采用等離子噴涂技術(shù)在發(fā)動(dòng)機(jī)活塞用ZL109鋁合金表面制備Ni60CuMo合金涂層,研究了涂層的微觀形貌、物相組成、顯微硬度以及不同條件下的耐磨性能。結(jié)果表明:涂層由富鉻區(qū)和富鎳區(qū)交替重疊構(gòu)成,與基體間的結(jié)合方式為機(jī)械結(jié)合;涂層的孔隙率為2.48%,平均顯微硬度為792.91HV,約為基體的6倍以上;隨試驗(yàn)溫度由25℃升高至450℃,涂層的摩擦因數(shù)和磨損質(zhì)量損失均降低,450℃油潤滑下涂層的平均摩擦因數(shù)為0.037,磨損質(zhì)量損失為7.35mg,僅為基體的1/4左右;隨試驗(yàn)溫度的升高,干摩擦下涂層的磨損機(jī)制由剝落失效轉(zhuǎn)變?yōu)檠趸p與黏著磨損,油潤滑下由磨粒磨損轉(zhuǎn)變?yōu)槟チDp和黏著磨損,最后轉(zhuǎn)變?yōu)轲ぶp。
PART 01
試樣制備與試驗(yàn)方法
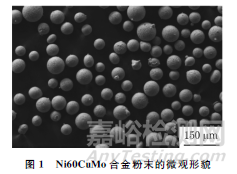
基體材料選用鑄態(tài)ZL109鋁合金,涂層原料粉選用Ni60CuMo合金粉末,平均粒徑約為95μm,微觀形貌如圖1所示,可知顆粒的形貌近似球形。對基體進(jìn)行超聲清洗,再進(jìn)行噴砂處理后,采用等離子噴涂設(shè)備在其表面制備Ni60CuMo合金涂層,以氬氣作為主要保護(hù)氣體,氫氣作為次要保護(hù)氣體,基于前期工作得到等離子噴涂工藝參數(shù)進(jìn)行探究。
采用掃描電子顯微鏡(SEM)觀察涂層的表面和截面微觀形貌,并用SEM附帶能譜儀(EDS)進(jìn)行微區(qū)成分分析。利用單晶X射線衍射儀(XRD)對粉體與涂層的物相組成進(jìn)行分析。采用數(shù)顯顯微硬度儀測涂層的截面顯微硬度分布。在800倍放大倍數(shù)下隨機(jī)選取5張涂層SEM截面圖像,并對涂層截面孔隙進(jìn)行灰度處理,用ImageJ2x圖像處理軟件計(jì)算孔隙率。在涂層試樣上截取尺寸為20mm×10mm×5mm的磨損試樣,經(jīng)400# 、600# 、800# 、1000#的碳化硅砂紙依次打磨處理,并用酒精超聲清洗后,選用高溫摩擦磨損試驗(yàn)機(jī)對涂層進(jìn)行圓環(huán)式滑動(dòng)磨損試驗(yàn),接觸形式為點(diǎn)接觸,對磨件為直徑5mm的GCr15鋼球,磨損載荷為50N,轉(zhuǎn)速為200 r·min-1,磨損時(shí)間為20min,磨損半徑為1.5mm;由于活塞服役于高溫、貧/富油狀態(tài)下,最高服役溫度在326~426℃間,因此選用溫度區(qū)間內(nèi)的375℃,室溫(25℃)及苛刻服役溫度450℃作為涂層磨損試驗(yàn)溫度,具體潤滑條件和試驗(yàn)溫度如表1所示,潤滑油選用汽油機(jī)油,相同試驗(yàn)條件下進(jìn)行2次平行試驗(yàn),使用電子天平對磨損前后試樣的質(zhì)量進(jìn)行稱量,計(jì)算磨損質(zhì)量損失。選用三維形貌儀對磨損后試樣表面三維形貌進(jìn)行觀察,并采用掃描電鏡觀察磨損形貌。
表1 磨損試驗(yàn)的潤滑條件和試驗(yàn)溫度
PART 02
試驗(yàn)結(jié)果與討論
2.1 微觀形貌與物相組成
由圖2可知:所制備涂層表面熔滴鋪展?fàn)顩r良好,熔融粒子撞擊至基體表面后經(jīng)堆垛、鋪展后以放射形式、破碎形式凝固,部分熔滴包裹著未熔顆粒,而這些未熔顆粒表面熔滴的冷卻凝固使顆粒間相互結(jié)合從而形成典型層狀結(jié)構(gòu)的涂層;由于部分未熔顆粒堆疊,后續(xù)的熔融粒子未能完全潤濕填充這些不規(guī)則區(qū)域,從而在涂層內(nèi)部形成孔隙。基體與涂層界面處結(jié)合較致密,涂層厚度約為300μm,高倍下觀察發(fā)現(xiàn)涂層內(nèi)部由2種顏色(深灰色、淺灰色)區(qū)域交替重疊構(gòu)成,經(jīng)EDS分析發(fā)現(xiàn)深灰色區(qū)域?yàn)楦汇t區(qū),淺灰色區(qū)域?yàn)楦绘噮^(qū)。由EDS分析發(fā)現(xiàn)涂層截面無明顯的元素?cái)U(kuò)散現(xiàn)象,因此涂層與基體間的結(jié)合方式為機(jī)械結(jié)合;同時(shí)選區(qū)中未檢測出氧元素,說明在熔滴飛行過程中未出現(xiàn)氧化現(xiàn)象,工作氣體對熔滴起到了良好的保護(hù)作用。涂層保留了原料粉末的物相組成,均主要由γ-(Ni,Cr,Fe,Cu)固溶體、FeNi3、Cr7C3、Cr23C6、Mo2C、MoSi2、Fe2Mo等組成。
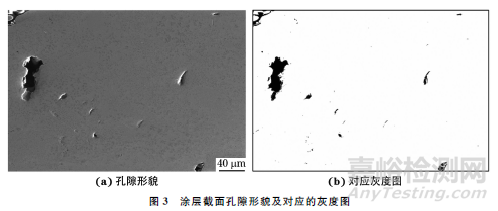
圖3為涂層截面孔隙形貌及對應(yīng)的灰度圖,統(tǒng)計(jì)得到涂層的平均孔隙率為2.48%。涂層中孔隙形態(tài)多樣,除了分布廣泛的獨(dú)立閉合微孔外,還有少量由多個(gè)微孔交互連通的通孔。由于噴涂時(shí)熔滴包裹未熔顆粒周圍,其堆積和搭接具有隨機(jī)性,因此涂層中極易出現(xiàn)因填充不充分而形成的孔隙聚集現(xiàn)象。
2.2 硬度分布
由圖4可知,涂層截面顯微硬度呈小范圍波動(dòng),其中最高硬度可達(dá)874HV,最低硬度為735HV,平均硬度為792.91HV,基體的平均硬度約為123HV,涂層的硬度為基體的6倍以上。在涂層中分富鎳區(qū)與富鉻區(qū),富鉻區(qū)分布不均勻,硬度測試時(shí)壓痕的隨機(jī)性使得顯微硬度出現(xiàn)波動(dòng)。在施加載荷初期,壓痕處孔隙等微缺陷處產(chǎn)生應(yīng)力集中而出現(xiàn)裂紋,在壓應(yīng)力作用下壓痕長度增加,因此硬度較小。涂層的孔隙等微缺陷主要集中在涂層中間部分,因此中間部分的硬度較低。在粒子撞擊的夯實(shí)作用下涂層近表層處的加工硬化效果增強(qiáng),因此顯微硬度較高。
2.3 摩擦磨損性能
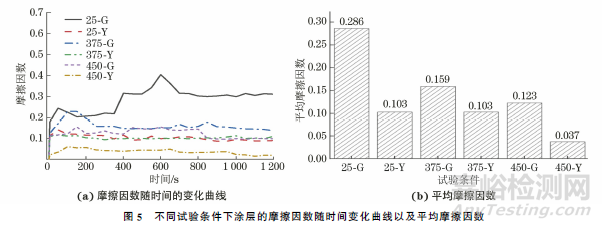
由圖5可知:在不同潤滑條件下涂層在試驗(yàn)前期0~150s時(shí)間內(nèi)的摩擦因數(shù)急劇增加并隨之在短時(shí)間內(nèi)達(dá)到平穩(wěn)狀態(tài),而后又出現(xiàn)波動(dòng)現(xiàn)象,其中干摩擦條件下涂層的摩擦因數(shù)較大,且波動(dòng)較大,這是因?yàn)榇藭r(shí)涂層與對磨件間無潤滑液和保護(hù)膜,表面直接接觸,磨損劇烈。隨著試驗(yàn)溫度由25℃升高至450℃,涂層的平均摩擦因數(shù)降低。油潤滑條件下涂層的摩擦因數(shù)更加平穩(wěn),平均摩擦因數(shù)偏低,并且摩擦因數(shù)達(dá)到平穩(wěn)階段所需時(shí)間較短,短于100s,說明潤滑油在涂層與對磨件之間形成的油膜起到了減摩耐磨的效果;油膜使涂層與對磨件表面分離,發(fā)生流體潤滑,在壓力作用下,部分潤滑油進(jìn)入涂層孔隙中起到了儲(chǔ)油作用,為摩擦表面持續(xù)提供油膜所需的潤滑油,使表面油膜不易破損;450℃時(shí)涂層的平均摩擦因數(shù)最低,表現(xiàn)出優(yōu)異的減摩效果。
由圖6可以看出:涂層的磨損質(zhì)量損失隨試驗(yàn)溫度的升高和油潤滑條件的施加而減小,而基體的磨損質(zhì)量損失隨試驗(yàn)溫度升高而增大,但施加潤滑油后磨損質(zhì)量損失略微減小,對比發(fā)現(xiàn)施加潤滑油后涂層耐磨性提升的程度比基體顯著;相同試驗(yàn)溫度和潤滑條件下涂層的磨損質(zhì)量損失明顯低于基體,在450℃油潤滑條件下涂層的磨損質(zhì)量損失僅為7.35mg,為基體的1/4左右,說明涂層具有優(yōu)異的耐磨性能。
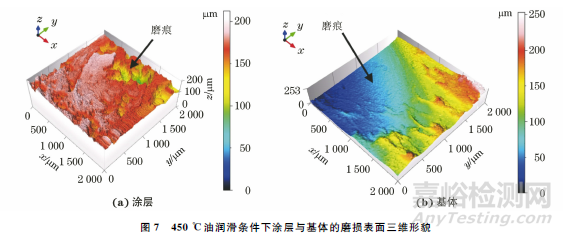
由圖7可以發(fā)現(xiàn),在450℃油潤滑條件下涂層磨痕的最大峰高為46.9μm,基體磨痕的最大峰高為155.7μm,涂層磨痕很淺,進(jìn)一步說明涂層在高溫下具有優(yōu)異的耐磨性能。
由圖8可知,在25℃干摩擦條件下涂層表面磨損嚴(yán)重,涂層剝落痕跡明顯,并且因涂層內(nèi)硬質(zhì)相分布不均勻造成其表面磨痕較粗糙。當(dāng)干摩擦條件下的試驗(yàn)溫度升至375℃時(shí),對表面磨損產(chǎn)生的零星分布的深灰色區(qū)域進(jìn)行EDS分析后,發(fā)現(xiàn)該區(qū)域主要為鐵的氧化物,由于涂層中鐵含量較少,而經(jīng)磨損后表面鐵元素含量顯著增加,說明磨損過程中涂層表面與對磨件出現(xiàn)了材料轉(zhuǎn)移,隨磨損時(shí)間延長,轉(zhuǎn)移的材料逐漸積聚而形成含鐵氧化物轉(zhuǎn)移層;雖然該轉(zhuǎn)移層能夠在一定程度上緩解涂層的磨損,但由于氧化物在硬度高的同時(shí),其脆性也較大,在高溫下的相對切向運(yùn)動(dòng)中易使涂層發(fā)生斷裂,轉(zhuǎn)移層也會(huì)出現(xiàn)剪切斷裂,從而在涂層磨損表面出現(xiàn)氧化物剝落的痕跡以及因切向應(yīng)力作用而形成的垂直于摩擦方向的微裂紋。隨著干摩擦條件下的試驗(yàn)溫度升高至450℃,磨損表面轉(zhuǎn)移層面積較大,垂直于滑動(dòng)方向的裂紋寬度減小,因轉(zhuǎn)移層的磨損而在涂層表面形成碎屑。氧化物轉(zhuǎn)移層的形成說明在高溫干摩擦下涂層表現(xiàn)出黏著磨損與氧化磨損的復(fù)合特征。
在油潤滑條件下涂層表面的磨損程度較輕,在25℃和375℃下磨損表面出現(xiàn)犁溝、劃痕以及剝落顆粒損傷痕跡,在對磨件剪切應(yīng)力循環(huán)作用下顆粒剝落,并在潤滑油的包裹下以及對磨件施加的正應(yīng)力作用下,對涂層表面進(jìn)行研磨,起到了磨料的作用;375℃下磨損表面還出現(xiàn)了橘皮狀氧化物碎片,這是由于在噴涂過程中部分熔滴動(dòng)能不足而撞擊基體不充分,層間內(nèi)聚力較差,在磨損中易發(fā)生片層狀剝落,但對磨件部分正應(yīng)力發(fā)揮的“夯實(shí)”效應(yīng)使橘皮狀氧化物碎片未徹底剝離于涂層表面。因此,在油潤滑條件下25℃時(shí)涂層的磨損機(jī)制為磨粒磨損,而375℃下的磨損機(jī)制為磨粒磨損及黏著磨損。450℃時(shí)涂層磨損表面更加平整,沒有明顯的犁溝、劃痕等磨粒磨損的痕跡,磨損程度最輕,此時(shí)涂層的磨損機(jī)制以黏著磨損為主。
PART 03
結(jié) 論
(1) 采用等離子噴涂技術(shù)在ZL109鋁合金表面制備的Ni60CuMo合金涂層由富鉻區(qū)和富鎳區(qū)交替重疊構(gòu)成,與基體間無明顯的元素?cái)U(kuò)散現(xiàn)象,涂層與基體間的結(jié)合方式為機(jī)械結(jié)合;涂層的物相組成與Ni60CuMo合金粉末相同,主要由γ-(Ni,Cr,Fe,Cu)固溶體、FeNi3、Cr7C3、Cr23C6、Mo2C、MoSi2、Fe2Mo等組成;涂層結(jié)構(gòu)致密,孔隙率為2.48%;涂層的平均顯微硬度為792.91HV,為鋁合金基體的6倍以上。
(2) 與干摩擦條件相比,油潤滑條件下涂層具備更平穩(wěn)的摩擦因數(shù)以及更低的磨損質(zhì)量損失,且隨試驗(yàn)溫度的升高,摩擦因數(shù)和磨損質(zhì)量損失均降低,耐磨性能更好;450℃油潤滑條件下涂層的平均摩擦因數(shù)為0.037,磨損質(zhì)量損失為7.35mg,僅為基體的1/4左右,涂層具有優(yōu)異的耐磨性能。
(3) 干摩擦條件下25℃磨損時(shí)涂層出現(xiàn)剝落失效,375,450℃磨損時(shí)涂層磨損機(jī)制為氧化磨損與黏著磨損;油潤滑條件下25℃磨損時(shí)涂層主要發(fā)生磨粒磨損,375℃磨損時(shí)的磨損機(jī)制為磨粒磨損及黏著磨損,450℃時(shí)涂層磨損表面平整,磨損機(jī)制以黏著磨損為主。