引言
陰極電泳涂料具有較強的泳透力、良好的涂膜外觀、優越的防腐性能被廣泛應用于汽車、機電、五金等行業。然而在電泳涂裝中經常會受到某些因素的影響而導致漆膜出現弊病,縮孔是電泳涂裝中最常見的漆膜弊病之一,起因于基材表面或涂料中存在低表面張力的沾污物微粒或液滴。這些低表面能物質溶解在相鄰的漆膜中,形成局部表面張力梯度,使漆膜流平性能不均衡,從而導致漆膜縮孔的產生。電泳縮孔的直徑一般在0.5-3.0mm之間,使底材與外界環境直接接觸,嚴重影響漆膜外觀并降低漆膜的防腐蝕性能。
目前,解決縮孔的措施主要集中于電泳涂裝的前處理階段,以預防為主,但是由于人為誤操作、機械故障或原料不純等諸多因素,導致在電泳涂裝過程中槽液不可避免地被一些污染物所污染,如工件上的油或傳送機中使用的潤滑油等。為使槽液能夠再次利用,加入防縮孔助劑是該問題的解決方案之一。目前市場上有多種具有防縮孔性能的產品,如改性聚硅氧烷、氟碳化合物等,然而它們有諸如起泡、貯存穩定性差或與槽液體系不相容等缺點。
因此,本研究通過環氧樹脂與聚醚胺進行反應,制備了一種含聚醚鏈段的陽離子型胺化環氧乳液來適配本公司的產品,所合成的防縮孔助劑貯存穩定性優良,與陰極電泳乳液的相容性良好,且能在長時間內保持穩定,對漆膜附著力、硬度、耐沖擊、耐鹽霧等性能無不良影響。
1、實驗部分
1.1 防縮孔助劑的制備
在配有機械攪拌、溫度計、冷凝管的500mL四口反應瓶中加入一定量的環氧樹脂128與聚醚胺,加熱升溫至80-110℃,反應1h得到含聚醚鏈段的胺化樹脂。另起反應裝置將環氧901與乙二醇丁醚按照50%的質量分數混合,升溫至100-110℃溶解環氧,溶解完全后降溫至70-80℃加入到反應后的胺化樹脂中,充分攪拌后進一步加入冰乙酸中和,再將去離子水緩慢加入混合物中進行攪拌乳化,得到陰極電泳涂料用防縮孔乳液。防縮孔助劑乳液參考配方如表1所示。
表1 防縮孔助劑乳液參考配方
1.2 電泳涂料槽液的配制與制板條件
按照陰極電泳乳液:去離子水:配套色漿=4:5:1(質量比)的比例配成電泳涂料槽液,攪拌熟化6h以上。以不銹鋼板為陽極,磷化鋼板為陰極,電泳條件為160V×30℃×120s,固化條件為170℃×30min(工件溫度)制備樣板。
2、結果與討論
2.1 防縮孔助劑作用機理探討
防縮孔助劑能夠顯著減少電泳涂料漆膜上的縮孔,并改善漆膜的平滑性,其主要原因是一方面防縮孔助劑的表面張力較低而且與電泳乳液的相容性好,能夠有效降低混合乳液的表面張力,提高對底材的潤濕性,使電泳涂料能夠在底材表面順利鋪展;另一方面防縮孔助劑一般含有柔性鏈段,玻璃化溫度較低,使漆膜更加流平光滑。
2.2 環氧基與胺基比值對乳液狀態的影響
聚醚胺的端胺基與環氧基反應的比值會影響合成樹脂的相對分子質量,從而影響乳液的穩定性。為考察不同胺基與環氧基反應的比值對合成產物的影響,合成了3種不同胺基與環氧基比值下的防縮孔助劑乳液。表2為不同胺基與環氧基反應比值對乳液狀態影響的研究結果。
表2 不同胺基與環氧基反應比值對乳液狀態影響
從表2可以看出,當胺基與環氧基反應的比值為1:1時,乳液無藍相,放置一段時間后沉淀,說明反應后的氨基樹脂水溶性較差;當胺基與環氧基反應的比值為1.1: 1時,乳液呈白色,有藍相,樹脂具有良好的水溶性,乳液穩定良好;而當胺基與環氧基比值為1.2:1時,乳液較黏稠,水溶性較差。因此,將胺基與環氧基的比值控制在1.1:1。
2.3 防縮孔助劑的效果
為了驗證所合成的放縮孔劑乳液的效果,做了兩組對比實驗,首先是空白槽液與加入質量分數0.1%機油的槽液泳板對比,驗證機油對陰極電泳漆膜的影響,漆膜外觀如圖1所示。
a)空白槽液; b)質量分數0.1%機油的槽液;c)質量分數0.1機油+0.1%防縮孔劑槽液
圖1防縮孔助劑對漆膜外觀的影響
從圖1中可以看出,空白槽液漆膜表面平整光滑,無縮孔橘皮,而在加入0.1%質量分數的機油后,漆膜表面出現大量縮孔,并伴有嚴重橘皮現象;加入質量分數為1%的防縮孔劑乳液后,漆膜表面縮孔數量明顯減少,伴有輕微的橘皮現象,這表明所合成的防縮孔劑乳液對電泳漆的縮孔具有明顯的改善。
2.4 防縮孔助劑加入量的影響
在含機油槽液中依次添加質量分數為1%、2%、3%、4%的防縮孔助劑,研究所合成的防縮孔助劑可以有效解決漆膜縮孔問題,泳板結果見圖2。同時也對漆膜表面縮孔數量進行了對比,更加直觀地顯示防縮孔助劑的效果。表3為不同實驗條件下電泳漆膜外觀及縮孔數量的對比。
a)助劑加入量為1%;b) 助劑加入量為2%;c) 助劑加入量為3%;d) 助劑加入量為4%
圖2 防縮孔助劑不同加入量對漆膜外觀的影響
從表3結果可以看出,當防縮孔劑乳液加入量逐漸增大,漆膜外觀變得逐漸光滑,縮孔數量降低。當防縮孔劑用量從1%增加至4%時,混合槽液狀態和貯存穩定性均良好,說明防縮孔劑用量在1%~4%范圍內與電泳槽液相容性良好。因此,防縮孔劑用量優選電泳槽液的4%。
表3 不同實驗條件下電泳漆漆膜外觀及縮孔數量比較
2.5 防縮孔助劑對漆膜性能的影響研究
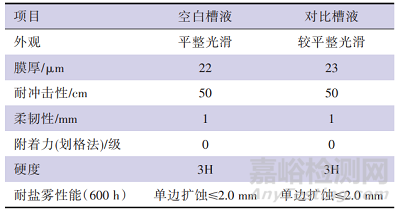
按照乳液4份、色漿1份、去離子水5份組成比配制電泳槽液作為空白槽液,另配制空白槽液并加入質量分數為4%的防縮孔助劑作為對比槽液。兩個槽液均在室溫下攪拌熟化24h,以磷化鋼板為陰極,不銹鋼板為陽極,電泳電壓160V下電沉積120s制備電泳漆膜,170℃×30min交聯固化,兩種漆膜性能測試結果對比如表4所示。測試結果表明,加入4%的防縮孔助劑后的槽液漆膜性能與空白槽液漆膜性能基本一致,說明加入防縮孔助劑后不會改變漆膜的原性能。
表4 漆膜性能測試結果對比
3、結 語
通過環氧樹脂與聚醚胺按胺基與環氧基比值為1.1:1進行反應,制備了富含聚醚鏈段的胺化環氧樹脂,經中和、乳化后制得陰極電泳涂料用防縮孔助劑,乳液具有良好的穩定性。空白槽液、機油槽液與加入防縮孔助劑槽液對比實驗表明,所合成的防縮孔助劑可以有效降低電泳漆的縮孔。當防縮孔助劑添加量為4%時,漆膜外觀平整光滑,而且加入助劑后的漆膜與原漆膜性能相比所差無幾。未來對于防縮孔助劑的發展應注重以下方向:(1)開發低VOC水性化環保防縮孔助劑;(2)對防縮孔助劑的機理進行更深層次系統性的基礎理論研究;(3)進一步進行防縮孔助劑防縮孔性能的影響因素研究。