彈性模量較小。在焊接過程中,由于鋁合金變形大、線膨脹系數大,凝固時體積收縮率達6%左右,且冷卻速度和熔池一次結晶速度快,導致焊縫的內應力和焊接接頭的剛性拘束度較大,易使鋁合金接頭內產生較大的內應力,引起較大的焊接應力與變形,形成裂紋、波浪變形等缺陷。
表3 各金屬熱膨脹系數比較
燒蝕蒸發
鋁的熔點為660℃,沸點為2647℃,相比于銅、鐵其他金屬元素較低。在焊接過程中,如果焊接溫度過高,容易產生爆炸并形成飛濺,尤其在高能束焊接時更易發生,如圖1所示。另外,鋁合金中添加的合金元素有的沸點較低,在焊接的瞬時高溫下極易蒸發燒損,爆炸產生的飛濺也會帶走部分液滴,從而不可避免的改變了焊縫區的預定化學成分,不利于焊接接頭的性能調控。因此,為了彌補高溫燒蝕,在焊接時常常選用沸點元素含量比母材高的焊絲或者其他焊接材料。
圖1 焊接過程中的飛濺
固態夾雜
鋁的化學性質很活潑,極易氧化。在焊接過程中,鋁合金表面發生氧化形成高熔點的Al2O3(約為2050℃,而鋁的熔點為660℃,兩者相差很大)。氧化物致密且硬度較高,夾雜在熔池區密度較小的熔融合金液中,容易形成細小的固態夾渣不易排出,不僅影響焊縫的組織成形,也易產生電化學腐蝕,這會造成焊接接頭力學性能的下降,并且Al2O3覆蓋在熔池和坡口上,嚴重影響了合金的焊接,降低焊接接頭的組織性能。
氣孔塌陷
鋁合金的熔點遠小于其氧化物,且性質活潑極易氧化。在焊接過程中,鋁合金因高溫熔化形成熔池。而熔池表面的鋁被氧化生成氧化膜,以固態的形式覆蓋于熔池之上。由于氧化膜熔化后顏色與鋁合金熔融狀態并無太大差別,且因為氧化膜的覆蓋在焊接過程中很難觀察到鋁合金熔池熔化的程度,因此易造成溫度過高,引起焊接熱影響區的大塊塌陷,破壞焊縫金屬的形狀及性能。
在焊接熱源瞬時高功率的作用下,在合金液中溶解了大量的氫氣,焊接完成后,隨著熔池溫度的降低,氣體的溶解度也逐漸減小,這成了焊接過程中產生氣孔的主要原因。由于鋁合金凝固速度過快且密度較低,在焊縫迅速固化過程中,形成了大小不一的氫氣孔。這些氣孔會在焊接過程中不斷地聚集和擴展,最終形成了可見的大氣孔,降低了接頭的組織性能。當然,氣孔的產生不一定是在焊接過程中形成的,由于鑄造工藝技術的影響,母材本身在鑄造過程中也會產生氣孔。焊接時,熱輸入和內部壓力不斷變化引起母材中原有的氣孔受熱膨脹或相互結合形成焊縫氣孔,隨著焊接熱輸入的增加氣孔也會隨之增大。因此,為控制氫的來源,焊接材料在使用前需經過嚴格的干燥處理,焊接時,適當的加大電流以延長熔池的存在時間,給氫氣足夠的時間析出,從而控制氣孔的形成。
圖2 氣孔的形成與匯聚
鋁合金焊接技術分類
隨著鋁合金應用范圍的擴大,凸顯的問題也越來越多。隨著研究的進展,鋁合金焊接技術有了較大發展,目前主要有鎢極氬弧焊(TIG)、熔化極惰性氣體保護焊(MIG)、激光焊(LBW)、攪拌摩擦焊(FSW)等。
鎢極氬弧焊
鎢極氬弧焊(Tungsten Inert Gas Welding,TIG)是典型的惰性氣體保護焊,是最常用的焊接方法。焊接時以鎢極及焊接作用面為電極,在兩極間通入氦氣或者氬氣作為保護氣來保護電弧,通過瞬時高壓放電來融化絲材及母材,進行鋁合金部件的焊接成型,以及鑄件鑄造缺陷的焊補和修復。
主要具有以下技術特點:
1.操作方便、靈活可控、適應于各種工況環境、成本較低;
2.熱影響區較窄,在送絲充分的情況下焊接接頭的變形量較小,接頭的綜合性能較高;
3.焊接工藝性能好、穩定,焊縫形成致密美觀。
熔化極惰性氣體保護焊
MIG(GMA-Gas Metal Arc Welding)與TIG都是惰性氣體保護焊,不同之處在于TIG焊采用鎢極作為固定電極,而MIG焊采用填充的焊絲材料本身作為電極。
鋁合金的熔化極惰性氣體保護焊過程中,電壓電流作用于焊絲電極端部,與母材間產生瞬時高壓,將母材及坡口部融化,焊絲端部的熔滴脫落,垂直過渡到母材熔池上,形成焊接區。
但鋁合金MIG焊的應用過程受到較大限制,原因在于鋁絲柔軟導致送絲性差,且熔融鋁在焊接時容易形成“懸而未滴”的現象,易造成液滴飛濺。其優點在于MIG焊比TIG的焊接速度要快,焊接大型工件時焊運動幅度小,通過調整送絲速度焊接效率可達每分鐘數米。
激光焊
激光焊接(Laser Beam Welding LBW)利用高能量的激光脈沖對材料進行微小區域內的局部加熱,激光輻射的能量通過熱傳導向材料的內部擴散,將材料熔化后形成特定熔池,凝固后材料連接為一體。
激光焊接的優點在于焊接作用點小,高功率熱源集中作用,有能力進行厚板焊接,熱影響區窄且焊接變形小。但與此同時,激光焊對于焊接定位的要求較高,焊接裝置昂貴,焊接成本較高,對于鋁鎂這類金屬材料激光反射率較高,直接焊接比較困難。
用不同功率密度的激光照射材料表明,當工件上的功率密度達到107W/cm2以上,加熱區內的金屬會在極短的時間內被氣化,氣體在熔池內匯聚成一個小孔,并以此小孔為中心進行熱量傳遞,在小孔附近形成熔池,這就是激光深熔焊的“匙孔(keyhole)”效應。為避免此現象造成的熔池不均勻問題,可以通過減小激光能量、增大焊接速度或控制熔核區的重熔,以去除熔合區的氣泡,減少氣孔的產生。
攪拌摩擦焊
攪拌摩擦焊(Friction stir Welding,FSW)是在傳統摩擦焊接技術基礎上形成的新型固相連接技術,其原理是一個非耗損的特殊形狀的由攪拌針和軸肩組成的攪拌頭,旋轉扎入待焊接界面,當攪拌頭沿焊縫前進時,焊接材料溫度升高,塑化金屬在機械攪拌和頂鍛的作用下發生強烈的塑性變形,經過擴散與再結晶之后形成致密的固相連接。
與傳統的焊接方法相比,FSW技術具有以下優點:
1.焊接溫度低,焊接變形小;
2.焊縫力學性能好;
3.焊接工藝簡單經濟環保。
存在的主要問題及研究重點
隨著鋁合金在越來越多的行業得到應用,其修復連接問題也吸引著越來越多學者的關注。通過多種焊接技術對鋁合金進行了各種焊接試驗發現,修復技術的成熟度尚達不到工業的發展需求,其中仍存在各種問題。
鎢極氬弧焊和熔化極惰性氣體保護焊是目前應用范圍最廣泛的兩種焊接方法,但這兩種技術熱影響區較寬,焊縫金屬需經融化后再凝固的過程,對組織影響較大,且殘余應力高,導致接頭力學性能受到嚴重影響。激光焊能束密度較高,焊縫深寬比較大,但極容易形成氣孔,且其昂貴的造價也限制了應用的普及。摩擦攪拌焊為熱量方面的問題提供了解決方案,但摩擦攪拌焊需要相對較大的頂鍛壓力和向前的驅動力,設備一般較復雜笨重,限制了其發展。
相關課題的研究重點以后應放在以下幾個方面:
1.從熔焊的基礎入手,調整焊絲配方,加入稀土元素或者適量選用焊接活性劑,控制焊接變形量,減小應力,減少氣孔的生成。
2.由于合金使用范圍和用途的擴展,通常與異質材料配合使用,因此需開展異種金屬間的搭接熔焊實驗,以獲得高質量的連接接頭。
3.開展復合熱源焊接性研究,如TIG-激光復合焊接,激光復合攪拌摩擦焊,以得到最優化的焊縫性能。