您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-06-13 21:49
長輸管線的安全運行對于經濟社會的發展具有重要意義。長輸管線是由一系列平均長度約為10m的螺旋焊管或直縫管段通過對接環焊縫連接而成的。長輸管線對接環焊縫的施工現場環境差、勞動強度高、現場受多種約束條件的限制,使得環焊縫的焊接質量穩定性較差。
1 試驗方法與試驗材料
來自中國特種設備檢測研究院的孫永輝、尤景澤、商學欣等研究人員以已經投入使用的X70管線鋼焊接接頭為研究對象:首先對試樣上、下游(上游為管道某個環焊縫的石油、天然氣供給方向;下游為管道某個環焊縫的石油、天然氣接收方向)母材以及環焊縫進行化學成分分析,確認了材料化學成分及焊接方式與原記錄相符;然后通過硬度試驗測定環焊縫及周圍材料的硬度分布;再分別對試樣上、下游母材以及環焊縫材料進行拉伸試驗;最后采用小拉伸試樣對環焊縫材料進行逐層測試,為了驗證小試樣拉伸結果的準確性,對試樣母材進行小試樣拉伸試驗。
試樣的主體材料為X70鋼,設計輸送壓力為10MPa,外徑為1016mm,壁厚為17.5mm,管線對接環焊縫的焊接方式為手工電弧焊(SMAW)打底,藥心焊絲焊填充(FACW),每層焊縫金屬高度約為3mm。
2 試驗結果分析
2.1 化學成分分析
采用直讀光譜儀分析試樣上、下游母材以及環焊縫的化學成分。試樣上、下游母材化學成分均符合標準GB/T 9711—2017 《石油天然氣工業 管線輸送系統用鋼管》中對X70鋼化學成分的要求;與母材相比,環焊縫材料中含有較多鋁元素。
2.2 硬度試驗
試樣環焊縫的最大硬度為224HV,位置為熱影響區內的粗晶區,最小硬度為164HV,位置為焊縫填充金屬內。環焊縫金屬的硬度主要分布在170~190HV,母材硬度主要為200~220HV,環焊縫金屬硬度低于母材硬度。在環焊縫內部,材料硬度也呈明顯的分層特征。環焊縫內不同硬度區域所對應的材料強度也有差異,為測量環焊縫內不同層的強度,采用小試樣試驗技術對環焊縫內不同層的強度進行測試。
2.3 整體拉伸試驗
依據標準GB/T 228.1—2010 《金屬材料 拉伸試驗 第1部分:室溫試驗方法》,將試樣上、下游母材制成直徑為10mm的棒狀拉伸試樣,環焊縫材料制成直徑為5mm的棒狀拉伸試樣,取樣方向均為環向取樣,試驗結果分別如表1,2所示,拉伸試驗應力-應變曲線如圖1所示。
表1 試樣上、下游母材金屬拉伸試驗結果

表2 試樣環焊縫金屬拉伸試驗結果
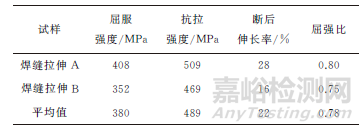
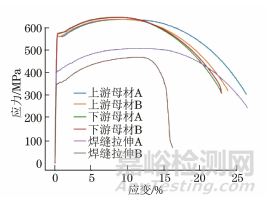
圖1 試樣上、下游母材與環焊縫金屬拉伸試驗應力-應變曲線
結果表明:環焊縫材料的屈服強度和抗拉強度均低于母材20%以上,環焊縫材料的屈強比平均為0.78,而母材的屈強比平均為0.89,環焊縫材料與母材斷后伸長率比較接近。
2.4 小試樣拉伸試驗
管線鋼環焊縫的體積較小,僅可以取出直徑為5mm的圓棒拉伸試樣,試驗結果可表征環焊縫材料的整體性能。為研究環焊縫材料內不同層的力學性能差別,采用小拉伸試樣進行拉伸試驗。由原始試樣先分層加工至厚度為0.9~1mm,然后通過雙面研磨機對其表面進行磨拋至厚度為0.75mm,總長度為50mm的試樣,小拉伸試樣如加工過薄,可能會導致試樣加工形變,其取樣位置和拉伸完的試樣分別如圖2,3所示。

圖2 小拉伸試樣取樣部位

圖3 小拉伸試樣試驗前后宏觀形貌
環焊縫不同區域所對應的強度分布結果如圖4所示。對環焊縫區域相同層的硬度試驗結果與小試樣拉伸試驗結果進行對比發現,兩種試驗對環焊縫區域同一層所得的力學性能試驗結果是一致的。

圖4 環焊縫不同區域對應的強度分布
3 結論
(1) 高鋼級管道焊材和焊接工藝的不同,以及焊接工藝參數的波動導致了環焊縫不同微區的性能差異較大,小試樣測試技術可以較好地揭示環焊縫的微區性能。
(2) 環焊縫金屬硬度主要分布在170~190HV,母材硬度主要分布在200~220HV,環焊縫金屬硬度低于母材硬度。拉伸試驗結果表明:環焊縫金屬的屈服強度和抗拉強度均低于母材的屈服強度和抗拉強度。
(3) 環焊縫金屬的小試樣拉伸試驗結果表明:在環焊縫內部,不同區域的屈服強度、抗拉強度不同,靠近根部的焊縫金屬強度更低,但整體焊縫金屬強度低于母材強度。環焊縫金屬的低強度會影響管道整體受載變形過程中的局部應力應變分布,小試樣技術可在高鋼級管道環焊縫的斷裂行為研究中發揮重要作用。

來源:理化檢驗物理分冊


