您當前的位置:檢測資訊 > 科研開發
嘉峪檢測網 2022-05-05 23:00

隨著車身輕量化的進一步發展,鋁合金材料在新一代車身上的使用顯著增加。傳統電阻點焊技術在鋁合金材料上的表現較差,難以滿足日益增長的“鋼-鋁”異種金屬間的連接需求,因此眾多新式連接技術被研發出來。其中,高速射釘鉚接由于工藝簡單、單次鉚接時間短、單面鉚接以及不產生有害副產品等優點,獲得越來越多的關注。截至目前,在北京奔馳汽車有限公司有超過五款車型應用了高速射釘鉚接技術。
但是,高速射釘鉚接依舊是一個較新的技術,對其在實際序列化生產中表現的研究十分有限。本文意在分析梳理高速射釘鉚接技術在北京奔馳車身一工廠應用過程中較常見的鉚釘縫隙問題,歸納總結原因并進一步提出需要關注的工藝重點。
工藝原理及質量判定
高速射釘鉚接,顧名思義是將鉚釘以高速打入板材并以此固定連接對象的技術。在鉚接過程中,高壓氣體進入鉚槍,使撞桿加速,撞桿推動鉚釘使其在短時間內被加速到20~40m/s,并如同子彈一般被打入板材。如圖1所示,在鉚釘向板材內部移動的過程中,板材材料填入鉚釘螺紋之間的空間,兩者間形成鉤連結構,從而達到穩定連接。材料的彈性形變導致鉚釘受到材料的夾緊力,這進一步強化了鉤連結構的強度。高速鉚釘與板材間的劇烈摩擦會產生大量熱,導致板材與鉚釘接觸部位升溫,金屬材料流動性加強,因此材料能夠更加有效地填入鉚釘螺紋之間。此外,對于含鐵材料來說,高溫還可以使鉚釘螺紋尖端與材料之間熔化結合,達到類似于焊接的效果[1-3]。
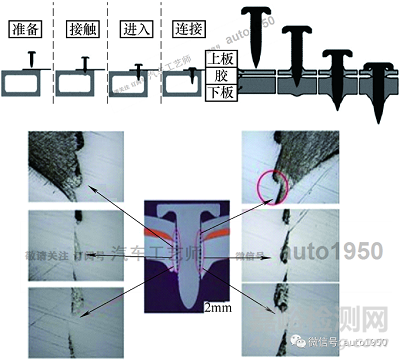
圖1 高速射釘鉚接的原理 [4]
高速射釘鉚接的質量一般通過以下幾點進行判定。
首先,鉚點必須完整,鉚釘帽與板材表面不能存在破損。考慮到防腐蝕的因素以及鉚釘螺紋與板材間需要確保足夠的接觸來保證鉚點強度,鉚釘釘帽與板材之間應貼合,釘帽與板材間的間隙必須≤0.7mm。
其次,對于鉚釘的強度考核,一般使用退釘力測試。通常,習慣性地把鉚接過程中鉚釘最先接觸的板件稱作外板,把最后接觸的板件叫做內板。如圖2所示,在退釘力測試中,首先固定內板,之后從釘尖向外板方向施加推力直至連接被破壞,鉚接被破壞時所施加的最大推力即為退釘力,合格的鉚點退釘力應>220N。由此可見,退釘力是直接反映高速射釘鉚接強度的參數,但是由于退釘力測試屬于破壞性測試,產品在退釘力測試時被徹底破壞,所以退釘力測試不能頻繁進行。
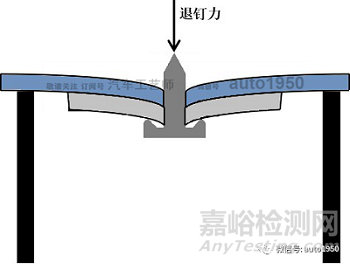
圖2 退釘力測試原理
鉚釘間隙及原因
鉚釘未完全進入板材,導致鉚釘帽部與板材間存在較大間隙(見圖3),這是批量生產中一種常見的質量缺陷。

圖3 鉚釘間隙缺陷
如前文所述,間隙的存在增加了鉚點與板材被腐蝕的風險。同時,由于鉚釘螺紋與板材間的有效連接區域的減少,鉚點強度也進一步降低。高速射釘鉚接通常與涂膠工藝一同使用,鉚釘同時也起到固定和壓實膠段的作用。因此,若鉚釘未被完全打入板材,鉚點對膠段的固定效果也會受到影響,則會進一步降低車身強度。鉚釘間隙除了影響連接質量,突出的釘帽也會與后續工藝的機器設備發生剮蹭,導致設備、鉚點以及板材被破壞,嚴重情況下甚至會導致產品無法返修而報廢的情況(見圖4),產生不必要的浪費。

圖4 凸起鉚釘與機器人碰撞導致零件二次受損
通過總結高速射釘鉚接在北京奔馳車身一工廠的應用,產生鉚釘間隙的原因主要包括以下幾點。
1.工裝夾具和墊塊失效
高速射釘鉚接的鉚點附近需要設置可靠的支撐點。通過支撐點的固定,板材其余部分的形變與振動受到限制,因此鉚釘動能才可以有效集中于它與板材接觸位置。若支撐點距離過遠,支撐點之間的板件在鉚釘的沖擊下整體發生變形(見圖5),如同一個緩沖裝置一般吸收了大量動能,導致鉚釘沒有足夠的能量貫穿板材,進而導致鉚釘不能全部進入板材。

圖5 正常鉚點與缺乏有效支撐導致板材變形的鉚點
支撐一般由板件內部的加強筋以及夾具上的墊塊提供。若因設計存在問題導致鉚點周圍缺少可靠的支持墊塊或加強筋結構、墊塊存在尺寸問題而無法有效貼合板材,以及提供支撐及墊塊破損或墊塊夾具的氣缸失效,無法提供足夠壓緊力,則鉚接過程中板材無法獲得足夠的支撐固定(見圖6),從而導致鉚釘間隙的出現。

圖6 缺乏有效支撐導致鉚釘無法打入以及內板嚴重變形
2.環境和停機因素
高速射釘鉚接設備得以正常工作時,環境溫度需要在15℃以上,但是在北方冬季夜班時間,室外溫度最低接近﹣20℃,若生產設施內缺乏有效的保溫系統,鉚接設備在非正常狀態下運行,便有可能導致鉚釘獲得的動能受到限制,從而無法有效擊穿板材。此外,設備內部潤滑油在低溫下會凝固為膠狀,導致摩擦損耗增加、低溫下板材硬度更高,進一步阻礙了鉚釘的穿透。因此,在冬季、特別是突然降溫時,會出現鉚釘無法打入板材的情況。
同理,當設備發生長時間停機后,整個系統內部溫度較低,再起動時需要暖機時間來使設備恢復至正常工作狀態,因此設備重起后最先進行的幾百次鉚接,也會因為設備未處于正常工作狀態而出現鉚釘力度偏小的情況,有一定概率出現鉚釘未完全打入板材的問題。
3.鉚接姿態偏移
高速射釘鉚接工藝中存在一個重要的步驟——預壓緊。預壓緊發生在鉚槍與板材接觸后及鉚釘被加速之前。鉚槍與板材接觸后會繼續下壓施加1.5~2bar(1bar=105Pa,下同)的壓力,使內外板更加貼合,板件間膠段被壓實,從而有助于提高鉚點質量。
高速射釘鉚接對于鉚槍的移動軌跡有著嚴格的要求。鉚接進行時鉚槍必須盡可能垂直于板件,如果鉚槍不與板件垂直,鉚釘會以傾斜的角度接觸板材(見圖7),鉚釘釘帽的一側先與板材接觸,導致鉚釘無法繼續前進,進而在另外一側出現間隙。此外,由于金屬表面十分光滑,若鉚槍以傾斜的角度接觸板材,預壓力平行于板材表面的分力會導致鉚槍進一步向外側滑動,發生蹭件的現象,這將加劇惡化鉚接姿態。因此,每個鉚點的鉚接軌跡需要嚴格控制,并盡可能讓鉚槍與板件垂直。

圖7 鉚槍的側向位移
另外,還存在一種零件向下移位情況,如圖8所示。若工裝胎上的夾子或定位銷有松動,在鉚槍施加預壓力后無法提供足夠支撐,零件在預壓力作用下向著壓力方向發生位移,也會導致零件表面與鉚槍垂直度惡化的情況。

圖8 零件向下位移
4.鉚接設備內部原因
設備導致鉚釘間隙的原理主要有以下兩點。
1)設備組件問題導致鉚釘無法獲得足夠動能,以至于鉚釘不能完全穿透板材。例如,加壓泵失靈導致鉚槍不能獲得足夠高壓氣體;氣路系統內部組件損耗導致漏氣;撞針與槍身潤滑效果惡化、槍鼻磨損導致鉚釘加速過程中摩擦增加。鉚接系統自帶的監控系統可以記錄鉚接過程中實際氣壓值以及鉚釘速度。因此,當在監控系統內發現氣壓或鉚釘速度頻繁小于目標值時,需盡快檢查鉚接設備。
2)鉚槍設備磨損導致鉚釘在彈道加速的過程中產生晃動。例如,撞桿定位塊損耗導致撞針在推釘過程中發生晃動,槍身中用于固定鉚釘位置的氣路結構發生異常[4]。由于鉚釘是在設備內部發生晃動,所以即使鉚槍與零件表面垂直,鉚釘其實也是以傾斜的狀態與板材接觸,進而導致一側出現間隙。
5.鉚點位置偏移
正常情況下,在批量生產中機器人的軌跡偏差一般<2mm。但是若機器人內部組件老化或者曾發生過磕碰導致軌跡偏移,又或者是工裝胎具定位功能失效導致零件位置移動,則鉚點位置會發生較嚴重的偏移。如前文所述,鉚點附近一般有加強筋作為支撐點,當偏移的鉚釘在穿透板材后與加強筋發生碰撞時,額外的碰撞大量消耗鉚釘能量,導致鉚點無法繼續深入,進而導致間隙的出現。此外,若鉚點位置偏移到離支撐點較遠的位置,也會發生因支撐不夠而導致的鉚釘間隙。
6.工藝參數設置
高速射釘鉚接的主要工藝參數是鉚接氣壓。因為鉚釘通過高壓氣體推動加速,所以鉚接氣壓直接影響鉚釘射入板材的速度與力度。如圖9所示,對于鋼-鋁連接,鉚接氣壓一般在5~8bar。鉚接氣壓過小,鉚釘的動能就過小,無法有效穿透板材。但是,鉚接氣壓同樣直接影響鉚釘結合強度,若氣壓過大,鉚釘速度過高,鉚接過程中板材包裹鉚釘的微觀結構會由于強大的撞擊而損壞,并導致連接強度的急劇下降。

圖9 鉚接氣壓過小/過大 對質量的影響
而且,工藝參數一般在試裝階段就應被調整至理想狀態,在批量生產中一般不會出現因為壓力參數設置得過小導致鉚釘無法完全打入的情況。因此,在批量生產中應盡可能不改變氣壓參數,只有在排除鉚接姿態、工裝狀態以及設備狀態等其他可能性后才可以嘗試修改氣壓參數,并用退釘力測試驗證氣壓參數修改后的鉚點質量。
工藝要點
1.工藝參數
鉚接氣壓的選取十分重要,前文已經論述。若氣壓過小,則鉚釘無法進入板材;若氣壓過大,鉚點結構受損,強度減小。氣壓參數的設置與板材搭配,現場工況及工作環境有著密切的聯系,因此一般不存在通用的參數參考清單,需要在車型試裝階段通過試驗的方式確定各鉚點的最佳壓力。通常的調試方法為:以0.1bar的間隔更改氣壓參數,找到各鉚點鉚釘剛好完全進入板材的氣壓Ph,即當氣壓為小于Ph時,鉚釘與板材間存在間隙;氣壓為Ph時,鉚釘與板材間沒有間隙,在Ph之上增加0.3~0.5bar,此時鉚接質量一般處于較好狀態。
2.監控曲線
監控功能是連接技術的重要組成部分。在批量生產中,只有自動監控功能可以保證對鉚點的100%檢查并避免潛在質量風險。高速射釘鉚接系統自帶行程曲線監控以及壓力曲線監控,其中行程曲線可以有效地監控鉚釘間隙問題(見圖10)。因為無論導致鉚釘間隙現象的原因是什么,最終表現形式都是鉚釘位移量小于預定值。行程監控主要監控鉚釘打入板材后的行程最大值,當鉚釘最大行程無法達到特定范圍時,監控系統便會發出質量報警。各鉚點的行程監控范圍同樣需要在試裝階段調試好。行程監控范圍的確立一般在確定好最佳氣壓參數后,通過統計多次鉚接的行程曲線,確認行程最大值的位置范圍,之后設定監控范圍使行程最大值盡可能在監控窗口中心位置。

圖10 行程監控曲線以及監控窗口位置
3.設備檢修
高速射釘鉚接的質量,極大程度上取決于鉚接設備的狀態。因此,保證鉚接質量的一個重要步驟便是制定詳細的檢修保養計劃并嚴格按計劃執行。工裝夾具需要定期檢查是否存在松動,是否有銷子墊塊存在破損,以及氣缸是否正常運作。機器人需要定期校準軌跡,以避免軌跡偏移。鉚槍設備需定期保養,對于有使用壽命要求的零件應進行及時更換。
結 語
本文介紹了高速射釘鉚接的基本原理及質量標準,分析總結了生產中常見的鉚釘間隙問題的影響因素與原理,其中包括:夾具功能失效、環境溫度過低、鉚接姿態錯誤、設備故障、機器人軌跡偏移以及工藝參數過小,并根據以上問題總結了生產中需注意的工藝重點。
作為一個剛剛興起的新技術,在擁有諸多優點的同時,高速射釘鉚接也有著一些限制。例如,鉚接過程中會產生巨大噪聲,因此鉚接必須在隔音房中進行;鉚槍備件價格高昂,維護成本高;由于專利限制所以剛開始向市場開放。因此,目前也僅有奔馳等少數幾個品牌應用了這項技術。但是隨著技術的不斷進步以及車身輕量化的進一步深入。擁有單面連接、鉚接快速以及鉚接質量穩定等強大優點的高速射釘鉚接技術在未來的幾年,會獲得越來越多的關注,并被越來越多的汽車生產商所接受。
參考文獻
[1] 高勇,謝添,張海濱. 機械連接技術在白車身輕量化中的應用[J]. 汽車工藝師,2017(4):29-31.
[2] 徐文歡,武冰,張秋花. 高速射釘鉚連接技術在白車身的應用[J]. 汽車工藝師,2017(11):37-39.
[3] 閆旭東,楊博. 射釘鉚連接技術在白車身的應用[J].汽車工藝師,2018(7):16-18.
[4] 賈林. 高速射釘鉚接技術鉚釘斷裂及變形問題的處置[J]. 設備管理與維修,2021(Z1):108-111.

來源:汽車工藝師


